Изобретение относится к термической и химико-термической обработке металлов и сплавов и может быть применено, например, для процесса ионного азотирования.
Процессы термической и химико-термической обработки изделий с использованием тлеющего разряда, в частности процесс ионно.го азотирования, проходят обычно в две стадии: .очистка поверхности с помощью катодно.го распыления и диффузионное насыщение или вьщержка изделий при заданной температуре. Параметры разряда при катодно распылении обеспечивают очистку и . активацию поверхности. Для ускорения очистки поверхности от различных загрязнений, а также для получения равномерного по поверхности упрочняющего слоя, особенно при обработке сложно- легированных сталей, целесообразно проводить катодное распыление при напряжении, значительно превышающем рабочее. Параметры разряда, в режиме насыщения обеспечивают нагрев из- делий до требуемой температуры и поддерживают активность газовой фа- зы на нужном Уровне.
Цель изобретения - сокращение длительности процесса и повышение каче- ства обработки путем управления процессом, обе5:печивающим проведение режима катодного распыления при повышенном напряжении.
Это достигается тем, что подают напряжение в виде регулируемых по амплитуде и длительности импульсов, от начала процесса до окончания ка-, годного распьшения, в качестве параметра, регулирующего температуру и скорость ее изменения, используют среднее значение импульсного напряжения, а в качестве параметра, регулирующего частоту дугообразования, - амплитуду импульсов.
Сущность предлагаемого способа заключается в том, что до окончания катодного распьшения амплитуда импульсов напряжения разряда определя- ется только частотой дугообразования и по мере ее уменьшения амплитуда импульса повышается до величины, обеспечивающей проведение катодного распьшения. Требуемое ограничение скорости нагрева или стабилизацию температуры на заданном уровне, если до окончания катодного распьшения
температура достигнет заданного значения, осуществляют посредством из- менения среднего значения напряжения разряда, которое может регулироватьс например, путеМ изменения коэффициента заполнения цикла. Причем при определении длительности катодного распыления время паузы не учитывается.
На фиг. 1 и 2 приведены временные диаграммы, поясняющие предлагаемый способ управления.
На диаграммах показаны изменения мгновенного U и среднего значений напряжения разряда и температуры обрабатываемых изделий Т для случая, когда температура изделий достигает заданного значения до начала катодного распыления. Кратковременные снижения напряжения разряда, производимые при возникновении дуговых разрядов, не показаны. Величина напряжения разряда в период паузы может отличаться от нуля, как показано на чертеже. В начальный период обработки (до момента времени t, ) частота
дугообразования большая, поэтому значение напряжения невелико и имеет непрерывную форму, так как температура обрабатываемых изделий растет медленно. Среднее и мгновенное значения напр:-;кения при этом совпадают. По мере снижения частоты дугообразования амплитуда напряжения растет, а среднее значение его за счет изменения коэффициента заполнения импульсного цикла регулируется таким образом, чтобы скорость нагрева изделий равнялась заданной. Если в момент времени t температура изделий достигает заданной, то среднее значение напряжения регулируется таким образом, чтобы температура изделий поддерживалась на этом уровне . В момент времени t амппитуда напряжения достигает величины напряжения катодного распьшения и поддерживается на этом уровне в течение заданного времени катодного распьшения, после чего производится регу лирова- ние температуры обрабатываемых изделий при непрерывной форме напряжения.-
Использование предлагаемого способа управления процессами термической и химико-термической обработки изделий, проводимыми с помощью тлеющего разряда, позволяют по сравнению с известными способами сократить время обработки изделий в режимах очистки и насыщения и повысить качество обработки, в частности улучшить равномерность упрочняющего слоя по поверхности изделий за счет более интенсивного катодного распыления при повышенном, напряжении разряда и регулирования при этом температуры изделий, скорости ее изменения и частоты дугообразования.
