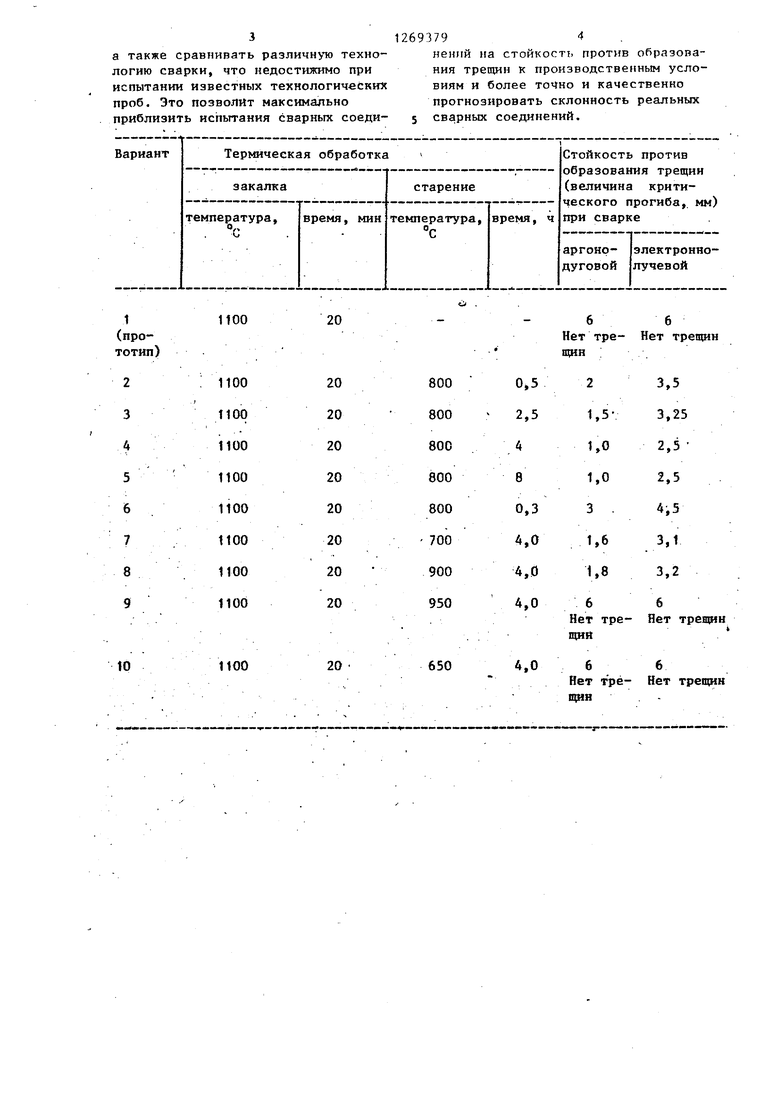
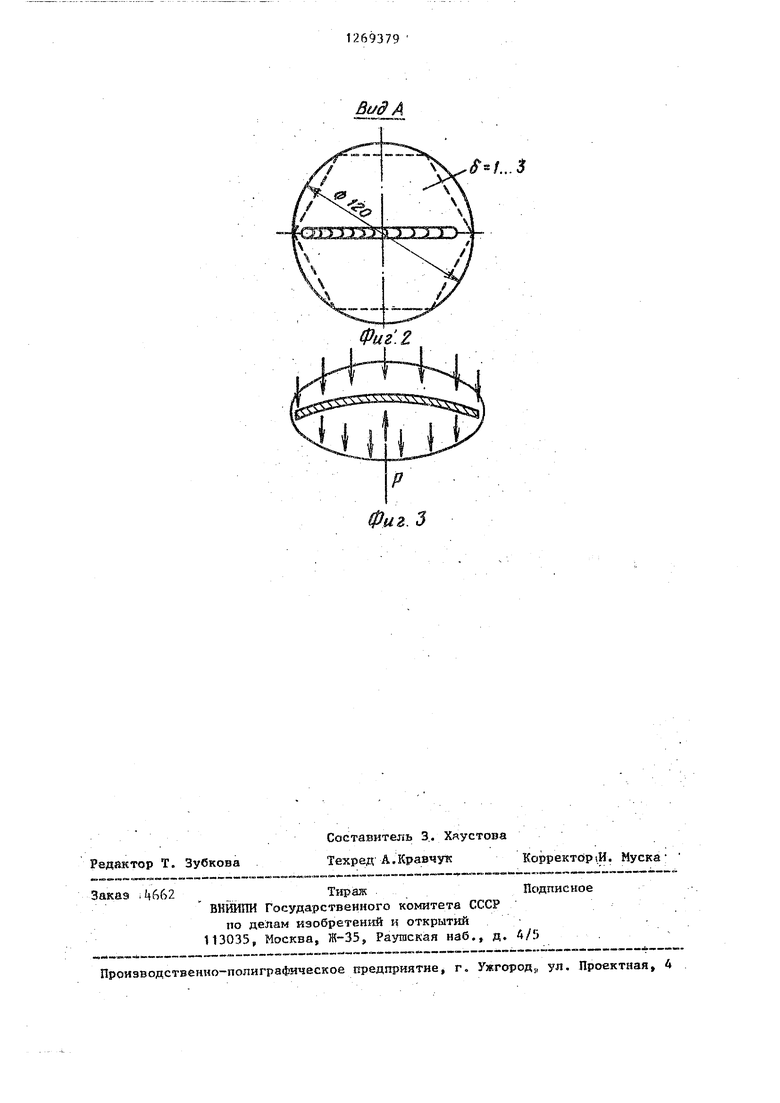
1 ,г,рете1 ие относится к области сваокн в частности к способам оценки склонности сварных соединений никелевых сплавов к образованию трещин при термической обработке, и можйт быть использовано в авиационпой и других отраслях промышленности Цель изобретения - повы111ение точности и расширение технологических возможностей испытаний. На.фиг. 1 изображено приспособление с испытываемым образцом; на фиг. Т- вид А на фиг. 1 (образец); на фиг. 3 - схема испытаний. Технология способа состоит в следующем. Осуществляют закладку образцов при ПОО 1150°С в течение 2D мин и О7а1аждение, их на воздухе. Затем производят сварку образцов диаметральным швом. После этого выполняют термическую обработку - старение сварных образцов в ненагружениом состоянии в течение О,5,..4 ч ,при УОП-дОО С. Обработанные образцы устанавливают в приспособление и нагруясают их с помощью пуансона, вращающегося в резьбовом отверстии, вьщерлаэвают в приспособлении при тем пературе старения, после чего осуществляют контроль на наличие трещин. Введение старения сварных образцов в. ненагруженном состоянии обеспечива ет повышение предела текучести сплавов и достиясение более высокого уровня начальных напряжений при нагружёнии сварных образцов в приспособ лении, что однозначно повышает склон ность к образованию трещин при термической обработке.. Пример Сварку образцов толщиной 1,5 MJ4 из сплава ЭП693 с пониженной 3,2% производилй методами аргонодуговой и электрон но-лучевой сварки. Стойкость против образования трещин пр.и терми.ческой обработке оценивали испытаниями свар ных образцов в условиях двухосного напряженного состояния от изгиба. За критерий стойтсости против образе вання трещин принималась ьшн};1мальна величина критического прогиба плас тин, вызывающая образование трещян Производили испытание по способу npolroTHny: 1. Закалка образцов п.ри н течение 20 мин с охлаждение;м на воздухе. 792 2.Сварка образцов диаметральным вом. 3.Установка сварных образцов в приспособление и нагружение с помощью пуансона. 4.Вьщержка приспособления с образцом при 800 С в течение 4 ч с охлаждением на воздухе. 5. Контроль на наличие трещин. Затем производили испытание по предлагаемому способу: 1. Закалка образцов при 1100 С в течение 20 мин с охлаждением на воздухе. 2. Сварка образцов диаметральным швом. 3. Старение сварных образцов в ненагруженном состоянии в течение 0,5 ч и при 800°С. 4. Установка образцов в приспособление и нагруЖение с помощью пуансона. 5.Выдержка приспособления с образцом при 80С°С в течение 4 ч с охлаждением на воздухе. 6.