Изобретение относится к измерительной технике и может быть использовано в теплоэнергетике - на тепловых электростанциях для оценки ресурса пароперегревателей.
Известен способ измерения диаметра трубчатого образца в установке для испытания на ползучесть трубчатых образцов под внутренним давлением [1], заключающийся в том, что к поверхности образца в одном сечении в двух взаимно перпендикулярных направлениях наплавляют небольшие площадки, в которые под действием плоской консольной пружины упираются кварцевые стержни, связанные с индикатором.
По результатам измерений наружного диаметра трубы через различные промежутки времени подсчитывают радиальную (диаметральную) ползучесть.
Недостатком известного способа является то, что он не обеспечивает точности измерения ползучести в тех случаях, когда нет данных о величине исходного диаметра трубы.
Другим недостатком является проведение измерений диаметра трубчатого образца в одном сечении, тогда как, например, на трубах пароперегревателей необходимо проводить измерения диаметра не в одном, а в нескольких сечениях, удаленных одно от другого.
В качестве прототипа для устройства может быть принят двухсторонний штангенциркуль с отсчетом по нониусу 0,05 мм [2], содержащий штангу с первой и второй измерительными губками, расположенную на штанге рамку с закрепленными на ней третьей и четвертой измерительными губками, отсчетный узел в виде шкалы линейных размеров на штанге и нониуса на рамке, зажимающие элементы, выполненные в виде винтов.
Однако, так как при измерениях необходимо находить один из штрихов на нониусе, совпадающий с соответствующим штрихом шкалы на штанге, требуется дополнительное время на поиск совпадающих штрихов.
Невозможно провести измерения разности диаметров одной и той же трубы и получить результат на шкале линейных размеров. Недостаточная информативность штангенциркуля, ограниченная данными одного линейного измерения, требует проведения дополнительных расчетов и снижает производительность измерений.
Зажимающие элементы в виде винтов неудобны в эксплуатации, так как их необходимо затягивать при фиксации деталей и отпускать при измерениях, при этом заняты обе руки оператора. Одной рукой необходимо удерживать штангенциркуль, а другой рукой - отпускать или затягивать винты. Зажимающие элементы в виде винтов затрудняют пользование инструментом при измерениях труб в газоходах парогенератора и снижают производительность измерений.
Изобретение устраняет недостатки известных способов и устройства.
Это достигается тем, что способ контроля ползучести материала трубы пароперегревателей котлов, заключающийся в том, что измеряют номинальный диаметр Dн трубы до эксплуатации и текущий диаметр D трубы, находящейся в эксплуатации, а о ползучести судят по разности измеренных величин, отличается тем, что два поперечных сварных шва трубы принимают за базу отсчета, измерение текущего диаметра D осуществляют в четырех сечениях между швами попарно расположенных от соответствующих швов на расстояниях соответственно l1=3+0,1Dн и l2=2,5Dн±0,1Dн и в двух сечениях на расстоянии l3=Dн±0,1Dн соответственно от конца l2 и выбирают максимальный текущий диаметр Dτмакс, с учетом которого судят о ползучести материала трубы. Размеры в формулах указаны в мм.
Предлагаемое устройство для контроля ползучести материала труб пароперегревателей котлов, содержащее штангу со шкалой и двумя неподвижными измерительными губками, установленную на штанге с возможностью перемещения и фиксации рамку с третьей измерительной губкой, вторую рамку с четвертой измерительной губкой, кинематически связанную с первой рамкой и штангой, и механизм отсчета, отличается тем, что оно снабжено размещенными на соответствующих рамках опорными элементами, подпружиненными один к другому и расположенным на первой рамке с возможностью перемещения и фиксации упором, связанным с опорными элементами, механизм отсчета выполнен в виде размещенных на второй рамке указателя, взаимодействующего со шкалой штанги, и индикатора, взаимодействующего с третьей измерительной губкой, второго индикатора, взаимодействующего с четвертой измерительной губкой и кинематически связанного с первым индикатором, измерительный стержень второго индикатора параллелен штанге и предназначен для взаимодействия с упором, и третьего индикатора, кинематически связанного с первым и вторым индикаторами. Механизмы фиксации первой рамки относительно штанги и второй рамки относительно первой выполнены в виде закрепленного соответственно на штанге или первой рамке кронштейна, закрепленных на нем стержневого упора с отжимным конусом на конце и двуплечего рычага с роликом на одном плече, предназначенным для взаимодействия с отжимным конусом, второе плечо которого является рукояткой, направляющего стакана, и размещенной в его полости пружиной, взаимодействующей одним концом с отжимным конусом, а другим - со стержневым упором.
