Изобретение относится к размерной электрохимической обработке (ЭХО) а именно к инструментам для нарезки наружных винтовых поверхностей, в частности для обработки резьбовой поверхности на валу-шариковых винтовых пар качения. Известен электрод-инструмент.для ЭХО наружных винтовых поверхностей, выполненный в виде полого.корпуса, на внутренней поверхности которого имеется рабочий винтовой профиль Ц Однако данная конструкция ЭЙ пригодна только для обработки заготовок , на которых предварительно вы-. полнен резьбовой профиль, и не обеспечивает условия изготовления винтовой поверхности на цилиндрической заготовке без ее предварительной обработки. Электрод работает при неподвижной заготовке, т.е. межэлектро НБ1Й зазор в процессе обработки непре рывно возрастает. В силу этого ЭЙ не обеспечивает высокой производительности и точности. Обрабатывать резьбовую поверхност на цилиндрической заготовке при от-, носительном вращении и осевом «перемещении подобным инструментом не пре ставляется возможным. Кроме того. данная конструкция инструмента приводит к искажению обрабатываемого профиля из-за растравливания в местах перехода от резьбовой поверхности к цилиндрической, поскольку в данной зоне межэлектр9Дный зазор, образующийся в процессе обработки, существенно меньше, чем по вершинам профиля Цель изобретения - повышение производительности обработки за счет использования цилиндрической заготовки при относительном вращении и осевом перемещении и увеличение точности обработки за счет уменьшения растравлив ания. Поставленная цель достигается тем, что в известном электроде-инструменте, включакедем полый корпус с каналами для подвода электролита, на внутренней поверхности которого имеется рабочая часть в виде выпуклой в сторону оси корпуса вийтовой поверхности, рабочая винтовая поверхность, ограниченная в нормальном сечении дугами окружности, выполнена так, что расстояние между центрами ограничивающих дуг нормального сеч..