Изобретение относится к измерительной технике, а именно к средст- вам неразрушающего профильного контроля геометрических параметров изделий. Цель изобретения - расширение технологических возможностей за счет контроля изделий сложной формы с широко изменянщимися электрофизическими характеристиками.
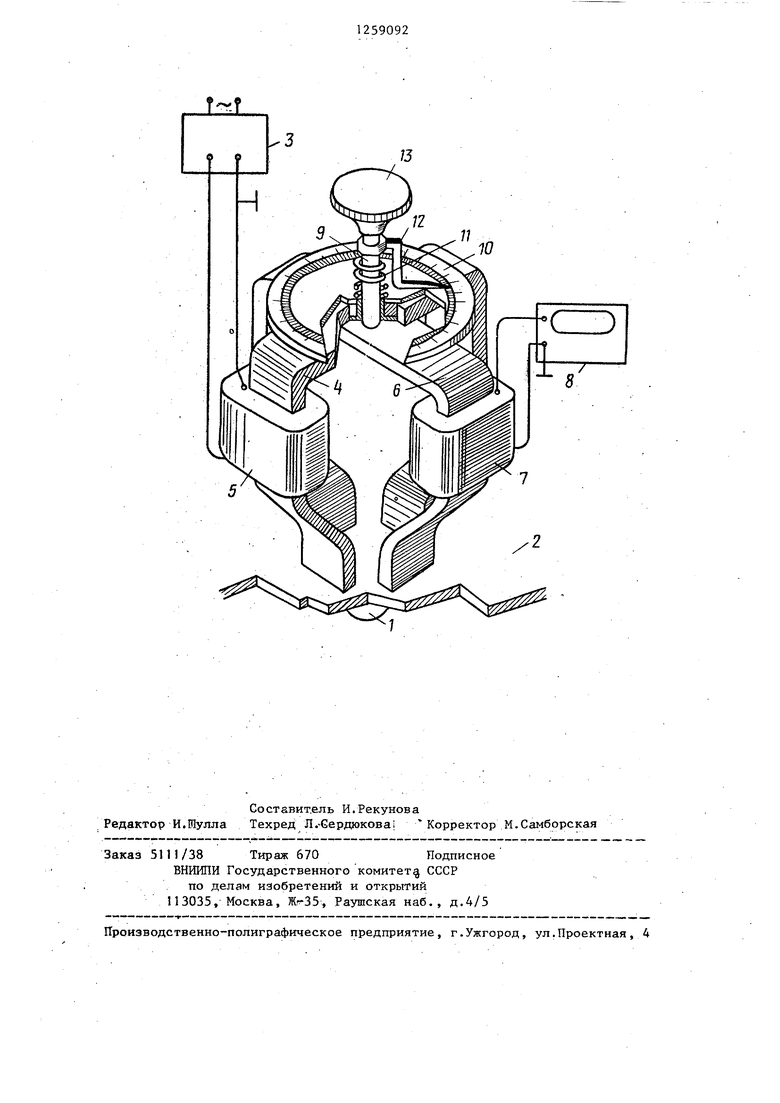
На чертеже представлена конструкция устройства.
Устройство для контроля геометрических параметров изделий содержит ферромагнитный элемент 1 , выпол - ненный, например, в виде шарика и предназначенный для размещения с одной стороны контролируемого изделия 2, источник 3 постоянного тока, первый разомкнутый магнито- провод 4 с обмоткой 5 подмагничи- ван ия, подключенной -к источнику 3 постоянного тока и предназначенной ля размещения с другой стороны . контролируемого изделия, второй магнитопровод 6 с размещенной на. нем измерительной обмоткой 7, подключенный к последней блок 8 контроля изменения индуктивности, размещенную по оси симметрии магнитопровбдов 4 и 6 цилиндрическую ось 9, один конец которой жестко соединен со средней частью одного из магнитопрово- дов 6, Kpyroisyio шкалу 10 и подпружиненную к ней в осевом направлении с помощью пружины 11 стрелку-индикатор 12, жестко закрепленные соот-- ветственно на другом магнитопрово- де 4 и на цилиндрической оси 9, маг- нитопроводы 4 и 6 установлены с возможностью поворота .один относительно другого, а торцы полюсов магнито- проводов 4 и 6 расположены в одной плоскости по периметру ферромагнитного элемента К
Устройство работает следующим .образом.