Формула изобретения
Способ управления процессом химико-термической обработки, по которому в тлеющем разряде нагревают изделия до заданной температуры, поддерживают эту температуру, очища0
ют поверхность изделия катодным рас- пьшением и проводят диффузионное на- .сыщение, при всех операциях регули- фуют температуру, скорость ее изменения и частоту дугообразования измене- ниём параметров напряжения тлеющего разряда,о тличающийся тем, что,с целью повышения производительности способа и качества изделия,от начала процесса до окончания катодного распыления подают напряжение в виде регулируемых по амплитуде и длительности импульсов, в качестве параметра, регулирующего температуру и скорость ее изменения, используют сред- нее значение импульного напряжения, а в качестве параметра, регулирующего частоту дугообразования, - амплитуду импульсов.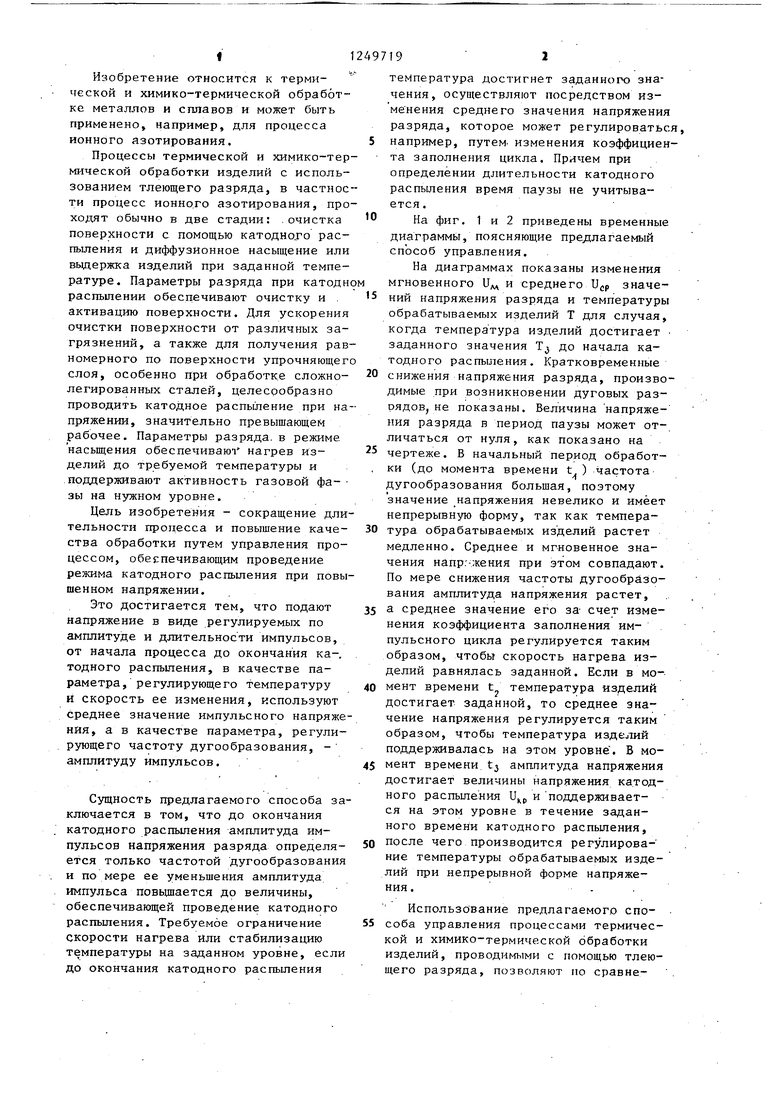
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для химико-термической обработки изделий тлеющим разрядом | 1979 |
|
SU1023675A1 |
| Способ химико-термической обработки тлеющим разрядом | 1979 |
|
SU1197152A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛИ И СПЛАВОВ | 2002 |
|
RU2245939C2 |
| Устройство для регулирования режима установки сильноточного тлеющего разряда | 1976 |
|
SU930761A1 |
| ТРИОДНЫЙ СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ В РАЗРЯДЕ | 1993 |
|
RU2034094C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОНАКАЛИВАЕМОГО ПОЛОГО КАТОДА ИЗ НИТРИДА ТИТАНА ДЛЯ СИСТЕМ ГЕНЕРАЦИИ ПЛАЗМЫ | 2015 |
|
RU2619591C1 |
| Установка для химико-термической обработки тлеющим разрядом | 1977 |
|
SU750238A1 |
| Источник питания установки для обработки изделий с помощью тлеющего разряда | 1978 |
|
SU665414A1 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛЕЙ В ТЛЕЮЩЕМ РАЗРЯДЕ НА РАЗЛИЧНУЮ ГЛУБИНУ АЗОТИРОВАННОГО СЛОЯ | 2015 |
|
RU2611248C2 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ДУГОВОМ НЕСАМОСТОЯТЕЛЬНОМ РАЗРЯДЕ НИЗКОГО ДАВЛЕНИЯ | 2015 |
|
RU2596554C1 |
Изобретение относится к термической и химико-термической обработке. Цель изобретения состоит в сокращении длительности процесса и повышении качества обработки за счет управления процессом, обеспечивающим проведение режима катодного распыления при повышенном напряжении. Способ заключается 3 том, что до окончания катодного рас- пьшения амплитуда импульсов напряжения разряда определяется только часто той дугообразования и по мере ее уменьшения амплитуда импульса повьша- ется до величины, обеспечивающей проведение катодного распыления. Требуемое ограничение скорости нагрева или стабилизации температуры на заданном уровне, если до окончания катодного распыления температура достигнет заданного значения, осуществляют посредством изменения среднего значения напряжения разряда, которое может регулироваться. 2 ил. (Л
t/Cf
фиг. 1
фиг.1
Составитель О.Турпак Редактор А.Козориз Техред Н.Бонкапо Корректор С.Шекмар
Заказ 4340/60 Тираж 765 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
-Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Лахтин Ю.М., Коган Я,Д | |||
| , Аз&тирование стали | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПЛАЗМЫ | 2012 |
|
RU2606396C2 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