ния винтовой поверхности монотонно убывает от начальной величины на заходном витке до нуля на конечном
витке, причем геометрическим местом центров ограничивающих дуг является усеченный конус с большим основанием на заходном витке.
Подобное исполнение электродаинструмента исключает основные не достатки известных конструкций, обеспечивает условия ведения обработки цилиндрических заготовок без предварительной обработки профиля, при относительном вращении и осевой подаче. При этом обеспечивается равномерный и оптимальный по величине межэлектродный зазор (МЭЗ) на всей длине обрабатываемого вала. Кроме того, данная конструкция инструмента исключает растравливание детали в местах перехода от винтовой канавки к цилиндрической поверхности. В результате достигается высокая точность и производительность обработки.
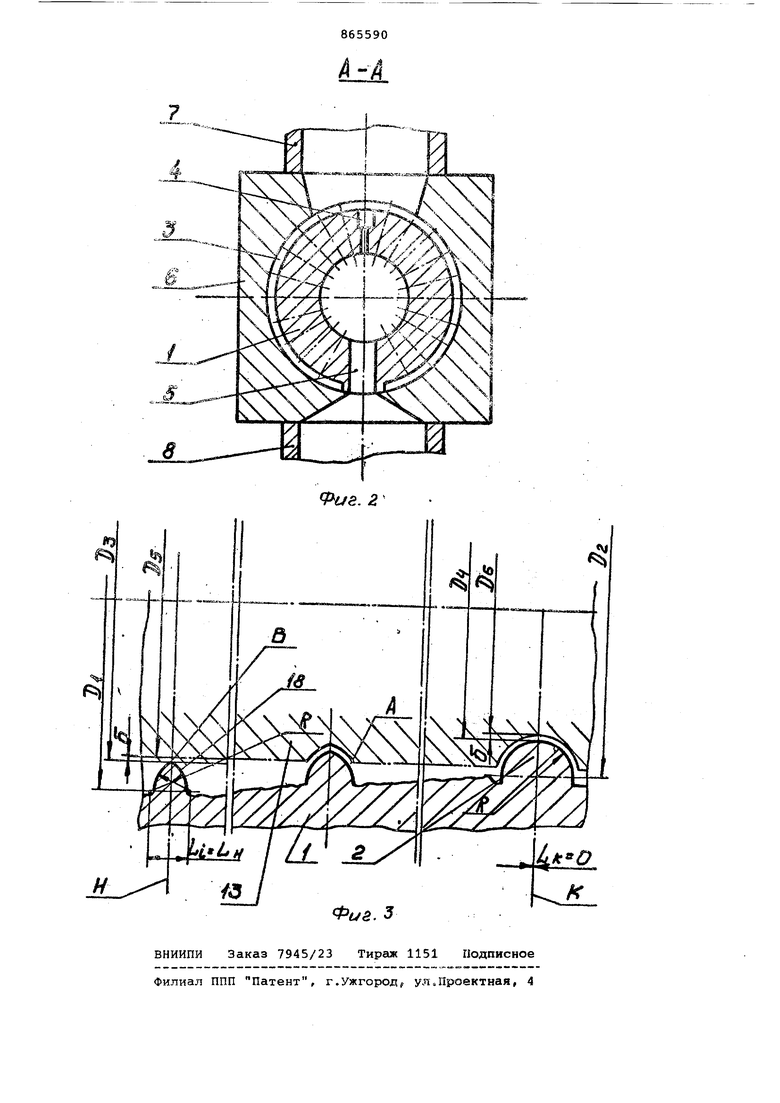
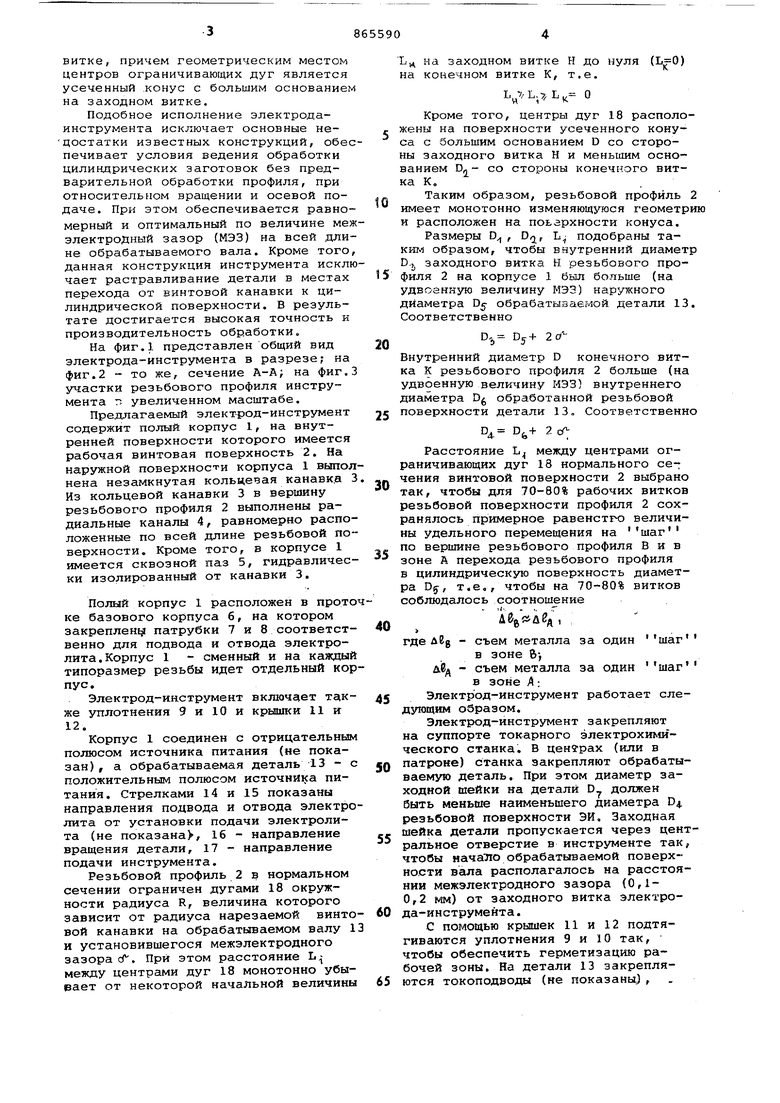
На фиг.1 представлен общий вид электрода-инструмента в разрезе; на фиг.2 - то же, сечение А-А; на фиг.З участки реэьбового профиля инструмента п увеличенном масштабе.
Предлагаемый элект-род-инструмент содержит полый корпус 1, на внутренней поверхности которого имеется рабочая винтовая поверхность 2. На наружной поверхности корпуса 1 выполнена незамкнутая кольцевая канавкд 3 Из кольцевой канавки 3 в вершину резьбового профиля 2 выполнены радиальные каналы 4, равномерно расположенные по всей длине резьбовой поверхности. Кроме того, в корпусе 1 имеется сквозной паз 5, гидравлически изолированный от канавки 3.
