«
Изобретение относится к контрольно-измерительной технике и и может быть использовано для контроля толщины, движущихся изделий.
Цель изобретения - повыд1ение точ- кости контроля за счет учета изменений температуры электроакустических преобразователей и контролируемого изделия в процессе измерений.
На чертеже представлена блок-схе- ма ультразвукового устройства для контроля толщины изделий.
Устройство содержит последовательно соединенные синхронизатор 1, первый генератор 2 зондирующих им- пульсов, первьш электроакустический преобразователь 3, первый стробируе- мый -усилитель 4, второй генератор 5 зондируюйрх импульсов, второй электроакустический преобразователь 6 . и второй стробируемый усилитель 7 и блок 8, вычитания, первый 9, второй 10 и третий 11 датчики температуры, установленные с возможностью измерения температуры соответственно первого 3 и второго 6 электроакус-: тических прео бразователей и контролируемого изделия 12, последователь- но соединенные первый блок 13 суммирования, преобразователь 14 напряже- ния во временной интервал и второй блок 15 суммирования, выход которого подключен к первому входу блока 8 вычитания, первый 16, второй 17 и третий 18 операционные усилители, входы которых подключены к выходам соответствующих датчиков 9 и. 11 температуры, а выходы - к входам первого блока 13 суммирования, .триггер 19, первьй вход которого подключен к. выходу синхронизатора 1, второй - к выходу второго стробируемого усилителя 7, а выход - к второму входу второго блока 15 суммирования, задат чик 20, подключенный к второму вхо- ду блока 8 вычитания, и индикатор 21, подключенный к выходу блока 8 вьгаитания..
Устройство работает следующим образом.
Синхронизатор 1 периодически запускает первый генератор 2 зондирую- щнх импульсов, которыми возбуждается первьй электроакустический преобразователь 3. Последний излучает в сто рону контролируемого изделия 12 ультразвуковые волны, которые отражаются от его поверхности и вновь при102
нимаются первым электроакустическим преобразователем 3. Сигналы с выхода последнего усиливаются стробиру емым усилителем 4 и поступают на управляющий вход второго генератора 5 зондирующих импульсов., которьШ возбуждает второй электроакустический преобразователь 6. Последний излучает к противоположной стороне контролируемого изделия ультразвуковую волну, которая, отражаясь от поверхности контролируемого изделия принимается вторым электроакустическим преобразователем 6.Сигналы с его выхода усиливаются вторым стробиру- емьм усилителем 7,
По сигналам с выходом синхронизатора: 1 и второго стробируемого усилителя 7 триггер 19 формирует сигнал с длительностью , где, и i - задержки акустических сигналов, излучаемых соответственно первым 3 и вторым 6 электроакустическими преобразователями, который поступает на один из входов второго блока 15 суммирования.
. Датчиками 9-. 11 температуры изме.- ряется температура соответственно первого 3 и второго 6 электроакустических преобразователей и контролируемого изделия 12. Сигналы с вькодов датчиков 9-11 поступают через соответствующие операционные усилители 16-18 на входы первого блока 13 суммирования, осуществляющего операцию сложения с весовыми коэффициентами. На выходе первого блока 13 суммирования получают сигнал, который преобразуется преобразователем 14 напряжения во временной интервал t , представляющий собой поправку к интервалу ti --t;j , связанную с изменением температуры в элементах устройства. На выходе второго блока 15 суммирования .полу- чаК1Т величину -i, fiij-bij.. В задат-. чик 20 вводят величину задержки t в электроакустическом тракте устройства в отсутствие контролируемого изделия. На выходе блока 8 вычитания получают величину4a-(i;,tj)+i;xl карактеризующую собой время прохождения ультразвука в контролируемом изделии, по которой судят о толщине изделия. Результат измерения регистрируется индикатором 2 1 .
Предлагаемое устройство обеспечивает повышение точности измерения
31259
толщины изделий бесконтактным способом за счет учета ошибок, связанных с изменениями тe mepaтypы.