На фиг.1 изображены концы трубы пароперегревателя с поперечным сварным швом до начала эксплуатации, где Dши - размер исходного диаметра трубы по сварному шву С; Dо=Dф - размер фактического диаметра трубы до начала эксплуатации; К - кромка сварного шва на поверхности трубы; на фиг.2 - отрезок деформированной трубы с поперечным сварным швом после эксплуатации, где l1= 3+0,1 Dн до сечения, в котором размер D2=Dо.
Конусная часть трубы на отрезке l2=2,5Dн±0,1 Dн; сечения D2...D7трубы участок трубы с остаточной деформацией - l3=Dн±0,1Dн; Dшо - фактический диаметр трубы по шву после эксплуатации; Dτ- выпуклый участок трубы, приблизительно равный размеру, соответствующему 2Dн.
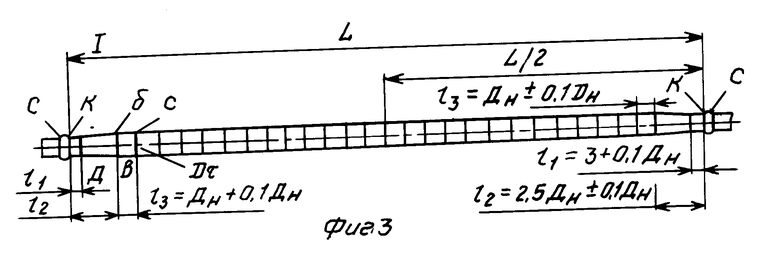
На фиг.3 изображена труба со сроком эксплуатации до 100 тыс.ч с обозначениями отрезков l1; l2;l3 сечений а,b,с, конец отрезка Dτ трубы, находящейся в эксплуатации, размера L между кромками К сварных швов, размера L/2, одного из сечений 1-1, проходящего по штриховым линиям отрезков l3.