Контроль на наличие трещин. Следующие варианты были получены по такой же технологии, были проведены испытания, результаты которых приведены в таблице. Как следует из таблицы, наиболее высокая эффективность испытаний сварных образцов достигается после старения их перед нагружением в приспособлении при 700.. .. При температурах старения 650 и 950 С склонность образованию трещин резко снижается до уровня прототипа. Максимальное значение критического прогиба, вызывающего образование трещин, с выдержкой при температуре 800 С в течение 4 или 8 ч находится на одном уровне. Сокращение времени выдержки менее 0,5 ч при 800 С резко снижает эффективность испытаний. Сопоставление результатов, приведенных в таблице, свидетельствует о том, что старение образцов перед нагружением повышает предел текучести сплавов, повьшает С напряжения при нагружении, что существенно, увеличивает возможность воспроизведения трегоин в сварных соединениях при лабораторных испытаниях. Изобретение позволяет оценивать склонность к образованию трещии при терт ческой обработке сварных соединений сплавов с пониженной SAl, Ti, а также сравнивать различную технологию сварки, что недостижимо при испытании известных технологических проб. Это ПОЗВОЛИТ максимально приблизить испытания сварных соеди2693794ненмй на стойкость против образования трещин к производственным условиям и более точно и качественно прогнозировать склонность реальных 5 сварных соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1987 |
|
SU1427857A1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579407C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581322C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2583188C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2580765C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579709C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581317C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579405C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2578277C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2016 |
|
RU2614973C1 |
СПОСОБ ИСПЫТАНИЯ СВАРНЫХ СОЕДИНЕНИЙ,НИКЕЛЕВЫХ СПЛАВОВ НА СТОЙКОСТЬ ПРОТИВ ОБРАЗОВАНИЯ ТРЕЩИН ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ, при котором осуществляют термическую обработку образцов, их сварку и нагружение сварных образцов двухосным изгибом с последуюпщм старением, о т личающийся тем, что, с целью повышения точности и расширения технологических возможностей, сварные образцы до нагружения подвергают, дополнительному старению при 700... 900° С в течение 0,5... 4 ч. (О С ю Сдд Фиг. /
ttoo
10
20
Нет тре- Нет трев1ин щий
66
Нет трё- Нет трещин щин
| Земзин В.Н | |||
| и др | |||
| Термическая обработка и свойства сварных соединенгоЬ Л.: Машиностроение, 1978, .с | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| , Мартьшшн В.Б | |||
| и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Багдасаров Ю.С | |||
| и др | |||
| Оценка склонности сварных соединений никелевых сплавов к образованию трещин .при термической обработке.-Сварочное производство, 1981, № 1, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА КАРТОННЫЕ ЗАГОТОВКИ | 1925 |
|
SU3638A1 |
