Ко
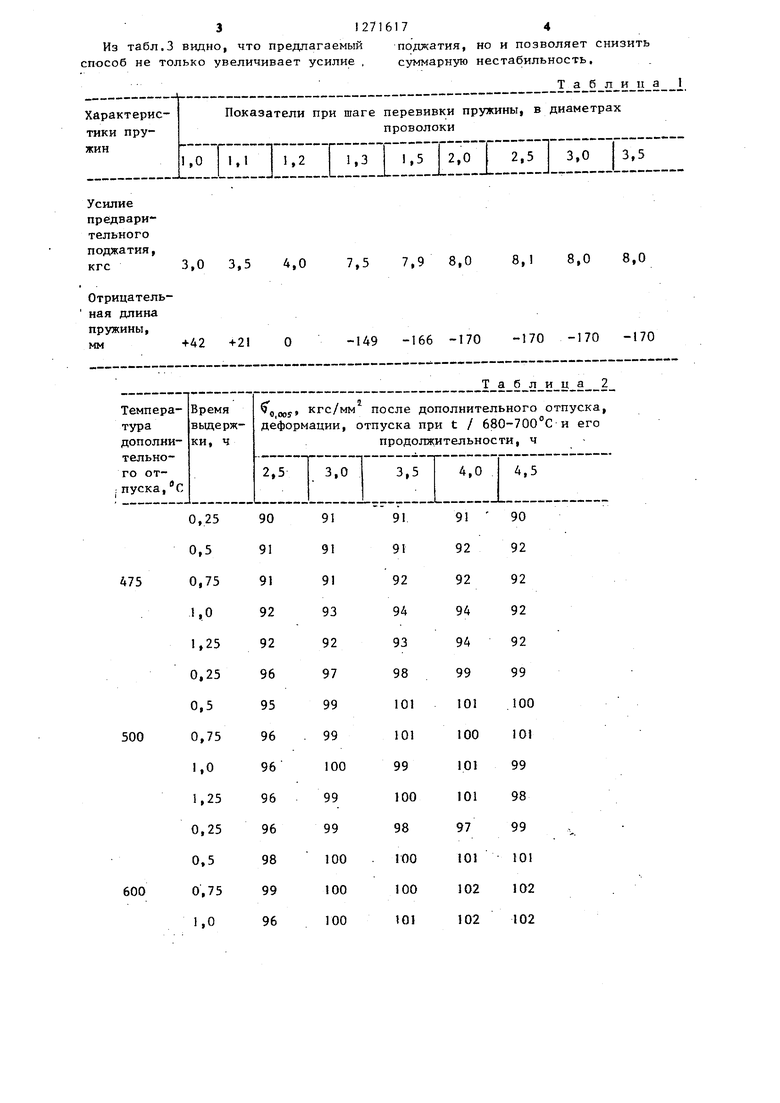
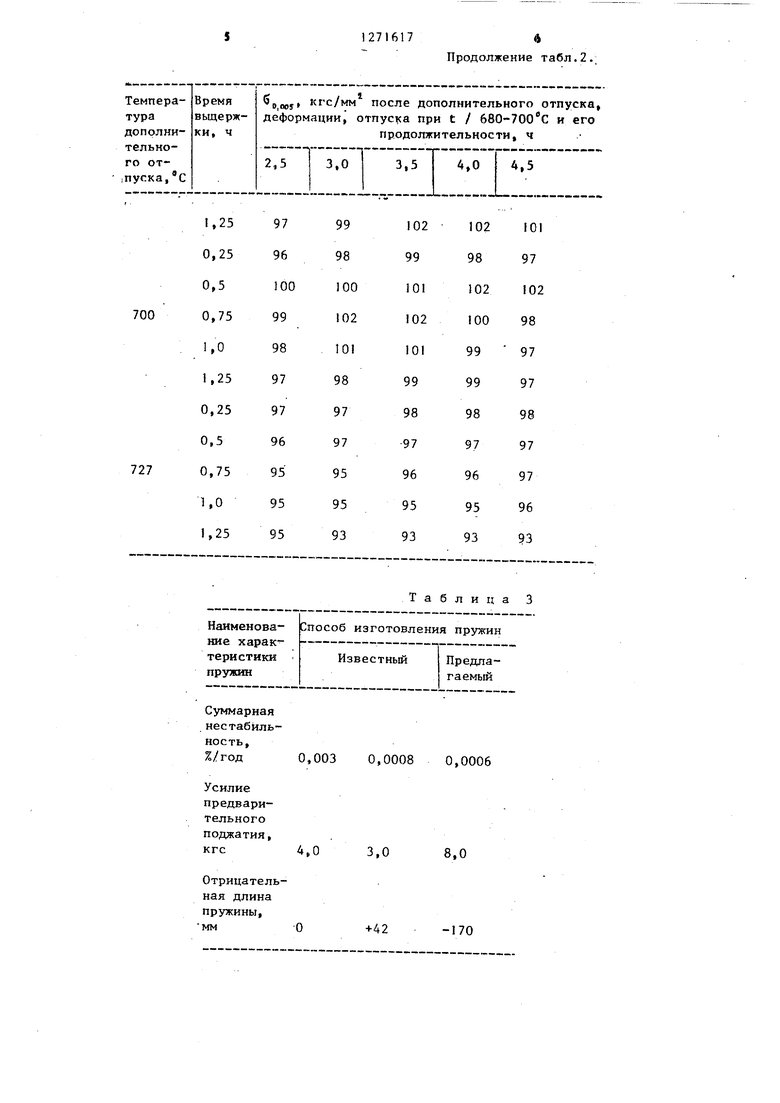
ч 1 Изобретение относится к способам И31отовления предварительно напряжен ных винтовых пружин из цисперсионнотвердеющих элинварных сплавов, обладающих высокой стабильностью упругих характеристик, которые могут использоваться в уравновегаиваюпшх устройст вах маятников длиннопериодных сейсмометров , Целью изобретения является уменьшение длины пружины путем увеличения предварительного поджатия пружин и повышения их качества путем повьшения упругих характеристик, . Пример, Из проволоки сплава 44НХТЮ диаметром 3,0 мм изготавливают пружины с наружным диаметром 39 мм длиной 17 мм. Пружину навивают на токарном стан ке на вращающунгся оправку диаметром 34 мм с тагом 3 мм с помощью латунHoj-o упора, закрепленного в р езцедер жателе. Полученные пружины обезжиривают и насаживают на оправки диаметром 41 мм, поджимают витки до соприкосновения и проводят отпуск в вакууме при 550 С .в течение 1 ч. После отпуска пружины перевивают в противоположную сторону с шагом 8 мм на токарном станке на вращаюшуюся со скоростью 14 об/мин оправку диаметром 30 мм при помощи латунного упора Затем пружины обезжиривают, насаж ива ют на оправки диаметром 25 мм и проводят отпуск в вакууме при 690С в течение 4 ч. Полученные пружины после осветления дополнительно перевивают с шагом 5 мм на токарном станке на вращающуюся со скоростью 14 об/мин оправку диаметром 28 мм при помощи латунного упора. Изготовленные пружины калибруют растяжением под действием груза весом 14 - 16 кгс. Откалиброванные пружины насаживают на оправки диамет ром 33 мм, поджимают витки до соприкосновения и проводят стабилизирующи отпуск при 450С в течение 2 ч. Посл отпуска пружины электрополируют. Для равномерного снятия слоя металла 510 мкм электрополирование пружин про водят на приспособлении, обеспечиваю щим зазор между витками -v 3 мм и под вод тока к каждому витку, в процессе электрополирования пружины трижды по ворачивают в приспособлении. Затем