При исследованиях открытых конструкционных элементов или крупногабаритных изделий 2 с одной их стороны помещают магнитопроводы 4 и 6, угол между которыми устанавливают поворотом ручки 13 на оси до совмещения стрелки-индикатора 12 с деле- йием круговой шкалы 10, соответствующим оптимальньм условиям контроля изделий данного состава и конфигурации .
Для установления стрелки-индикатора 12 на необходимое деление круговой шкалы 10 необходимо, придержи- .вая магнитопровод 4, нажать на ручку 135 преодолевая противодействие цилиндрической пружины 11 сжатия и с- одновременно поворачивая ручку 13 вокруг оси на требуемый угол.
С противоположной стороны издеЛИЯ подводят вспомогательный магни- топроводящий элемент 1, включают источник 3 постоянного тока и фик- сирзпот элемент 1 у противолежащего торцам полюсов магнитопроводов 4 и
6 участка поверхности контролируемого изделия 2.
В случае исследования полого изделия магнитопроводы 4 и 6 сначала располагают у входного отверстия
в полость изделия 2 с наружной его стороны, а с внутренней стороны : изделия 2 у входа в его полость вво- дят ферромагнитный элемент 1, который под действием постоянного магнитного поля, создаваемого катушкой 5 и магнитопроводом 4, прижимается к внутренней поверхности стенки исследуемого изделия 2, располагаясь против торцов полюсов
магнитопроводов 4 и 6.
Перемещая затем систему магнитопроводов 4 и 6 по внешней поверх.- ности изделия 2 и увлекая тем самым вспомогательный ферромагнитный элемент 1, устанавливают магнитопроводы 4 и 6 у подлежащего контролю участка стенки полого изделия 2 . таким образом, чтобы ось 9 системы магнитопроводов 4 и 6 располагалась
вдоль нормали к элементу внешней поверхности станки изделия 2. С помощью блока 8 контроля определяют реактивное сопротивление обмотки и по найденной -величине индуктивного сопротивления этой обмотки судят о толщине контролируемого изделия 2 на его исследуемом участке.
Для массового производственного
контроля сложнопрофильных изделий предварительно с помощью эталонных образцов этих изделий создают рабочие таблицы, в которых для каждого вида изделий наряду с указанием
стандартизованньЕх контрольных точек на поверхности изделия, определяющих ориентацию магнитопровода 6, приводятся как значение угла между магнитопроводами 4 и 6, так и
соответствующее показание блока 8, учитывающее физико-химический соста и конфигурацию контролируемого из- делия.
При определении табличных углов оптимального взаимосмещения магнито проводов 4 и 6 и соответствующих по казаний блока 8 для стандартизованных контрольных точек каждого из видов серийных изделий окончания магнитопровода 6 устанавливают у соответствующей пары контрольных точек на поверхности изделия - эталона и вращением магнитопровода 4 находят такое его положение, при котором взаимовлияние обмоток 5 и 7 является минимальным, чему отвечает момент достижения обмоткой 7 максимальной индуктивности. Одновременно в рабочей таблице фиксируют соответствующее показание блока 8.
Это позволяет при производственном контроле серийных изделий многократно повысить оперативность и точность их контроля, заранее выставляя с помощью шкалы 10 и стрелки 12 определенные углы между магни топроводами 4 и 6 для каждого вида изделий и сверяя показания блока 8 с соответствующими табличными данными.
