Изготовление цилиндрического корпуса вертикальных металлических сварных резервуаров с применением свернутой в рулон стальной заготовки ленты известно.
Описываемый способ отличается тем, что сварка корпуса резервуара ведется путем непрерывного подращивания стальной ленты снизу, с одновременным изгибанием ее по дуге окружностн, подъемом и вращением сваренной части корпуса резервуара вокруг его вертикальной оси. Подъем корпуса резервуара осуществляется домкратами с прикрепленными к ним опорными и направляющими роликами.
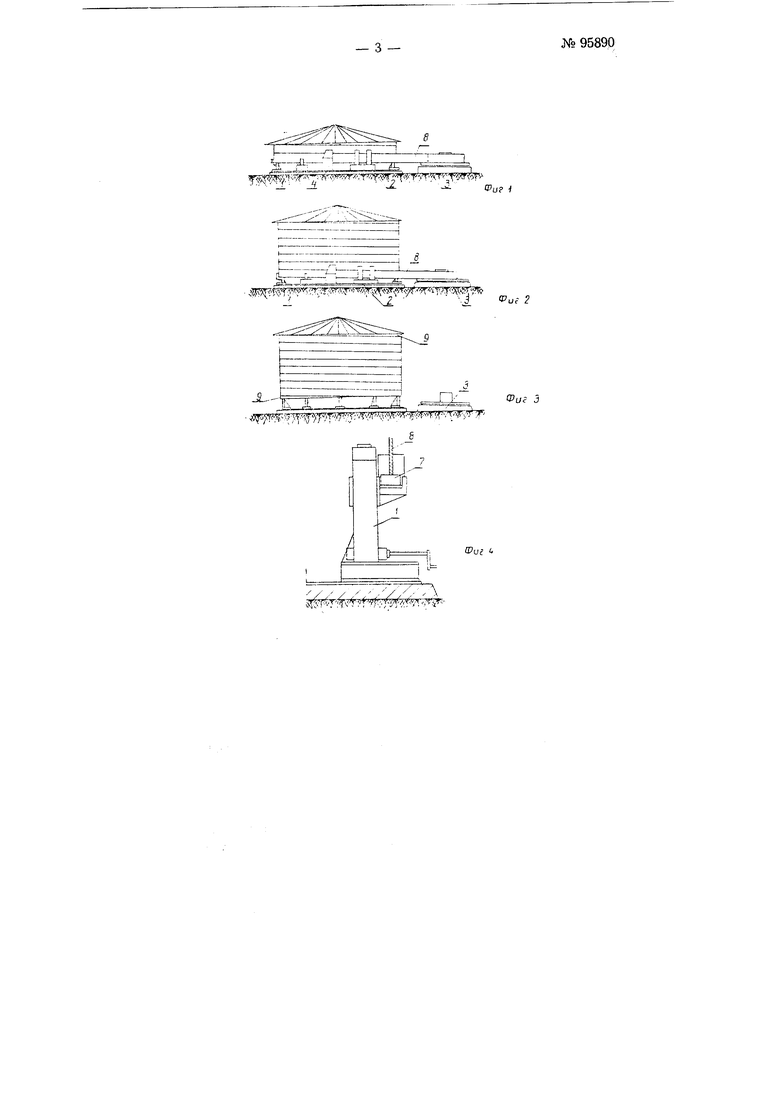
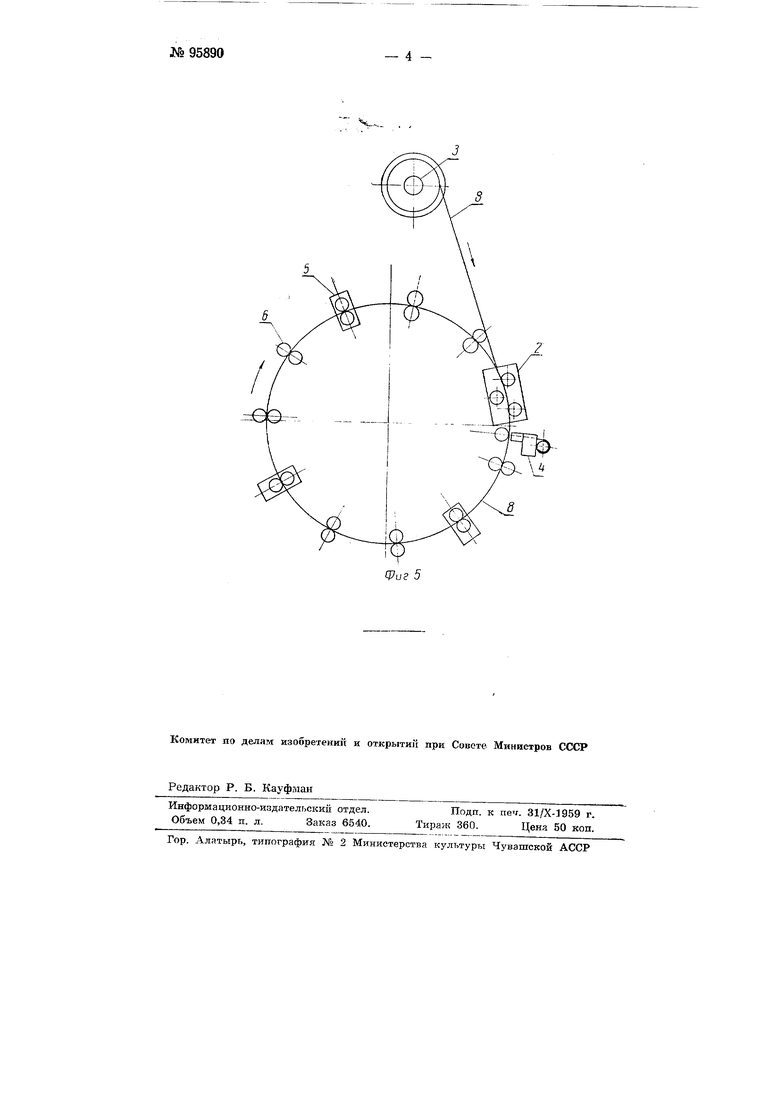
На фиг. 1-3 изображены последовательные этапы изготовлени1Я резервуара от начала до конца; на фиг. 4-домкрат, поддерживающий изготовленную часть Корпуса; на фиг. 5-схема расположения оборудования ДЛЯ изготовления «орпуса резерВ1уара.
Корпус резервуара изготовляется из предварительно сваренных в ленту и свернутых в рулон листов, образующих заготовку, у которой концы 9 срезаны под углом для образования первого и последнего вит-, ков корпуса резервуара.
Сварка корпуса резервуара производится с помощью электросварочных аппаратов, применяемых для сварки под флюсом. В зависимости от размеров резервуара и местных условий заготовка рулона монсет быть выполнена на весь корпус или на часть его. В последнем случае, по мере сварки резервуара конец одного рулона должен стыковаться с началом следующего рулона.
Корпус резервуара в нроцессе сварки поворачивается вокруг своей вертикальной оси и поэтому автоматическая сварка производится стациопарным электросварочным аппаратом.
Изготовление резервуара производится в следуюнхей последовательности.
После раскладки ц. уварки днища обычным путем на нем устанавливается и закрепляется вопомогателыюе оборудование, состоящее из подъемных домкратов 1, расположенных по образующей резервуара, вертикальных fpex 1 руп1к.овых 2 с механическим приводом, .вертушки 3 для рулонаГустановки 4 для автоматической сварки под флюсом, устройства 5 для вращения корпуса резервуара вокруг его оси, состоящего из закрепленных на станине вертикальных приводных, вращающих корпус роликов. Домкраты 1 имеет направляющие ролики 6, обеспечивающие сохранение цилиндрической формы резервуара. Гориюнтальные спорные |роликн 7, поддерживают корпус резервуара при его вращении н подращивании.