На фиг. 4 изображена труба после 100 тыс. ч эксплуатации с выпуклым участком с обозначениями Dτ , в сечении l, проходящем посредине выпуклого участка трубы, D , D
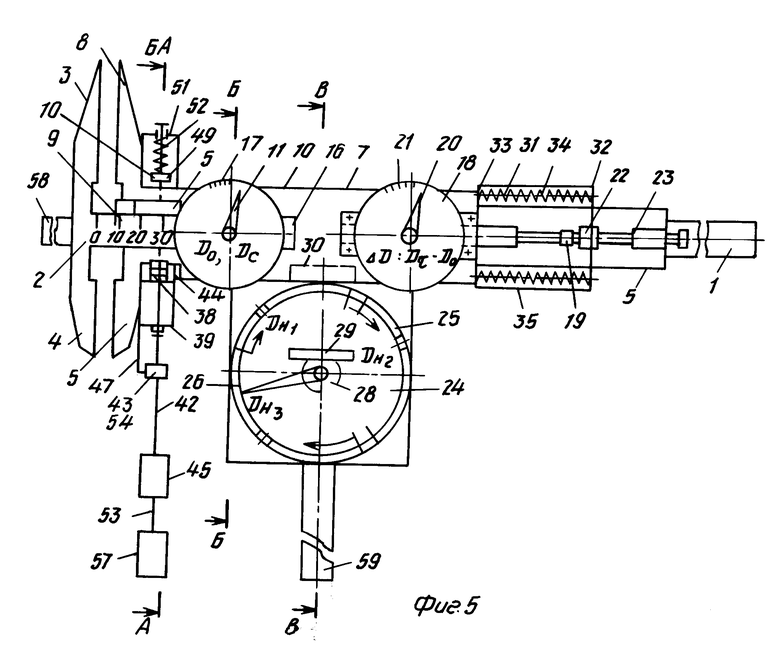
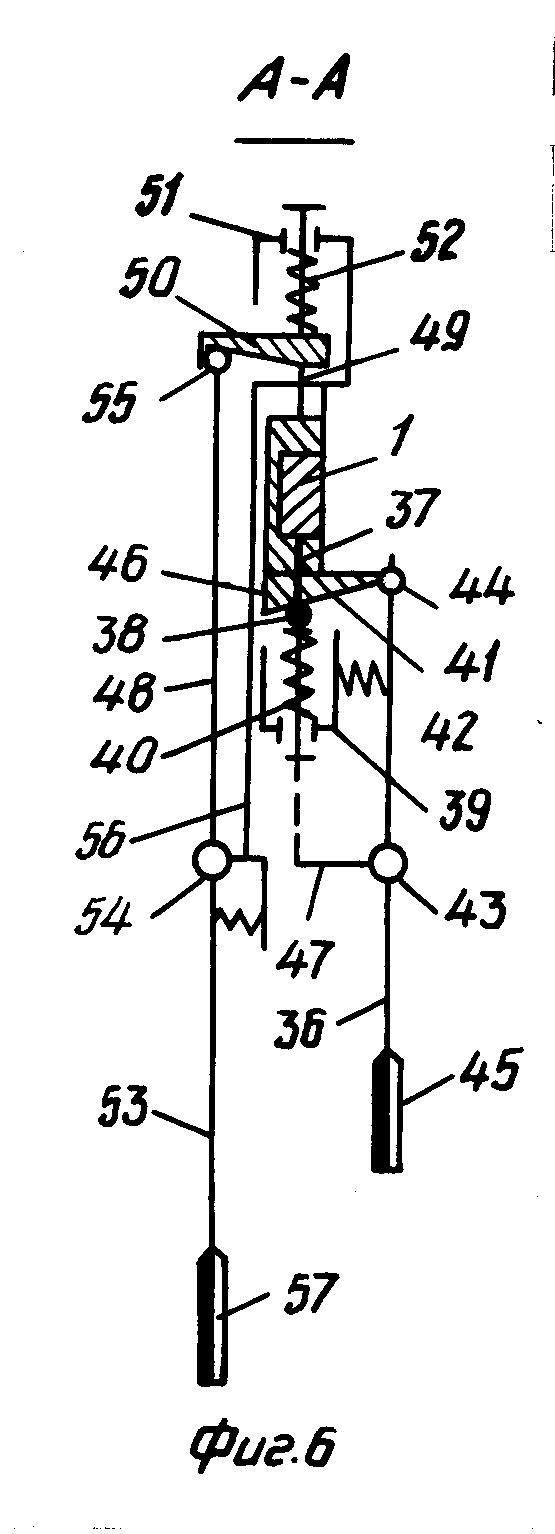
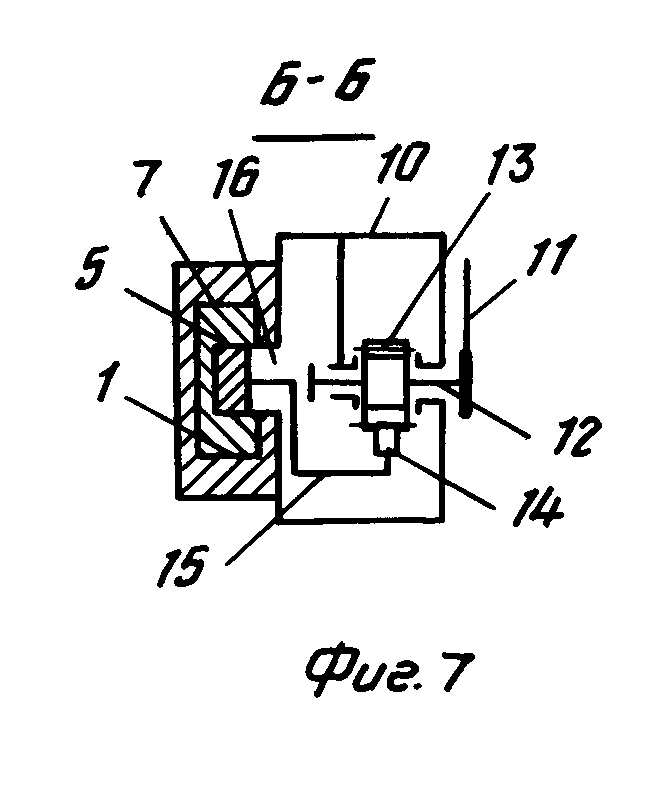
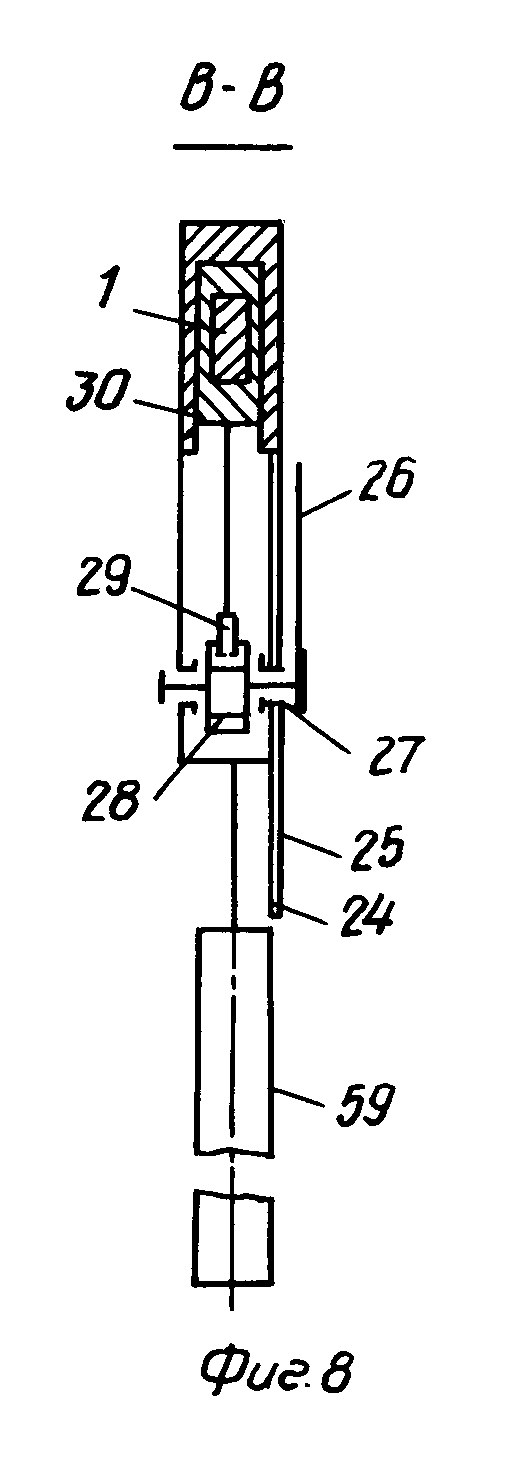
, D - в сечениях ж, И по обе стороны от сечения l на линейном отрезке l3=Dн±0,1Dн; на фиг.5 - устройство, общий вид; на фиг.6-8 сечения А-А, Б-Б, В-В на фиг.5.
- в сечениях ж, И по обе стороны от сечения l на линейном отрезке l3=Dн±0,1Dн; на фиг.5 - устройство, общий вид; на фиг.6-8 сечения А-А, Б-Б, В-В на фиг.5.
Способ измерения ползучести труб пароперегревателей котлов осуществляют следующим образом.
Находят на трубе два поперечных сварных шва С, которые принимают за базу отсчета и от кромок К сварных швов (фиг.3) измеряют расстояния l1= 3-0,1Dн и l2=2,5Dн±0,1Dн, где Dн - известный размер номинального диаметра трубы, от конца отрезка l2 откладывают на трубе линейные отрезки l3= Dн±0,1Dн.
В двух сечениях на расстоянии l1=3+0,1Dн измеряют номинальный диаметр Dн трубы до эксплуатации, соответствующий исходному размеру фактического диаметра трубы Dо, измерение текущего диаметра Dτосуществляют в четырех сечениях между швами попарно расположенных от соответствующих швов на расстояниях соответственно l1= 3+0,1Dн и l2=2,5Dн±0,1Dн и в двух сечениях на расстоянии l3= Dн±0,1Dн соответственно от конца l2 и выбирают максимальный текущий диаметр D ., с учетом которого по разности измеренных величин Dτ , Dн судят о ползучести материала трубы.
., с учетом которого по разности измеренных величин Dτ , Dн судят о ползучести материала трубы.
П р и м е р 1. Измерение остаточной деформации известным способом.
Фактический размер Dо исходного диаметра трубы до начала эксплуатации отсутствует, размер Dн номинального диаметра трубы известен и составляет 36 мм.
В произвольно выбранном сечении D7 трубы на расстоянии 2,5 Dн от кромки сварного шва измеряют размер Dτ , который составляет 37,4 мм, и определяют ползучесть трубы по уравнению (1).