Полый корпус 1 расположен в протоке базового корпуса б, на котором закреплен патрубки 7 и 8 соответственно для подвода и отвода электролита. Корпус 1 - сменный и на каждый типоразмер резьбы идет отдельный корпус.
Электрод-кнструмент включает также уплотнения 9 и 10 и крышки 11 и 12.
Корпус 1 соединен с отрицательным полюсом источника питания {не показан) , а обрабатываемая деталь 13 - с положительным полюсом источника питания. Стрелками 14 и 15 показаны направления подвода и отвода электролита от установки подачи электролита (не показана, 16 - направление вращения детали, 17 - направление подачи инструмента.
Резьбовой профиль 2 в нормальном сечении ограничен дугами 18 окружности радиуса R, величина которого зависит от радиуса нарезаемой винтовой канавки на обрабатываемом валу 13 и установившегося межэлектродного зазора cf. ПрИ этом расстояние L между центрами дуг 18 монотонно убырает от некоторой начальной величины
L, на заходном витке Н до нуля () на конечном витке К, т.е.
VL.,, L о
Кроме того, центры дуг 18 располог жены на поверхности усеченного конуса с большим основанием D со стороны заходного витка Н и меньшим основанием D, со стороны конечного витка К.
Таким образом, резьбовой профиль 2 имеет монотонно изменяющ гюся геометрию и расположен на поьархности конуса. Размеры D, D, L подобраны таким образом, чтобы внутренний диаметр D.J заходного витка Н резьбового проS филя 2 на корпусе 1 бьш больше (на удвоенную величину МЭЭ) наружного диаметра обрабатываемой детали 13. Соответственно
0-;, DJ+ 20
Внутренний диаметр D конечного витка К резьбового профиля 2 больше (на удвоенную величину МЭЗ) внутреннего диаметра D обработанной резьбовой поверхности детали 13. Соответственно
D Dj,+ 2 о
Расстояние L между центрами ограничивающих дуг 18 нормального сечения винтовой поверхности 2 выбрано так, чтобы для 70-80% рабочих витков резьбовой поверхности профиля 2 сохранялось примерное равенство величины удельного перемещения на шаг по вершине резьбового профиля Вив зоне А перехода резьбового профиля в цилиндрическую поверхность диаметра DJ, т.е., чтобы на 70-80% витков соблюдалось соотношение
, ,
где Д Kg - съем металла за один шаг
в зоне 6)
дВд - съем металла за один шаг в зоне А;
Электрод-инструмент работает следующим образом.
Электрод-инструмент закрепляют на суппорте токарного электрохимического станка. В центрах (или в
патроне) станка закрепляют обрабатываемую деталь. При этом диаметр заходной шейки на детали D должен быть меньше наименьшего диаметра D4. резьбовой поверхности ЭЙ. Заходная
шейка детали пропускается через центральное отверстие в инструменте так, чтобы начатто обрабатываемой поверхности вала располагалось на расстоянии межэлектродного зазора (0,10,2 мм) от заходного витка электрода-инструмента.
С помощью крышек 11 и 12 подтягиваются уплотнения 9 и 10 так, чтобы обеспечить герметизацию рабочей зоны. На детали 13 закрепляются токоподводы (не показаны,
включается подача электролита, рабочий ток, вращение детали и осевая подача инструмента. Дальнейшая обработка происходит автоматически
Электролит от установки подачи электролита по патрубку 7 через отвс-рстйе в к.ррпусе б поступает в проточку 3 корпуса 1, откуда по каналам 4 попадает в рабочую зону, равномерно омывая весь межэлектродный промежуток. Из межэлектродного промежутка электролит через паз 5 в корпусе 1 и. отверстие в корпусе 6 попадает в патрубок 8 и сливной резервуар установки подачи электролита .
При вращении детали 13 и осевой подаче ЭЙ происходит постепенное формообразование резьбовой профильной поверхности на обрабатываемой детали.
В конце обработки, по команде от соответствующего датчика, выключается вращение детали, осевая подача инструмента, рабочий ток и подача электролита.