Сборка резервуара начинается с монтажа крьшш. Для этого на днище резервуара п)5оизводят сбор:ку металлических конструкций крыщи, опирающихся на прикренленные к домкратам кронп1тейны или специально изготовленные для этой цели козелки.
После сборки и сварки металлических конструкций крыщи приступают к сборке корпуса резервуара. С этой целью устанавливают вертушку 3 с рулонной заготовкой 8. Срезанный под углом конец 9 заготовки пропускают через вальцы 2, затем через ролики подъемных домкратов 1, а для вращения ленты-через устройство 5. После этого производят навивку до подхода верхнего обреза листа к поясному уголку кров.яи. Сварка горизонтального пша производится по за.верпюнии полного оборота витка.
После навивки первого кольца привод вращения выключают и ци линдрическую часть приваривают к поясному уголку, а затем опят) включают привод. Благодаря тому, что опирание сваренной части ipeaepвуара происходит по нижней кромке листа, образующей винтовую линию. Bpameiu e корпуса сопровождается подъемом конструкции с одно временным под-ра ч,иваинем. п процессе которых осзацествляется сварка горизонтального иша.
По мере наращивания высоты корпуса резервуара возможна периодическая приварка элементов жесткости для обеспечения строго цилиндрической формы резервуара. В случае разделения заготовки на несколько рулонов, стыковки конца и начала рулона производят в горизонтальном положении.
Последний виток ленточной заготовки также имеет срез под углом, вследствие чего в конце сварки образуется нижний горизонтальный обРез корпуса. Во время сварки последнего витка опорные ролики 7 постепенно опускаются с тем, чтобы вес корпуса с крьпяей воспринимался всеми роликами.
По окончании сварки корпуса к внутренней поверхности стенок резервуара приваривается ряд -косынок, за-которые домкратами приполнимается весь сюбранб1ый резервуар, с целью освобождения и демонтаж.а роликов и других всполюгательных приспособлений, после чего корпзс резервуара опускают домкратами на днище и приваривают к нему.
П р с л м С т : 3 о б р е т t i i и я
1.Способ изготовления -цилиндрического корпуса вертикальных металлических сварных резервуаров с применением свернутой в руло.н стальной заготовки ленты, отл.ича,ю,щийся тем, что сварку ведут путем непрерывного подращивания снизу, с одновременным изгибанием стальной ленты по дуге окружности, подъемом и вращением сваренной части Корпуса резервуара вокруг его вертикальной оси.
2.Устройство для осуществления способа по п. 1, отл ич а ющ.ееС1Я применением домкратов с прикрепленными к ним опорными и направлядащи-ми реликами.
Риг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки арматурных сеток | 1956 |
|
SU109784A1 |
| Станок для сварки проволочных сеток | 1938 |
|
SU54892A1 |
| Способ сооружения водонапорной башни | 1973 |
|
SU661092A1 |
| СПОСОБ УВЕЛИЧЕНИЯ ЕМКОСТИ СТАЛЬНОГО ВЕРТИКАЛЬНОГО ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА | 2006 |
|
RU2322561C1 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| ПРОЦЕСС МОНТАЖА РЕЗЕРВУАРА И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ЭТОГО ПРОЦЕССА | 2013 |
|
RU2639403C2 |
| СПОСОБ МОНТАЖА МЕТАЛЛИЧЕСКОГО ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА | 1996 |
|
RU2090718C1 |
| Способ изготовления сферических оболочек | 1985 |
|
SU1349858A2 |
| СПОСОБ СВАРКИ КРУПНОРАЗМЕРНЫХ МЕТАЛЛИЧЕСКИХ ОБЕЧАЕК | 2012 |
|
RU2492038C1 |
ЗГГТ
,Sl-. -1т:-1в -- -
, JOT7;f§f 5 7r - VA,r.rS;Mfvii 5T / ) . г
. „ . ,..
)
Фиг j
„ g