ε1 =  100% (1)
100% (1)
ε1 =  100%=3,9%
100%=3,9%
В другом произвольно выбранном сечении D2 на расстоянии l1=3+0,1Dнот кромки шва размер Dτ =36,4 мм.
ε2 =  100%=1,1%
100%=1,1%
П р и м е р 2. Измерение отстаточной деформации предлагаемым способом.
Данные о величине размера Dо исходного диаметра трубы отсутствуют, Dн= 36 мм.
В произвольно выбранном сечении D2 измеренный размер диаметра трубы в зоне первого сварного шва, соответствующий размеру Dо диаметра трубы до начала эксплуатации, составляет 36,4 мм.
Размер Dτ , измеренный в сечении D7, составляет 37,4 м. По полученным размерам Dτ , Dо, известному размеру Dн определяют ползучесть (ε ) по уравнению (2)
ε =  100% (2)
100% (2)
ε1 =  100%=2,7%
100%=2,7%
Размер трубы, измеренный в зоне второго сварного шва на противоположном конце трубы, соответствующий Dо, составляет 36,52 мм. Размер Dτ в сечении D7 составляет 37,51 мм.
ε2 =  100%=2,7%
100%=2,7%
Пример 1 показывает, что при отсутствии сведений о величине исходного диаметра и отсутствии регламента измерений получены два результата, один из которых ε1=3,9% превышает допустимое значение ползучести.
П р и м е р 2, в котором проведены упорядоченные измерения размеров в том числе определены размеры исходного диаметра трубы до начала эксплуатации на противоположных концах трубы у кромок сварных швов и найдены значения ползучести трубы ε1=ε2 = 2,7% в двух сечениях, в результате чего по измерениям ползучести материала трубы, проведенных более точно, чем при известном способе, могут быть даны обоснованные рекомендации по продлению сроков службы пароперегревателя.
Устройство содержит штангу 1 с нанесенной шкалой 2 линейных размеров и закрепленными на ней первой 3 и второй 4 измерительными губкам, при этом первая 3 измерительная губка выполнена с заостренным наконечником, расположенную на штанге первую рамку 5 с закрепленной на ней третьей измерительной губкой 6, установленную на первой рамке 5 вторую рамку 7 с закрепленной на ней четвертой измерительной губкой 8 с заостренным наконечником, при этом вторая рамка 7 установлена с возможностью перемещения по первой рамке 5, механизм отсчета, включающий первый отсчетный узел, выполненный в виде закрепленного на второй рамке указателя 9 размеров по шкале 2, установленного на второй рамке индикатора 10, включающего стрелочный указатель 11 размеров по шкале индикатора, закрепленный на оси 12 зубчатого колеса 13, кинематически связанного с зубчатой рейкой 14, установленной в державке 15, жестко связанной со штангой. При этом в первой рамке 5 выполнен боковой продольный паз 6, в котором свободно расположена державка 15, на индикаторе 10 нанесены обозначения Dо - размер исходного диаметра трубы, находящейся в эксплуатации, соответствующий размеру исходного диаметра трубы до начала эксплуатации; Dτ - размер трубы, находящейся в эксплуатации.
Для отсчета десятков миллиметров на шкале 2 служит указатель 9 размеров, отсчет миллиметров на шкале 2 служит указатель 9 размеров, отсчет миллиметров и долей миллиметра ведут по шкале 17 индикатора 10. Второй отсчетный узел выполнен в виде закрепленного на второй рамке 7 индикатора 18 с расположенным параллельно штанге измерительным стержнем 19, стрелочного указателя размеров 20, шкалы 21. На индикаторе обозначена разность размеров ΔD= Dτ -Dо, с упором 22 на первой рамке 5 без зазора соединен измерительный стержень 19 индикатора 18. Резьбовой узел 23 установлен на рамке 5 с возможностью регулировки положения измерительного упора 22.
Третий отсчетный узел выполнен в виде закрепленного на второй рамке 5 индикатора 24 с расчетной шкалой 25, включающей нанесенные с интервалом и обозначенные Dн1, Dн2, Dн3 расчетные шкалы значений ползучести типоразмеров труб, применяемые для пароперегревателей, например, Dн1 соответствует номинальному наружному размеру трубы 32 мм; Dн2 - 36 мм; Dн3 - 42 мм. Нанесенное на индикаторе уравнение ε =  100% , где ε - значение ползучести трубы, в процентах; ΔD=Dτ- Dо - разность размеров, найденная на шкале 21 индикатора 18; Dн - номинальный наружный диаметр трубы.
