Изобретение относится к кузнечнс- прессовому машиностроению, в част- ; нести, к конструкции кривошипных прессов.
Цель изобретения - повышение стойкости штампов за счет уменьшения длительности цикла деформирования, экономия энергозатрат за счет уменьшения передаваемого крутящего момента и нижение потерь на трение в тормозе и муфте сцепления.
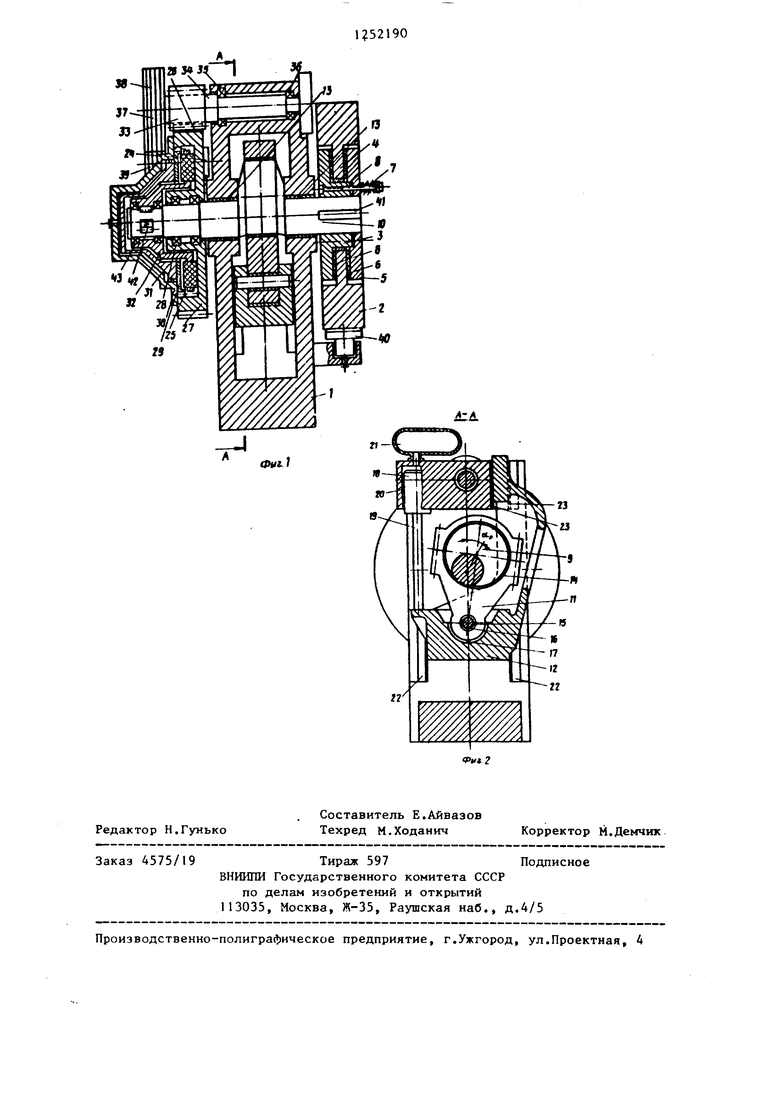
На фиг. 1 показан пресс, общий вид; на фиг. 2 - разрез А-А на фиг.1.