и 3 о б
е т е н и я
Формула из о о р
Ультразвуковое устройство для контроля толщины изделий, .содержащее последовательно соединенные синхронизатор, первый генератор зондирующих импульсов, первьй электроакустический преобразователь, первый стробируемый усилитель, второй генератор зондирующих импульсов, второй электроакустический преобразователь и второй стробируемьй усили тель, а также блок вьиитаний, о т- л и ч а ю щ е е с я тем, что, с целью повышения точности контроля, .оно снабжено первым, вторым и третьим датчиками температуры, установленными с возможностью измерения температзФы соответственно, пер-
1259
10
5
20
ПО4
вого и второго электроакустических преобразователей и контролируемого изделия, последовательно соединенными первым блоком суммирования, преобразователем напряжения во временной интервал н вторым блоком суммирования, выход которого подключен . к первому входу блока вычитания, первым, вторым и третьим операционными усилителями, входы которых подключены к выходам соответствуюидах датчиков температуры, а выходы - к входам первого блока суммирования, триггером, первый вход которого
.подключен к ыходу синхронизатора, второй вход - к выходу второго строби: руемого усилителя, а выход - к второму входу второго блока суммирования, задатчиком, подключенным к второму входу блока вычитания, и индикатором, подключенным к выходу блока вычитания.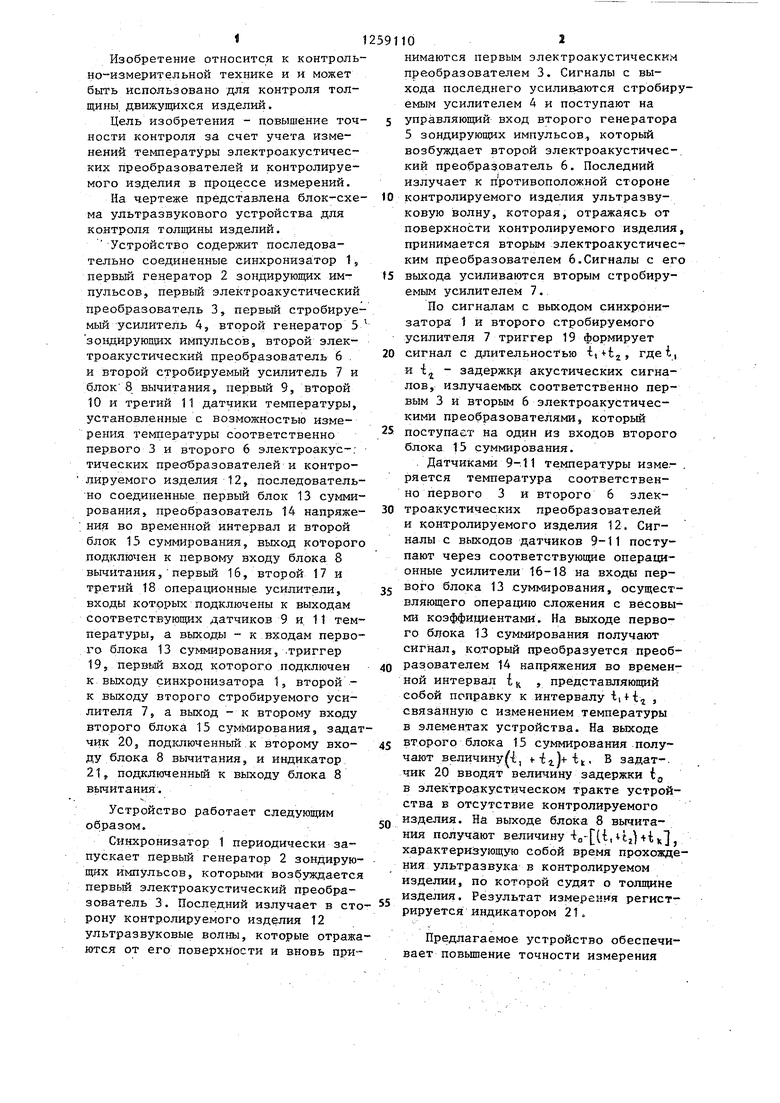

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля структурного состояния материала | 1975 |
|
SU679867A1 |
| Устройство для измерения скорости ультразвука в материалах | 1990 |
|
SU1705732A1 |
| Ультразвуковой толщиномер | 1989 |
|
SU1670401A1 |
| Ультразвуковой бесконтактный толщиномер | 1989 |
|
SU1629754A1 |
| Устройство для ультразвукового контроля движущихся изделий | 1985 |
|
SU1270685A1 |
| Устройство для бесконтактного измерения толщины перемещающихся листовых материалов и пластин | 1990 |
|
SU1739192A1 |
| Координатное устройство для ультразвукового дефектоскопа | 1986 |
|
SU1370547A1 |
| Ультразвуковое устройство для контроля качества материалов | 1980 |
|
SU905774A1 |
| Устройство для контроля кинетики твердения бетона | 1985 |
|
SU1401367A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТОЛЩИНЫ ИЗДЕЛИЙ | 1997 |
|
RU2121659C1 |
ИзЬбретёние относится к конт- ролБио-измерительиой технике и может быть использовано для контроля толщины движущихся изделий. Цель изобретения - повышение точности контроля за .счет учета изменений температуры электроакустических преобразователей и контролируемого изделия в процессе измерения. Устройство содержит электроакустический тракт Для двустороннего зондирования изделия бесконтактным способом с помощью ультразвуковых волн, триггер для формирования сигнала с длительностью, равной времени задержки в электроакустическом тракте, блок измерения температуры, преобразователь напряжения во временной интервал для формирования сигнала поправки, учитывающего изменение температуры, блоки суммирования и вычитания, предназначенные для получения результата измерения толщины изделия с учетом возможных колебаний температуры. 1 ил..
Редактор И.Шулла
Составитель Г.Максимочкин
Техред И.Попович . -Корректор М Максимкшинец
Заказ 5112/39
Тираж 670 . Подписное ВН1ШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, т. Ужгород, ул.Проектная, 4
| Способ ультразвукового измерения толщины движущегося изделия | 1979 |
|
SU994911A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ультразвуковое устройство для контроля толщины изделий | 1974 |
|
SU970104A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
