Изобретение используют для декоративного стекления световых проемов зданий.
Цель изобретения - улучшение качества и повышение прочности витра- жа.
На фиг 1 изображен лист стекла с пленкой ПВБ jHa фиг. 2 - то же, с декоративным слоем; на фиг. 3 - схема процесса термообработки витра- жа.
Сначала производят раскрой бесцветного листа 1, затем на лист-основу, нагретый до 70-90 С, укладывают лист 2 поливинилбутиральной (ПВБ) пленки с контуром мозаичного рисунка и обрезают по формату листа-основы. После чего осуществляют сборку мозаичного рисунка из нагретых до 70-90° кусочков окрашенного или бесцветного стеклобоя 3 или зеркал с одновременным заполнением швов соломкой 4 из сломки ПВБ-пленкн.При этом происходит предварительная склейка мозаичного рисунка.
Собранный витраж подвергают тер- мробработке tipH , в процессе которой соломка из ПВВ-пленки, заполняющая швы между участками цветного стеклобоя, прочно сплавляется с листом поливинилбутиральной пленки и торцами кусочков стеклобоя, образуя монолитную пластину-витраж . С целью лучшего удаления воздуха из швов витража термообработку проводят в вакуумируемом резиновом мешке при обжатии мешка с витражом избыточным давлением в автоклав. После термообработки осуществляют зачистку швов 5 витража.
Пример. Стеклянный лист нагревают до 70-90 С в печи или термошкафу. На нагретый лист укладывают ПВБ-пленку, на которую предварительно нанесены контуры рисунка, обре- зают припуск по формату листа стекла, при этом пленка приклеивается к основе. Далее производят сборку мозаичного рисунка из кусочков цветного стеклобоя, предварительно наг
5 0 5
о
5
5
0
ретого до , с одновромгнпьгм заполнением швов бопомкой иэ ПВП-плрн- ки.Далее проводят термообработку при в автоклаве в резиновом мешке, в котором создается разрежение в 0,1-0,2 атм (при обжатии мешка избыточным давлением порядка 3 атм). Время обработки в автоклаве 1,5-2 ч. Для предотвращения склейки витража с резиновым мешком при термообработке перед загрузкой витража в мешок его покрывают листом целлофана. После прессования швы готового витража зачищают ножом (не показан) .
В интервале температур 70-90 С ПВБ-пленка обладает оптимальной адгезией к стеклу (1-100 кПа). Ниже , 70 ПВБ-пленка практически не прилипает к стеклу, а Bbmie настолько прочно склеивается со стеклом, что корректировка неточностей при укладке стеклобоя становится невозможной.
Полученный витраж красив, долговечен и безопасен при разрушении, может применяться для оформления светопрозрачных проемов в интерьерах здания. Для изготовления витража могут быть использованы отходы производства: обрезки ПВБ-пленки, образующиеся в большом количестве при производстве ветровых автомобильных стекол, а также бой цветного и бесцветного стекла, зеркал.
Положительный зффект изобретения создается за счет использования отходов производства, улучшения качества и декоративного эффекта. Декоративные свойства и качество витража повьш1аются, так как при термообработке соломка из ПВБ-пленки растекается в швах, заполняет неровности и дефекты кромок цветного стеклобоя и делает их незаметными. Такой витраж обладает безотколочным характером разрушения. Кроме того, снижается себестоимость витража, так как используются отходы производства.
Фиг.2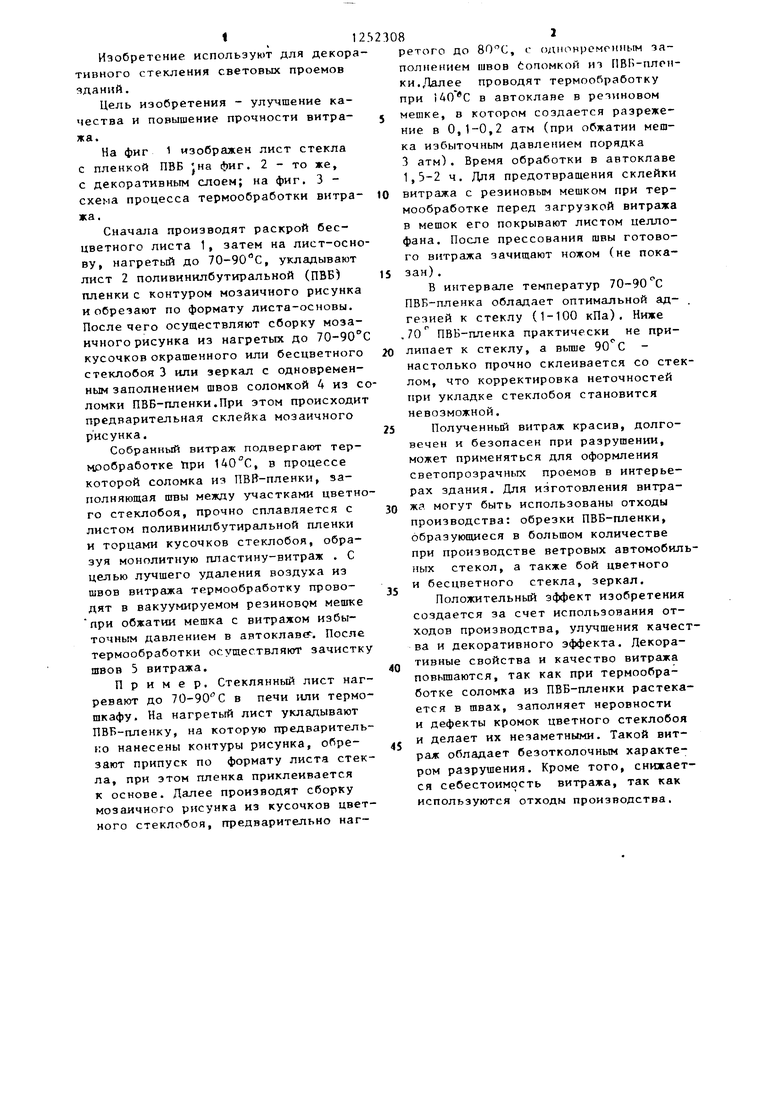
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНОЕ СТЕКЛО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2057093C1 |
| Способ изготовления декоративно-облицовочного материала | 1978 |
|
SU729148A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО СТЕКЛА | 1993 |
|
RU2073655C1 |
| Способ изготовления декоративнооблицовочного материала | 1976 |
|
SU585130A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНОГО МАТЕРИАЛА | 1992 |
|
RU2031865C1 |
| СПОСОБ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННОЙ ОБРАБОТКИ СТЕКЛА | 2015 |
|
RU2613860C1 |
| СПОСОБ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННОЙ ОБРАБОТКИ СТЕКЛА | 2015 |
|
RU2663780C1 |
| Способ изготовления слоистого органического стекла | 1976 |
|
SU765333A1 |
| Гидроизоляционное покрытие | 2020 |
|
RU2736088C1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ СТЕКЛА | 2014 |
|
RU2578235C2 |


тип
Составитель В.К(цина Редактор И.Дербак Техред А.Краячух Корректор М.Пожо
Заказ 4385/25 Тира 457Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
«Ал.З
| Система механической тяги | 1919 |
|
SU158A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Система поддержания в прогретом состоянии резервных судовых дизель-генераторов | 1987 |
|
SU1474027A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Судно | 1925 |
|
SU1961A1 |
