С5
х
О
Ю
Изобретение относится к изготовлению сварных резервуаров и может быть использовано при монтаже резервуаров из листовых рулонных заготовок.
Цель изобретения - повышение производительности при изготовлении многоярусных резервуаров.
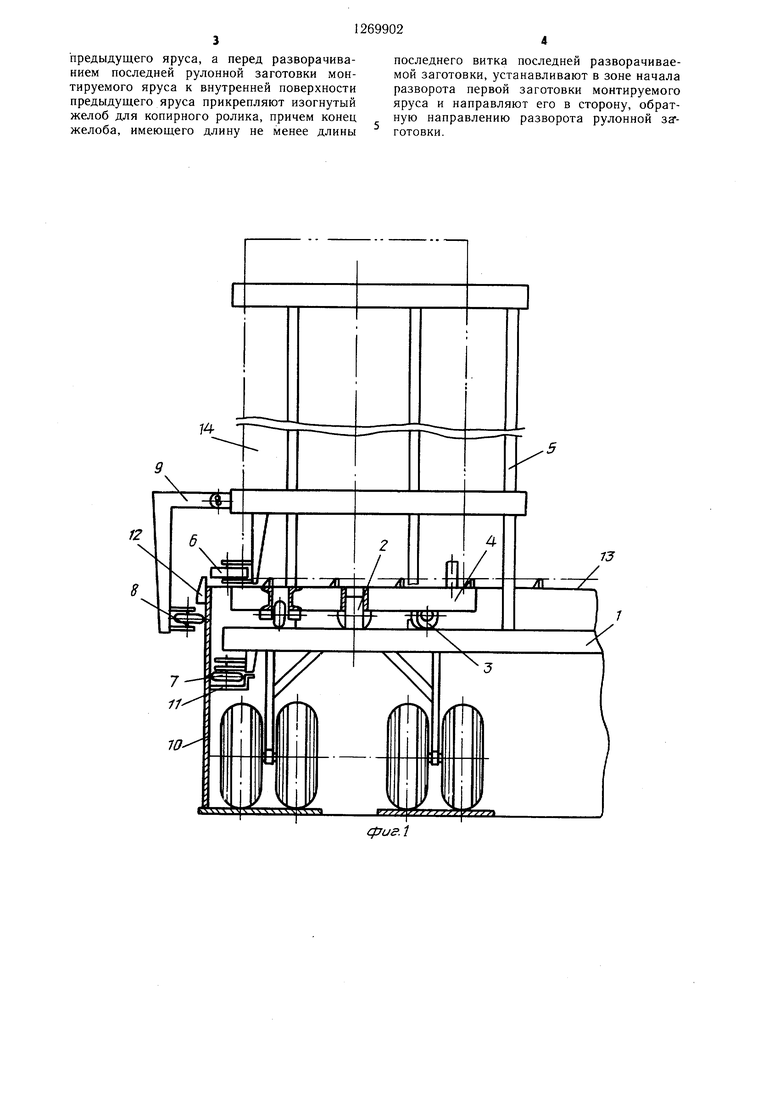
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид в плане. Для осуществления предлагаемого способа может быть использовано устройство для разворачивания рулонных заготовок, содержащее тележку 1, на которой закреплена вертикальная ось 2 и на опорных катках 3 установлен с возможностью вращения вокруг оси 2 приводной поддон 4 с кассетой 5. На тележке 1 также размещены приЖ11мной ролик 6 и два копирных ролика 7 и 8. Все ролики (6, 7 и 8) имеют вертикальные «СИ В1)а1цения. Прижимной ролик 6 и один из копирных роликов (7) неподвиж:но прикреплены к одной стороне тележки 1, к которой также с возможностью разъема прикреплен Г-образной формы кронщтейн 9. На свободном конце кронштейна 9 закреплен второй копирный ролик 8, обращенный в сторону роликов 6 и 7. Направляющей для копирных роликов 7 и 8 служит первый ярус 10 монтируемого резервуара, К внутренней поверхности первого яруса 10 прикреплен направляющий желоб 11. К верхней кромке наружной поверхности яруса 10 равномерно по окружности прикреплепы упоры 12, возвышающиеся над торцовой поверхностью 13 упомянутого яруса 10. Рулонная заготовка обозначена поз. 14. Предлагаемый способ осуществляют следующим образом.