Пресс состоит из станины 1 и маховика 2, установленного на ступице 3 с фрикционным предохранителем 4 по предельному крутящему моменту, представляющим собой диск 5, прижимающий маховик 2 к торцу ступицы 3 через фрикционные накладки 6 под действием пружин 7, прижатых к ступице 3 болтами 8. Кривошипно-ползуи- ный механизм 9 пресса состоит из экс центрикового вала 10, шатуна 11 и ползуна 12. Вал 10 помещен в подшипник 13 станины, связан с шатуном через подшипник 1А, Шатун 11 связан с ползуном 12 через ось 15 и соосные подщилники 16 и 17. Ползун 12 связан со станиной 1 упругим звеном в виде пневмоцилиндра 18, состоящим из подвижного элемента 19, связанного с ползуном 12, и скрепленного со станиной 1 корпуса 20, сообщенного с дополнительной емкостью 21. Корпус 20 и емкость 21 заполнены сжатым газом (сжатым воздухом). Ползун 12 помещен в направляющих 22 и 23 станины 1 и может перемещаться вдоль направляющих. Эксцентриковый вал 10 зан с установленным на станине 1 электродвигателем 24 через муфту сцепления, например пневмомуфту 25, и зубчатую передачу 26, ведомое колегателе 24 и связанный клиноременной передачей 38 с закрепленным на вале двигателя 24 ведущим шкивом 39. Тормоз 40 служит для остановки эксцент5 рикового вала 10.
Пиевмоцилиндр 18 постоянно воздействует на ползун 12 в направлении к обрабатываемой детали. Маховик 2 скреплен шпонкой 41 с эксцентриковым
О валом 10 через ступицу 3 с предохранителем 4. Между эксцентриковым валом 10 и ведомым колесом 27 зубчатой передачи 26 помещена муфта 42 обгона, связывающая вал 10 с колесом
5 27 через ведомую ступицу-диск 32 муфты 25. Ступица-диск 32 при этом установлена на валу 10 на подшипниках 43. В исходном положении муфта 25 выключена, тормоз 40 удерживает эксцент риковый вал 10 отклоненным от крайнего верхнего положения на угол od „ вперед по направлению вращения колеса 27, л о больше угла самозаклинивания кривошипно-ползунного механизма
i9 и равен 10-30°.
Работа пресса происходит следую- Е5ИМ образлм.
При включении электродвигателя 24 закреплеиный на его вале ведущий шкив 39 через клиноременную передачу 38 и шкив-маховик 37 вращает ведущий вал 34, Ведущая шестерня 33 вращает ведомое колесо 27 вместе с ведущим диском 29, цилиндром 30 и
35 поршнем 31 муфты 25.
Подвижный элемеит 19 пневмоцилиид- ра 18 после растормаживания тормоза 40 движет ползун 12 к обрабатываемой детали. При этом ползун 12 через свя- 40 шатун 11 раскручивает эксцентриковый вал 10 с маховиком 2, ступицей 3 и
30
пpeдoxpaнитeJIeм 4.
К моменту начала штамповки, когда эксцентриковый вгш 10 еще не дойсо 27 которого помещено на эксцентри- 45 дет до крайнего нижнего положения
ковом вале 10 на подшипниках 28.Ведущий диск 29 муфты 25 сцеплен через шлицы с колесом 27, цилиндр 30 муфты 25 скреплен с колесом 27, поршень 31 помещен в цилиндре 30. Ведомая ступица-диск 32 муфты 25 помещена на эксцентриковом валу 10.
Ведущая шестерня 33 зубчатой передачи 26 скреплена с ведущим валом 34, установленным в станине 1 на подшипниках 35 и 36. -С валом 34 скреплен шкив-маховик 37, служащий для выравнивания нагрузки на электродвнна 20-40 , скорость вращения махов ка с эксцентриковым валом 10 опред ляется соотношением работы, отдани пневмоцилиндром 18, и инерционност
50 маховика 2 со ступицей 3, предохра телем 4, кривошипнь м валом и други ми деталями, разгоняемыми пневмоци линдрон I8.
Во время штамповки эксцентрико55 вый вал 10 поворачивается до крайнего нижнего положения. Маховик 2 другие вращающиеся с ним вместе де тали расходуют большую часть энерпpeдoxpaнитeJIeм 4.
К моменту начала штамповки, когда эксцентриковый вгш 10 еще не дойна 20-40 , скорость вращения маховика с эксцентриковым валом 10 определяется соотношением работы, отданиой пневмоцилиндром 18, и инерционности
маховика 2 со ступицей 3, предохранителем 4, кривошипнь м валом и другими деталями, разгоняемыми пневмоци- линдрон I8.