проводят тепловое заневоливание, пружины растягивают на ,цлину 17J 210 мм и 1 ыдерживают в таком состояии в течение 10 ч при 150 С, Окончательное стабилизирующее старение ружин проводят при напряжении t 30 кгс/мм с выдержкой при 120 С в течение 10ч. При исследовании пружин, изготовенных из сплавов 44НХТЮ предлагаемым способом, их отрицательная длина 150-170 мм, усилие предварительного поджатия 7,5-8,2 кгс, удлинение изза изменения упругих свойств в течение 1 года при рабочих напряжениях 20-25 кгс/мм составляет не более 1,1-10 м, т.е. суммарная нестабильность пружин составляет менее 0,0006% в год. Перевивка пружин с шагом, составляющим 1,3-3,0 диаметра проволоки, увеличивает степень деформации материала, способствует созданию равномерной мелкозернистой структуры, увеличению усилия поджатия и,, соответственно, отрицательной длины , равной 0,5-1,0 2д что иллюстрируется силовой характеристикой таких пружин. В табл.1 показано изме1 ение усилия поджатия и отрицательной длины от шага перевивки пружины. Увеличивать шаг перевивки пружины более 3 диаметров проволоки нецелесообразно р так как усилие предвари-, тельного поджатия остается на том же уровне, вместе с тем наблюдается повышенный износ латунного упора, кроме того, пружина получается неравйомерной по диаметру. При щаге перевивки меньше 1,3 диаметра проволоки усилие предварительного поджатия практически не изменяется. Предел упругости aof проволоки сплава 44НХТЮ диаметром 3,0 мм в зависимости от температуры дополнительного отпуска и его продолжительности приведен в табл.2. Как видно из табл.2, выход за нижний предел указанного интервала вре- , мени 10,5 ч) и температуры (500cj не обеспечивает повьЩ1ения предела упругости бо рр5 3 увеличение времени выдержки более 1 ч и температуры более 700с нецелесообразно, так как значения предела упругости или остаются постоянными, или уменьшаются. В табл.3 приведены характеристики пр.ужин, изготовленных разными способами.
312716174