100% , где ε - значение ползучести трубы, в процентах; ΔD=Dτ- Dо - разность размеров, найденная на шкале 21 индикатора 18; Dн - номинальный наружный диаметр трубы.
Стрелочный указатель 26 значений ползучести К на расчетных шкалах Dн1, Dн2, Dн3 закрепленный на оси 27 зубчатого колеса 28, кинематически связанного со второй зубчатой рейкой 29, закрепленной на первой рамке 5. Нижний продольный паз 30 выполнен на второй рамке 7, в нем свободно расположена вторая зубчатая рейка 29. Пружины 31 связаны одним концом с опорным элементом 32 на первой рамке 5, а другим концом - с опорным элементом 33 на второй рамке 7.
Устройство также содержит направляющие пальцы 34, защитное ограждение 35, установленные на первой рамке 5 механизмы фиксации первой рамки относительно штанги 1 и второй рамки 7 относительно первой рамки, включающие зажимающий узел 36, выполненный с возможностью взаимодействия со штангой и фиксации рамки 5 на штанге 1, включающий стержневой упор 37, траверсу 38, направляющий стакан 39, пружину 40, связанную одним концом со стаканом, другим концом - с траверсой 38, отжимной конус 41, одной стороной соприкасающийся с рамкой 5, другой стороной - с траверсой 38, подпружиненный двуплечий рычаг 42, установленный в шарнире 43 и связанный с отжимным конусом 41 роликом 44, рукоятку 45 на конце рычага 42, продольный паз 46 в отжимном конусе 41, в котором свободно установлен стержневой упор 37.
Кроме того устройство включает кронштейн 47 для размещения шарнира 43 на рамке 5, установленный на второй рамке 7 зажимающий узел 48, выполненный с возможностью взаимодействия с рамкой 5 и фиксации рамки 7 на рамке 5, включающий стержневой упор 49, закрепленный на нем отжимной конус 50, направляющий стакан 51, пружину 52, связанную одним концом со стаканом 51, другим концом - с отжимным конусом 50, подпружиненный двуплечий рычаг 53, установленный в шарнире 54 с роликом 55, соединенным с отжимным конусом 50, кронштейн 56 на рамке 7 для размещения шарнира 54, рукоятку 57 на конце рычага 53, первую ручку 58, закрепленную на штанге 1, вторую ручку 59, закрепленную на рамке 7. Шкалы Dн1, Dн2,Dн3для труб пароперегревателей различных типоразмеров.
В исходном положении измерительные губки 3, 8 и 4, 6 без зазора соприкасаются друг с другом. Указатели размеров 9, 11, 20, 21 выставлены на нулевые отметки. Пружины 40, 49 зажимающих узлов растянуты, в результате чего под действием усиления пружины стержневой упор 37 фиксирует рамку 5 на штанге 1, стержневой упор 49 - рамку 7 на рамке 5. Измерительный стержень 19 индикатора 18 соприкасается без зазора с упором 22.
При осуществлении способа измерения ползучести труб пароперегревателей устройство работает следующим образом.
Удерживая устройство за ручки 58, 59 нажимают на рукоятку 45, в результате чего рычаг 42 поворачивается в шарнире 43, при этом ролик 44 перемещается и выводит из исходного положения отжимной конус 41, который одной стороной передвигается по рамке 5, а другой - по траверсе 38, которая в результате увеличения размера конической части, выходящей на траверсу, перемещается и снижает пружину 40 в стакане 39.
Вместе с траверсой 38 перемещается в осевом направлении стержневой упор 37, который выходит из соприкосновения со штангой 1. В результате вывода рамки 5 из фиксированного положения она получает возможность перемещения по штанге. Передвигают рамку 5 с фиксированной на ней рамкой 7 по штанге 1, при этом измерительные губки 6, 8 на рамках 5, 7 отодвигаются от измерительных губок 4, 3 на штанге. Измеряют губками 4, 6, или в зависимости от положения пароперегревателя в газоходе котла губками 3, 8 размер Dн номинального диаметра трубы в любом сечении, например, в сечении В между двумя поперечными сварными швами С (фиг.3).