Во время штамповки эксцентриковый вал 10 поворачивается до крайнего нижнего положения. Маховик 2 и другие вращающиеся с ним вместе детали расходуют большую часть энергии, полученной ими от пневмоцилинд- ра 18 во время хода ползуна I2 до начала штамповкн, н затормаживаются. Торможение продолжается ао время обратного хода ползуна 12, так как при обратном ходе маховик 2 и вращающиеся вместе с ним деталн отдают часть сохраненной ими энергии на сжатие рабочей камеры пневмоцилиндра 18
После окончания штамповки в режи- ме одиночного хода включают муфту 25,в цилиндр 30 муфты 25 подается сжатый воздух. Поршень 31 через ведущий диск 29 сцепляет ведомую ступицу-диск 32 муфты 25 с ведомым ко- лесом 27.
В момент, когда эксцентриковый вал 10 затормозится настолько, что его скорость вращения сравияется со скоростью вращения колеса 27, муф- та А2 обгона сцепит ведомую ступицу-диск 32 с эксцентриковым валом 10. Оставшуюся часть хода к крайнему верхнему положению эксцентриковый вал 10 поворачивается электро- двигателем 24 через муфту 25; зубчатую передачу 26 и клиноременную передачу 38 со шкивом-маховиком 37 и ведущим шкивом 39. Ползун 12 при возврате в исходное положение под действием эксцентрикового вала 10 через шатун 11 сжнмает рабочую камеру пневмоцилиндра 18, запасающую энергию для следующего хода от электродвигателя 24.,
В режиме рдиночиых ходов по команде системы управления (не показана) в Конце обратного хода кривошипно- ползунного механизма 9 муфта 25 выключается, тормоз 40 включается.Эксцентриковый вал 10 - тормозом 40 доходит до исходного положения и останавливается. Пресс готов к следующему циклу.
В автоматическом режиме муфта 25 .продолжает оставаться включенной, а тормоз 40 - расторможенным. После поворота эксцентрикового вала 10 за угол самозаклинивания муфта 42 обгона выключается под действием пневмоцилиндра 18, разгоняющего кривошипно- ползунный механизм 9, и цикл повторяется ход за ходом, пока не выключится муфта 25 и включится тормоз 40, как при окончании одиночного хода.
При перегрузке пресса и заклинивании его кривошипио-ползунного механизма буксует предохранитель 4. Перегрузка не передается на зубчатую передачу 26.
Технико-экономический эффект от |Внедрения предлагаемого пресса обес- печивается повышением стойкости штампов н экономией энергозатрат по сравнению с известным.
37
п
| название | год | авторы | номер документа |
|---|---|---|---|
| Кривошипный пресс | 1990 |
|
SU1776236A3 |
| Пресс для штамповки обкатыванием | 1990 |
|
SU1779442A1 |
| ГОРИЗОНТАЛЬНО-КОВОЧНАЯ МАШИНА | 2005 |
|
RU2310540C2 |
| КРИВОШИПНЫЙ ОДНОСТОЕЧНЫЙ ПРЕСС | 1992 |
|
RU2009890C1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
| ВИНТОВОЙ ПРЕСС С МУФТОВЫМ ПРИВОДОМ | 2005 |
|
RU2312768C2 |
| Тормоз кривошипного пресса | 2017 |
|
RU2681073C1 |
| Механический пресс | 1979 |
|
SU804514A1 |
| ПРИВОД МЕХАНИЧЕСКОГО ПРЕССА | 2005 |
|
RU2288100C1 |
| Привод механического пресса | 1977 |
|
SU622686A1 |
Редактор Н.Гунько
Составитель Е.Айвазов Техред М.Ходанич
Заказ 4575/19Тираж 597Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, А
Корректор М.Демчик
| Банкетов А.Н | |||
| и др | |||
| Кузнечноштамповочное оборудование | |||
| - М.: Машиностроение , 1982, с.77, 37-40, рис.4.1. |
