Обычно определение линейной усадки сплава произ:7одится в лабораторных условиях на специально изготовленных образцах, а получаемые результаты не соответствуют величине фактической усадки самой
ОТЛИЕКИ.
Предлагаемый штангенусадкомер дает возможность измерять успдку непосредственно на отливке.
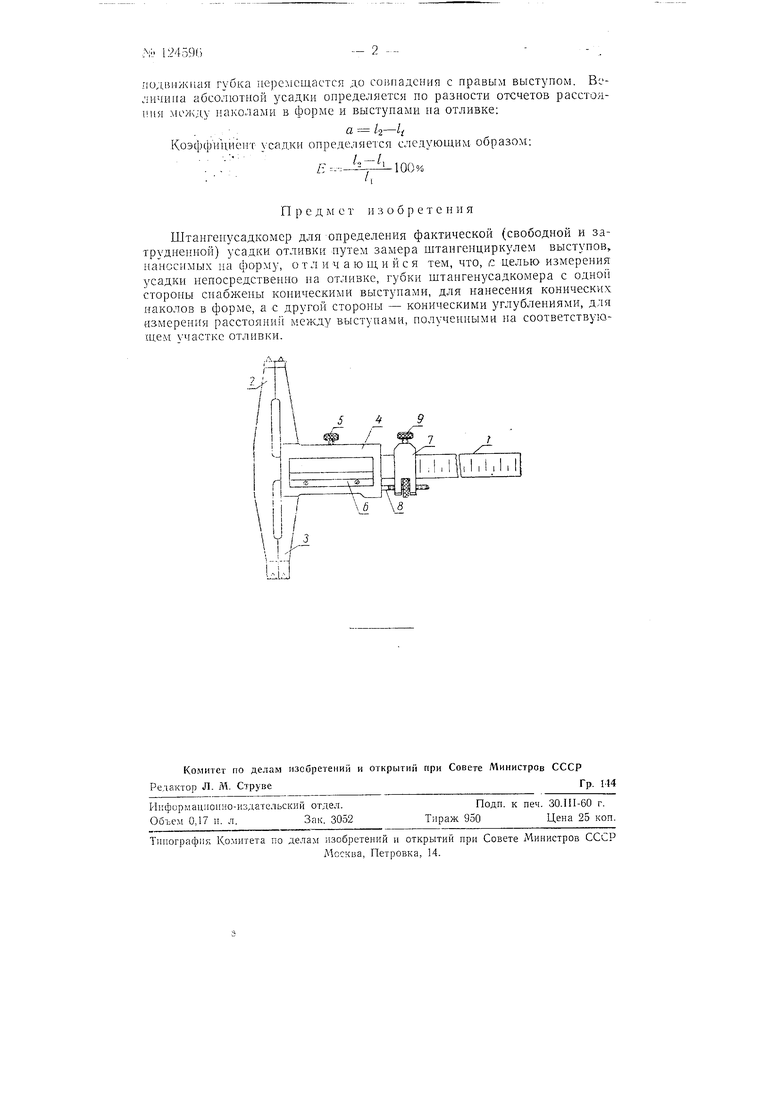
Предлагаемый штангенусадкомер состоит нз штанги 1 (см. чертеж) и двух пар губок 2 и 3. Губки 2 имеют конические выступы на концах дл.ч нанесения углублений в песчаной форме, а губки 3 - конические углубления на торцах для измерения длин мелиу двумя коническими выступами на отливке. Две губки 2 к 3 вьшолнены вместе со штангой, ;i,Be другие губки - вместе с рамкой 4. Рамка может перемеш,аться по штанге, как по ианравляюшей, и закрепляться в требуемом положении при помощи винта 5. На штанге / нанесена основная шкала, каждое деление которой равно 1 мм. В нижней части рамки 4 помешен нониус 6, который позволяет отсчитывать размеры с точностью 0,05 или 0,02 мм. Для микромегрической подачи нониуса на штанге имеется движок 7, соединенный с рамкой микрометрическим винтом 8. Для закрепления движка служит зажим 9.
Для определения усадки риска устанавливается в положение, соогветствуюшее длине измеряемого участка отливки. На этом участке литейной формы выступающими конусами на губках 2 вдавливаются два конических углубления. После заливки формы металлом на поверхносг; отливки получаются два конических выступа, которые очищаются от песка. Расстояние между двумя коническими выступами измеряется посредством губок. Неподвижная губка насаживается на левый выступ, -л
одвнжиая губка це|эе; 1сщастся до совпадения с правым выступом. Bjличипа абсолютной усадки определяется по разности отсчетов расстояния -мо/кду паколами в форме и выступами на отливке;
.а k-li
Коэффициент усадки определяется следующим образом:
/о--/,
Пред м е т и з о б р е т е и и я
Штаигепусадкомер для определения фактической (свободной и затруднепной) усадки отливки путем замера штаигепциркулем выступов, наносимых на форму, о т л и ч а ю и, и и с я тем, что, с целью измерения усадки иепосредственно на отливке, губки штангенусадкомера с одно стороны снабжены коническими выступами, для нанесения конических наколов в форме, а с другой стороны - коническими углублеииями, для измереиия расстояни между выступами, полученными на соответствуюш,ем Уча€Т1 е отливки.
;ЛтД,-100%
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2013 |
|
RU2525720C1 |
| Прибор для измерения усадки металлов | 1960 |
|
SU146053A1 |
| СПОСОБ КОНТРОЛЯ ПОЛЗУЧЕСТИ МАТЕРИАЛА ТРУБ ПАРОПЕРЕГРЕВАТЕЛЕЙ КОТЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2029224C1 |
| ШТАНГЕНГЛУБИНОМЕР МАЛЫХ ВЕЛИЧИН | 2001 |
|
RU2178544C1 |
| Устройство для измерения размеров стыковых сварных соединений | 1989 |
|
SU1709173A1 |
| Способ снятия внутренних напряжений в металлических отливках | 1947 |
|
SU73385A1 |
| Универсальная установка для изучения усадочных процессов | 1958 |
|
SU120666A1 |
| ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ КОНТРОЛЯ РАДИУСА КРИВИЗНЫ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ БЕСКОНЕЧНОЙ ДЛИНЫ | 2014 |
|
RU2568332C1 |
| Устройство для измерения размеров канавок роторов турбин | 1988 |
|
SU1527469A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛЕЙ | 1998 |
|
RU2187068C2 |