Измеренный размер Dн находят на шкале 2 штанги 1 по положению указателя 9, размещенного на рамке 7, и стрелочного указателя 11 на шкале 17 индикатора 10. По величине известного размера Dн на основании уравнений l1=3-0,1Dн и l2=2,5Dн±0,1Dн вычисляют значение размеров: l1 от кромки К сварного шва С до сечения а на трубе, в котором фактический размер диаметра трубы (размер D2=Dо), находящийся в эксплуатации, соответствует исходному размеру Dо диаметра трубы до начала эксплуатации; lо - от кромки К сварного шва до сечения В, в котором наблюдается остаточная деформация трубы.
Путем перемещения при нажатой рукоятке 45 по штанге 1 рамки 5 с фиксированной на ней рамкой 7 устанавливают измерительные губки 3, 8 на размер l1 и отпускают рукоятку 45, при этом рычаг 42 под действием собственной пружины и детали зажимающего узла 36 под действием растянутой пружины 40 возвращается в исходное положение, а стержневой упор 37 входит в соприкосновение со штангой и фиксирует на штанге рамку 5. Установленным на заданный размер l1 измерительными губками 3, 8 фиксируют размер на трубе и заостренным наконечником губки 8 наносят риску на трубе, обозначающую сечение а (фиг. 3). Устанавливают в изложенном выше порядке измерительные губки 3, 8 на заданный размер l2, фиксируют размер l2 на трубе и заостренным наконечником губки 8 наносят штриховую линию, обозначающую сечение В, после чего в очередной раз устанавливают измерительные губки 3, 8 на заданный размер l3 и заостренными наконечниками губок наносят штриховые линии, обозначающие сечения С, отстоящие друг от друга на расстояниях, соответствующих линейным отрезкам l3 на измерительных участках L/2 (фиг.3).
Нажатием на рукоятку 45 приводят в действие зажимающий узел 36, выводят рамку 5 из фиксированного положения на штанге 1, устанавливают губки 4, 6 на трубу, производят измерения диаметра трубы в сечении а, отпускают рукоятку 45 и фиксируют рамку 5 на штанге. Найденный в сечении а размер, соответствующий значению Dо, фиксируют указателем 9 на шкале 2 штанги 1 и стрелочным указателем 11 на шкале 17 индикатора 10. Так как рамка 7 при измерении размера Dо переместилась по штанге вместе с рамкой 5 на тот же отрезок длины, стрелочные указатели 20 индикатора 18 и 26 индикатора 24 остались фиксированными на нулевых отметках.
Для нахождения размера Dτ диаметра трубы, находящейся в эксплуатации, нажимают на рукоятку 57, при этом приводится в действие зажимающий узел 48. Подпружиненный рычаг 53 поворачивается в шарнире 54 и передвигает ролик 55 по отжимному конусу 50, который в результате увеличения размера конической части, выходящей на ролик, перемещается вместе с упором 49, который выходит из соприкосновения с рамкой 5 и выводит рамку 7 из фиксированного положения на рамке 5. Перемещают рамку 7 по рамке 5 и отводят измерительную губку 8 от губки 3, при этом при перемещении рамки 7 по рамке 5 сжимаются пружины 31, расположенные между опорными элементами 32, 33 на рамках 5, 7.
Устанавливают измерительные губки 3, 8 на трубу в сечении С и находят размер Dτ в указанном сечении. При сближении губок 3,8 пружины 31 растягиваются и поджимают губку 8 к трубе с одной, а губку 3 - с противоположной стороны, в результате чего обеспечивается надежный контакт измерительных губок с контролируемой трубой. Так как размер Dτпревышает значение размера Dо, расстояние между измерительными губками 3, 8 увеличивается и становится больше отрезка длины между губками 4, 6, в результате чего рамка 7 перемещается по рамке 5, фиксированной на штанге.
При перемещении рамки 7 по рамке 5 приводятся в действие отсчетные узлы, включающие индикаторы 10, 18, 24.
Перемещается по шкале 2 штанги 1 указатель размеров 9, зубчатое колесо 13 первого отсчетного узла перемещается по зубчатой рейке 14, установленной в державке 15, жестко связанной со штангой 1, при этом зубчатое колесо 13 поворачивается вокруг оси. Одновременно поворачивается ось 12 зубчатого колеса 13 и стрелочный указатель 11 индикатора 10. По положению указателя 9 на шкале 2 и стрелочного указателя 11 на шкале 17 индикатора 10 находят размер Dτ диаметра трубы с остаточной деформацией.