Из табл.3 видно, что предлагаемый поджатия, но и позволяет снизить способ не только увеличивает усилие , суммарную нестабильность.
Таблица
Продолжение табл.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления предварительно напряженных винтовых пружин из дисперсионнотвердеющих элинварных сплавов | 1981 |
|
SU997932A1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2015 |
|
RU2605541C1 |
| Способ изготовления элинварных, предварительно напряженных, винтовых пружин для длиннопериодных сейсмометров | 1975 |
|
SU522882A1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2625196C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2015 |
|
RU2601015C2 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2629401C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2623847C1 |
| ВИТАЯ ОБОЛОЧКА С УСИЛЕНИЕМ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756187C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ПРУЖИН ИЗ АУСТЕНИТНОЙ СТАЛИ | 2005 |
|
RU2294969C2 |
| Способ восстановления пружин из упрочненной проволоки | 2019 |
|
RU2694091C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПРЁДВА;РИТЕЛЬНО НАПРЯЖЕННЫХ ВИНТОВЫХ ПРУЖИН ИЗ ДИСПЕРСИОННО-ТВЕРДЕЩИХ ЭЛИНВАР-НЫХ СПЛАВОВ, включающий навивку пружин с последующим отпуском при 690.С в течение 4 ч, а также две перевивки пружин в противоположных направлениях и отпуск при 500-600 С, после чего проводят калибровку, стабилизиру;кндий отпуск и заневоливание, о т л иличающийся тем, что, с целью уменьшения длины пружины путем увеличения предварительного поджатия пружин и повышения их качества путем повышения упругих характеристик, после навивки проводят отпуск при 500600 С в течение 0,5-1 ч,а перевивки проводят соответственно после отпуска при 500-600 С, причем перевивки проводят с шагом, составляющим 1,33,0 диаметра проволоки. § W
| Приспособление при двойном обрезном станке для автоматической установки передвижной пилы в соответствии с шириной доски у вершинного ее конца | 0 |
|
SU52109A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| : | |||