Внутри уже смонтированного первого яруса 10 изготавливаемого вертикального цилиндрического резервуара устанавливают тележку 1 так, чтобы ролик 7 вощел в контакт с внутренней поверхностью первого яруса 10, к которой жестко крепят направляющий желоб 11 для копирного ролика 7. К тележке 1 жестко крепят кронштейн 9 таким образом, чтобы ролик 8 контактировал с наружной поверхностью первого яруса 10 резервуара. На кассету 5 устанавливают рулонную заготовку 14 для монтажа второго яруса резервуара. Конец рулонной заготовки 14 устанавливают на торцовую поверхность 13 первого яруса 10 резервуара так, чтобы ее внутренняя поверхность была совмещена с внутренней поверхностью первого яруса 10 резервуара, толщина стенки которого больше 17 мм при диаметрах больше 50 м. Поэтому первый ярус изготавливают полистовым способом. Толщина листа второго и последующих ярусов не должна превышать 17 мм из условий возможности получения рулонной заготовки.
После прихватки конца рулонной заготовки к первому ярусу резервуара включают
привод вращения поддона 4, который, поворачиваясь вокруг оси 2 за счет упругости разворачиваемой рулонной заготовки, заставляет перемещать тележку вдоль стенки первого яруса. По мере разворота рулонную заготовку равномерно фиксируют на первом ярусе. Длина заготовки, как правило, равна 18 метрам. После разворачивания первой заготовки устанавливают и подобным образом разворачивают последующие рулонные заготовки. При монтаже последней рулонной заготовки второго яруса на расстоянии, равном длине окружности последнего витка последней рулонной заготовки, от начала разворота первой рулонной заго5 товки в направлении, обратном направлению ее разворота, к внутренней поверхности первого яруса крепят желоб 11, длина которого также должна быть не менее длины последнего витка последней заготовки. Перед заходом копирного ролика 7 в желоб 11
0 кронщтейн 9 вместе с роликом 8 откидывают или снимают вовсе. Ролик 7, заходя внутрь желоба 11, обеспечивает устойчивость тележки 1 и совмещение кромок частей монтируемого резервуара. По мере развора5 чивания всех рулонных заготовок прижимной ролик 6 обеспечивает прижим их к упорам 12, придавая им заданную геометрическую форму, причем ролик б должен быть расположен от торца первого яруса на расстоянии 8-10 толщин рулонной заго0 товки, так как в противном случае он будет мешать выполнению сварочных работ или не обеспечит фиксацию рулонной заготовки.
После замыкания последнего стыка второго яруса резервуара ролик 7 выходит
5 из желоба 11 и тележка 1 освобождается для выполнения последующего яруса монтируемого резервуара, а выполненная стенка будет играть роль направляющей для перемещения тележки.
Q Предлагаемый способ позволяет повысить производительность при монтаже последующих после первого ярусов из рулонных заготовок при строительстве резервуаров большой емкости, например, больше 50000 мЗ,
Формула изобретения