Специальный профиль резьбовой поверхности на корпусе 1 инструмента при расположении резьбовой поверхности на конусе обеспечивает равномерный без растравливания в зонах А съем металла и качественное формообразование резьбы на обрабатываемой делали.
Таким образом, достигается, повышение точности и производительности обработки.
Предложенный инструмент дает особенно значительный эффект при изготовлении шариковых ходовых витков станков с ЧПУ.
Формула изобретения
Электрод-инструмент для электрохимической обработки резьбовой поверхности ни валу шариковых винтовыдс пар качения, содержащий полый корпус с канатами для подвода электролита, на внутренней поверхности которого, рабочая часть выполнена выпуклой в сторону оси корпуса .винтовой поверхности, отличающийся тем, что, с целью повышения точности и производительности .обработки, рабочая винтовая поверхность электрода, ограниченная в нормальном сечении дугами окружности, выполнена таким образом, что расстояние между центрами ограничивающих дуг нормгшьного сечения винтовой поверхности монотонно убывает от начальной величины на заходном витке до нуля на конечном витке.
Источники информации, принятые во внимание при экспертизе
1. Авторское сивдетельство СССР № 387806, кл. В 23 Р 1/12, 1971.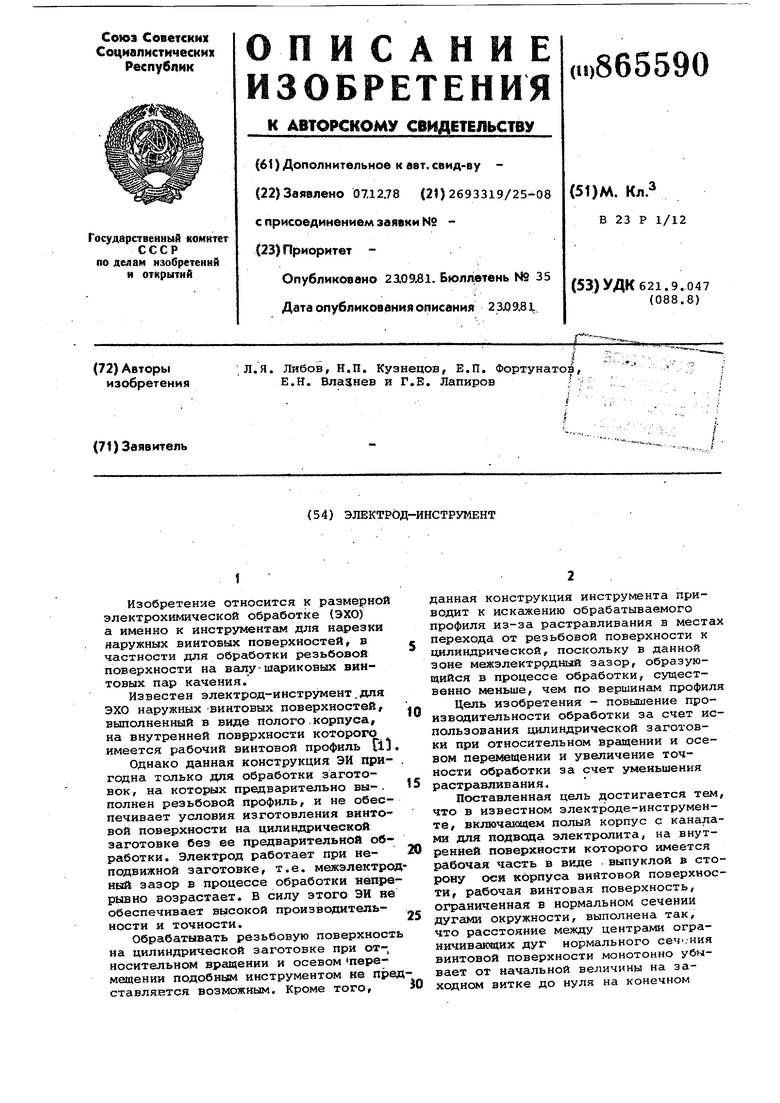
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| Электрод-инструмент | 1979 |
|
SU823054A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
| Комбинированный электрод-инструмент для электрохимической обработки | 1978 |
|
SU751557A1 |
| Устройство для электрохимического формирования гидравлических карманов | 2022 |
|
RU2805021C2 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271912C1 |
| Электрод-инструмент для электрохимической обработки | 1980 |
|
SU979067A1 |