Изобретение относится к оргтехнике и может быть использовано для изготовления печатающих игл мозаичных печатающих устройств.
Целью изобретения является упроще- ние изготовления печатающей иглы.
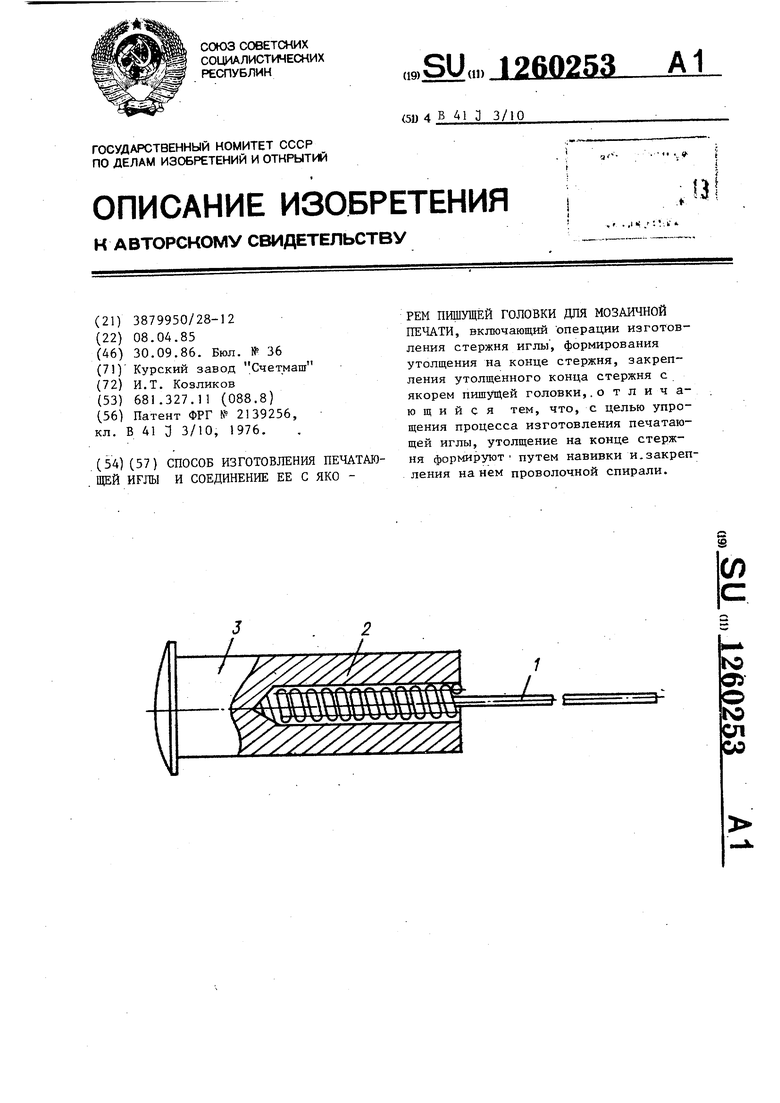
На чертеже изображено устройство, реализующее данный способ.
Способ изготовления печатающей
иглы и соединение ее с якорем пишущей волочная цилиндрическая спираль 2
головки для мозаичной печати включает следующие операции: изготовление стержня иглы, формирование утолщетт НИН на конце стержня путем навивки и закрепления утолщенного конца стержня в отверстии якоря пишущей головки.
Устройство, реализующее способ, состоит из стержня 1 иглы, на котором навита проволочная спираль 2. Стержень со спиралью 2 закреплен в отверстие якоря 3.
Для изготовления печатающей иглы вначале изготавливается стержень 1 иглы из пружинной углеродистой проволоки У9А, 0,32 мм. Проволока разрезается на заготовки длиной 320 мм. Проволока подвергается термообработке, которая производится следующим образом. Заготовку натягиваются грузом весом 300 г, нагреваются с помощью электроисточника (ток) потребления 3,6-3,7 А до 790-800 с, вьщер- живаются в нагретом состоянии 8-10 с затем охлаждаются на воздухе в течеРедактор К. Волощук Заказ 5178/15
Составитель А. Писемский
Техред М.Ходанич Корректор Т. Колб
Тираж 362Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ние 10-15 с. Твердость проволоки должна быть 60-63 ед. НРСз. Затем проволоку зачищают и помещают на I ч в сушильный шкаф с температурой 230°С. При этом производится частичный отпуск и на проволоке образуется окисная пленка, обладающая антикоррозионными свойствами. Затем проволока разрезается на две части. Про
изготавливается из тон же проволоки, что и стержень иглы. Для изготовления проволочной спирали необходимо простое приспособление. Проволочную спираль надевают на конец иглы и прикрепляют к ней с помощью лазерной сварки.
Затем иглу вставляют в отверстие якоря 3 и закрепляют в нем с помощью припоя ПОС-61. Можно также закреплять ее в якоре с помощью зпоксид- ного клея. Затем производится обрезка стержня иглы по длине с припуском под шлифовку, шлифовка на плоскопши- фовальном станке в размер.
Предлагаемый способ позволяет ч- упростить процесс изготовления иглы, а также соединение ее с якорем, не требует специального оборудования. При этом повышается надежность работы печатающих головок, так как при осуществлении способа возможен выбор материала, отвечающего эксплуатационным требованиям печатающей головки.
| СПОСОБ ЗАПУСКА СУДОВОЙ УСТАНОВКИ БИОЛОГИЧЕСКОЙ ОЧИСТКИ СТОЧНЫХ ВОД | 1996 |
|
RU2139256C1 |
| Механический грохот | 1922 |
|
SU41A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| S (Л | |||