Перемещается измерительный стержень 19 индикатора 18 второго отсчетного узла, стрелочный указатель 20 которого на шкале 21 фиксирует разность размеров ΔD=Dτ -Dо, определяющую величину остаточной деформации трубы за время эксплуатации, в результате чего расширяется объем информации, облегчающий анализ пригодности трубы к дальнейшей эксплуатации.
Измерительный стержень 19 соприкасается с упором 22 на рамке, не входит в контакт с контролируемой трубой, в результате чего повышается точность измерений и обеспечивается защита индикатора 18 от внешних воздействий.
При перемещении рамки 7 по рамке 5 зубчатое колесо 28 третьего отсчетного узла перемещается по зубчатой рейке 29, закрепленной на рамке 5, и поворачивается вокруг оси. Стрелочный указатель 26 на оси 27 поворачивается и перемещается от нулевой отметки, например, по расчетной шкале Dн1, соответствующей значениям ползучести трубы, имеющей номинальный диаметр Dн1.
Находят на шкале Dн1 по положению стрелочного указателя 26 величину ползучести трубы, рассчитанную по уравнению ε =  100%.Не отпуская клавишу 57, устройство с губками 3, 8, установленными на трубе, для ускорения процесса измерений перемещают вдоль трубы на измерительном участке L/2 с целью отыскания максимального размера Dτ диаметра трубы и одновременно максимального значения ползучести трубы на участке L/2.
100%.Не отпуская клавишу 57, устройство с губками 3, 8, установленными на трубе, для ускорения процесса измерений перемещают вдоль трубы на измерительном участке L/2 с целью отыскания максимального размера Dτ диаметра трубы и одновременно максимального значения ползучести трубы на участке L/2.
Так как губки 3,8 подпружинены, обеспечивается их перемещение с поджимом к трубе и постоянным контактом с ее наружной поверхностью.
При отыскании максимальной величины ползучести измерения трубы на участке L/2 заканчивается. Измерения ползучести на другом измерительном участке L/2 проводятся в том же порядке.
Для оценки пригодности трубы к дальнейшей эксплуатации принимают наибольшую величину ползучести из двух значений, найденных на измерительных участках L/2.
На этом процесс измерений заканчивается.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения размеров изделий | 1990 |
|
SU1772587A1 |
| Устройство для измерения овальности гибов трубопроводов | 1987 |
|
SU1434234A1 |
| Устройство для измерения размеров сварных соединений | 1990 |
|
SU1710985A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ ШПИЛЕК ПАРОВЫХ ТУРБИН | 1991 |
|
RU2067753C1 |
| Устройство для измерения размеров стыковых сварных соединений | 1989 |
|
SU1709173A1 |
| Устройство для измерения овальности гибов трубопроводов | 1988 |
|
SU1647220A1 |
| Устройство для измерения размеров изделий цилиндрической формы | 1988 |
|
SU1583724A1 |
| Устройство для измерения размеров | 1989 |
|
SU1670323A1 |
| Устройство для измерения размеров трубы | 1990 |
|
SU1747862A1 |
| Устройство для измерения размеров канавок роторов турбин | 1988 |
|
SU1527469A1 |



Изобретение относится к измерительной технике и может быть использовано в теплоэнергетике, на тепловых электростанциях для оценки ресурса пароперегревателей. Способ контроля ползучести материала труб пароперегревателей заключается в том, что измеряют номинальный до эксплуатации диаметр труб и текущий диаметр находящихся в эксплуатации труб. За базу отсчета принимают два поперечных шва трубы, а измерение текущего диаметра осуществляют в четырех сечениях между швами, попарно расположенными от соответствующих швов на заданном расстоянии от них. Устройство для реализации этого способа содержит три отсчетных узла, обеспечивающих контроль размеров текущих диаметров, разности диаметров и остаточной деформации трубы в процентах. 2 с.п. ф-лы, 8 ил.
СПОСОБ КОНТРОЛЯ ПОЛЗУЧЕСТИ МАТЕРИАЛА ТРУБ ПАРОПЕРЕГРЕВАТЕЛЕЙ КОТЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ РАССТОЯНИЯ МЕЖДУ ОСЯМИ ПАРАЛЛЕЛЬНЫХ ОТВЕРСТИЙ | 1934 |
|
SU39411A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