Способ изготовления цилиндрических резервуаров из рулонных заготовок, при которым рулоны поочередно устанавливают на вращающийся поддон, перемещают поддон по периметру монтируемого резервуара с использованием копирного приспособления и разворачивают рулонную заготовку, отличающийся тем, что, с целью повышения производительности при изготовлении многоярусных резервуаров, каждый последующий ярус монтируют на предыдущем, копируя наружную и внутреннюю поверхности
предыдущего яруса, а перед разворачиванием последней рулонной заготовки монтируемого яруса к внутренней поверхности предыдущего яруса прикрепляют изогнутый желоб для копирного ролика, причем конец желоба, имеющего длину не менее длины
последнего витка последней разворачиваемой заготовки, устанавливают в зоне начала разворота первой заготовки монтируемого яруса и направляют его в сторону, обратную направлению разворота рулонной ЗУГОТОВКИ.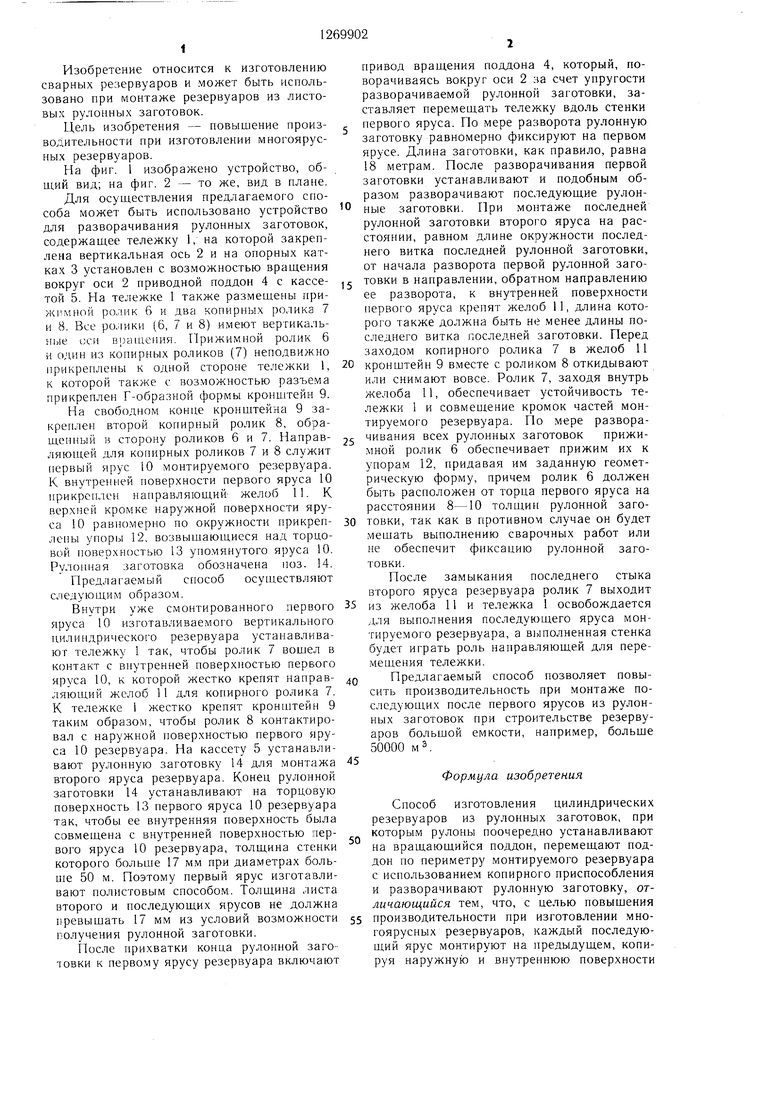
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разворачивания рулона с его каркаса | 1988 |
|
SU1618856A2 |
| Устройство для разворачивания рулона с его каркаса | 1981 |
|
SU1062364A1 |
| СПОСОБ МОНТАЖА СТЕНКИ ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА ИЗ РУЛОННОЙ ЗАГОТОВКИ | 1992 |
|
RU2046915C1 |
| УСТРОЙСТВО ДЛЯ РАЗВОРАЧИВАНИЯ МЕТАЛЛИЧЕСКИХ РУЛОННЫХ ЗАГОТОВОК ПРИ ВОЗВЕДЕНИИ РЕЗЕРВУАРОВ | 1969 |
|
SU237373A1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА ВЕРТИКАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЕРВУАРОВ | 1995 |
|
RU2079621C1 |
| Способ изготовления вертикальных цилиндрических листовых конструкций | 1961 |
|
SU143540A1 |
| Устройство для разматывания рулона ленточного материала | 1978 |
|
SU745788A1 |
| Способ изготовления и монтажа вертикальных цилиндрических резервуаров из рулонных заготовок | 1978 |
|
SU753788A1 |
| Рулонная заготовка для стенки резервуара и способ ее монтажа | 1990 |
|
SU1730407A1 |
| СПОСОБ ПАРКОВКИ АВТОМОБИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491397C1 |
Изобретение относится к области изготовления резервуаров и может быть использовано при монтаже резервуаров из листовых рулонных заготовок. Целью изобретения является повышение производительности при изготовлении многоярусных резервуаров, когда каждый последующий ярус (Я) монтируют на предыдущем. При разворачивании каждой рулонной заготовки по периметру монтируемого Я резервуара копируют внутреннюю и наружную поверхности предыдущего Я. Перед разворачиванием последней рулонной заготовки монтируемого Я используют изогнутый желоб (Ж), закрепляемый на внутренней поверхности предыдущего Я в зоне начала разворота первой заготовки монтируемого ЯДлина Ж не менее длины последнего витка последней разворачиваемой заготовки мон- тируемого Я. Ж служит для направления копирного ролика. 2 ил.
П
фиг.г
| Способ изготовления цилиндрического корпуса вертикальных металлических сварных резервуаров | 1952 |
|
SU95890A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| КГГХНЙЧИГИАЯ KjJSJU^lTfcMA | 0 |
|
SU263113A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
