1
Изобретение относится к пайке, в частности к способам пайки с нанесением промежуточных покрытий, и может быть использовано в различных отраслях машинострения, электротехники и электроники.
Целью изобретения является повышение производительности процесса и снижение его энергоемкости.
На чертеже изображена схема нанесения на алюминиевые детали легкоплавкого покрытия.
Деталь 1 из алюминия или его сплава обрабатывают в двухслойной ванне 2, нижний слой 3 которой состоит из олово-висмут-кадмий-свинцового сплава, а верхний 4из раствора щелочи NaOH. Ванна 2 нагрета выше температуры плавления слоя 3 припоя. Сначала деталь 1 проходит слой 4 раствора щелочи, где с паяемых поверхностей стравливается окисная пленка, а затем попадает в слой 3 расплавленного припоя где происходит лужение. Оптимальная температура обработки в ванне 67-70°С.
После извлечения деталей из двухслойной ванны их собирают с размещением у паяемых зазоров припоя и производят нагрев до температуры пайки этим припоем.
Легкоплавкое покрытие из сплава олово-висмут-кадмий-свинец обеспечивает защиту паяемых поверхностей от окисления при нагрева под пайку и облегчает смачивание их припоем.
Пример. Проводилась пайка двух алюми ниевых проволок. Сначала по необходимости проводится очистка деталей от загрязнений и жировых пятен при помощи растворителей (бензина, ацетона и т.д.).
Стравливание окисной пленки и нанесение промежуточного легкоплавкого покрытия проводилось в ванне 2, подогретой до температуры плавления олово-висмут-кадмий-свинцового сплава, равной 67°С. При этой температуре идет наиболее эффективное стравливание окисной пленки щелочью NaOH. Контроль температуры проводили обычным термометром.
Поочередно пропускали паяемую поверхность детали I через слой щелочи NaOH и слой расплавленного олово-висмут-кадмийсвинцового сплава. При этом детали выдерживали в слоях определенное время. Например, при пайке алюминиевых проволок диаметром 3 мм выдержка в слое щелочи составляла 3 мин, в слое расплава - 2 мин. После этого на паяемую поверхность наносили припой и проводили пайку деталей обычным способом.
Травление паяемой поверхности щелочью NaOH и использование в качестве легкоплавкого покрытия олово-висмут-кад.мийсвинцового сплава обеспечивает очистку
поверхности от окисной пленки, повыщает качество паяемых соединений и снижает энергоемкость процесса, а проведение операции травления и нанесения легкоплавкого покрытия в одной ванне с двухслойным размещением щелочи и сплава позволяет повысить
его производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ТОКОПЕРЕДАЮЩИЕ ПОВЕРХНОСТИ КОНТАКТНЫХ СОЕДИНЕНИЙ | 2014 |
|
RU2580355C1 |
| СПОСОБ ПОДГОТОВКИ ДЕТАЛЕЙ ПОД ПАЙКУ | 2013 |
|
RU2569858C2 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ТОКОПЕРЕДАЮЩИЕ ПОВЕРХНОСТИ РАЗБОРНЫХ КОНТАКТНЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2516189C2 |
| СПОСОБ ПАЙКИ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1996 |
|
RU2116173C1 |
| Способ бесфлюсовой низкотемпературной пайки микрополосковых устройств | 1981 |
|
SU965656A1 |
| Способ нанесения металлического покрытия на токопередающие поверхности контактных соединений | 2017 |
|
RU2690086C2 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2030268C1 |
| Способ соединения материалов | 1979 |
|
SU833384A1 |
| ПРИПОЙ ДЛЯ МЯГКОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2451587C1 |
| СПОСОБ ПАЙКИ ТЕПЛООБМЕННИКА | 2013 |
|
RU2569856C2 |
СПОСОБ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ, при котором на паяемые поверхности деталей наносят промежуточное легкоплавкое покрытие путем обработки в двухслойной ванне из жидкообразных припоя и флюса, собирают детали с размещением у паяемых зазоров припоя и нагревают до температуры пайки, отличающийся тем, что, с целью повышения производительности процесса и снижения его энергоемкости, двухслойную ванну образуют из олововисмут-кадмий-свинцового сплава и раствора едкого натра. сл го 05 СО -J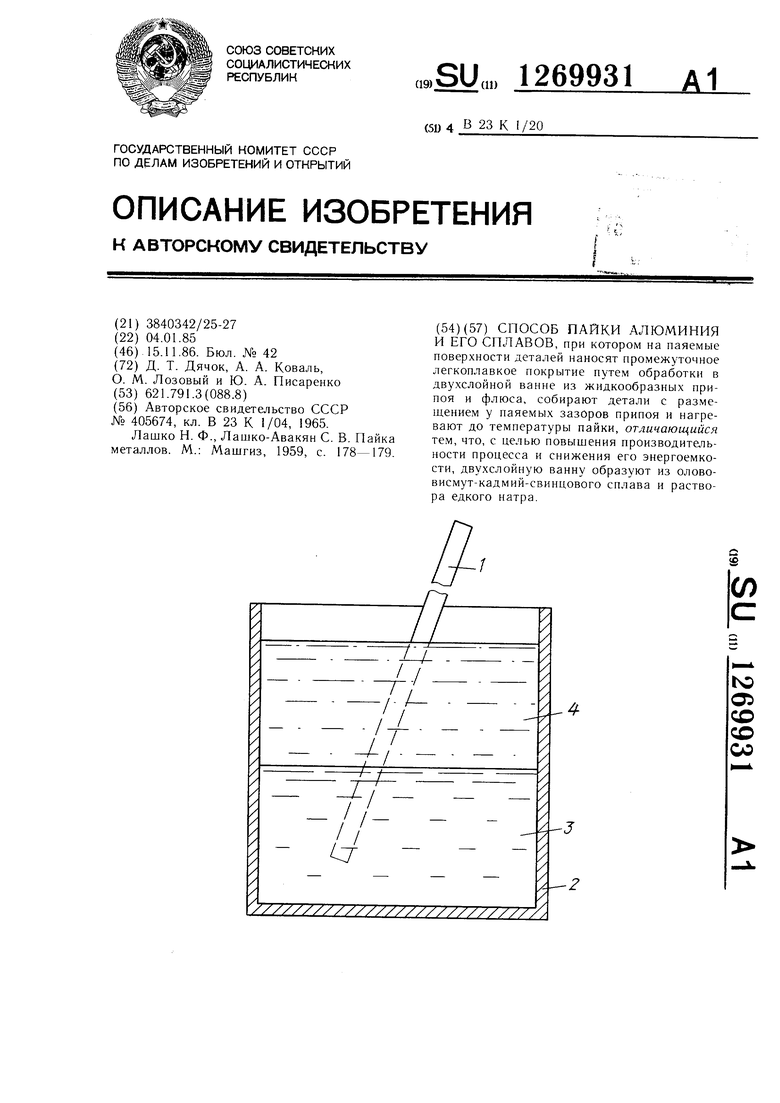
| Г в п | 0 |
|
SU405674A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Лашко Н | |||
| Ф., Лашко-Авакян С | |||
| В | |||
| Пайка металлов | |||
| М.: Машгиз, 1959, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