Для каждого типа изделий существуют свои индивидуальные углы взаимсмещения магнитопроводов 4 и 6, которые являются сложной функцией не только от электрофизических свойств и конфигурации стенки изделия 2 на ее локальном участке, но и от 5средней толщины этой стенки на указанном участке, и от направления плоскости, в которой ориентируется магнитопровод 6 с измерительной обмоткой 7.
Оптимальность углового разноса магнитопроводов 4 и 6 при проведени
0
контроля изделий 2 с п роизвбльно изменяющимися электрофизическими и геометрическими параметрами определяется тем положением магнитопро5 вода 4 с обмоткой 5 подмагничива- ния относительно магнитопровода 6 с измерительной обмоткой 7, при котором эта обмотка приобретает наибольшую для данного участка изделия
О 2 индуктивность.
Формула изобретения
Устройство для контроля геомет5 рических параметров изделий, содержащее ферромагнитный элемент, предназначенный для установки с одной стороны контролируемого изделия, источник постоянного тока, первый разомкнутый магнитопровод с обмоткой подмагничивания5 подключенной к источнику ПОСТОЯННОГО- тока и предназначенной для размещения с другой стороны контролируемого изделия, измерительную обмотку и подключенный к ней блок контроля изменения индуктивности, -о тличающееся тем, что, с целью расширения технолог; гических возможностей, оно снабжено
0 вторым разомкнутым магнитопроводом, на котором размещена измери,тельная обмотка, размещенной по оси магнитопроводов цилиндрической осью, один конец которой жестко соединен со
5 средней частью одного из магнитопроводов , круговой шкалой и подпружиненной к ней в осевом направлении стрелкой-индикатором, жестко закрепленными соответственно на другом
0 магнитопроводе и цилиндрической оси магнитопроводы установлены с возможностью поворота один относительно другого, а торцы полюсов магнитопроводов расположены в одной плос5 кости по периметру ферромагнитного элемента.
5
75
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ Б.П.Фридмана толщинометрии стенок пустотелых изделий с затрудненным доступом в полость и устройство для его осуществления | 1985 |
|
SU1254288A1 |
| Устройство для контроля толщины изделий из немагнитных материалов | 1988 |
|
SU1640623A1 |
| Устройство для контроля качества изделий | 1972 |
|
SU440596A1 |
| Устройство для измерения толщины стенок изделий из немагнитных материалов | 1978 |
|
SU750263A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ | 2004 |
|
RU2279671C1 |
| НАКЛАДНОЙ ЭЛЕКТРОМАГНИТНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 1992 |
|
RU2006851C1 |
| Устройство взаимоориентации к толщиномеру | 1980 |
|
SU1000741A1 |
| Толщиномер Б.П.Фридмана | 1986 |
|
SU1375943A1 |
| УСТРОЙСТВО ДЛЯ РЕГИСТРАЦИИ ТЕМПЕРАТУРЫ ЗАГОТОВОК МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ В ПРОЦЕССЕ ИХ ТЕХНОЛОГИЧЕСКОЙ ОБРАБОТКИ | 1999 |
|
RU2156964C1 |
| Устройство для контроля числа витков катушки | 1978 |
|
SU779925A1 |
Изобретение относится к измерительной технике, а именно к средствам неразрушакнцего контроля геометрических параметров изделий. Цель изобретения - расширение технологических возможностей за счет контроля изделий сложной формы с широко изменяющимися электрофизическими характеристиками. Эта цель достигается за счет возможности установления различных углов между двумя магнитопроводами соответственно с обмоткой подмагничивания, предназначенной для удержания с противоположной стороны изделия ферромагнитного элемента, и с измерительной обмоткой. При этом оптимальность углового разноса магнитопроводов с указанными обмотками.определяется таким положением магнитопроводов, при котором измерительная обмотка приобретает наибольшую для данного участка изделия индуктивность. I ил. С в (/
| Способ Фридмана измерения толщины стенок полых изделий из немагнитного материала | 1979 |
|
SU937996A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
