Область техники, к которой относится изобретение
Изобретение относится к машиностроению, в частности к способу упрочнения винтовых цилиндрических пружин сжатия.
Уровень техники
Известен способ упрочнения пружин - дробеметная обработка, который является наиболее распространенным в производстве пружин. Сущность процесса обработки дробью заключается в том, что детали после окончательной механической или термической обработки подвергают ударному воздействию потока стальной или чугунной дроби. Дробеметную обработку пружин производят на механических или пневматических дробеметных машинах стальной или чугунной дробью диаметром от 0,4 до 1,8 мм (Остроумов, В.П. Производство винтовых цилиндрических пружин. / В.П. Остроумов. - М.: Машиностроение, 1970. - 135 с., с. 74…75).
При дробеметной обработке на поверхности витков создаются двухсторонние остаточные напряжения сжатия, препятствующие раскрытию усталостных трещин и повышающие предел выносливости на 40-80% (Лавриненко, Ю.А. Упрочнение пружин. / Ю.А. Лавриненко, Е.Г. Белков, В.В. Фадеев. - Уфа: Издательский дом «Бизнес-Партнер», 2002. - 124 с., с. 16).
Недостатком способа является то, что дробеметная обработка не устраняет неравномерность распределения напряжений по сечению витка пружины. Витки цилиндрической пружины обычно имеют значительную кривизну. Это приводит к значительному повышению напряжений, достигающему 40% на внутреннем волокне витков, по сравнению с напряжениями, возникающими на наружном волокне витков (Пономарев, С.Д. Расчет упругих элементов машин и приборов. / С.Д. Пономарев, Л.Е. Андреева. - М.: Машиностроение, 1980. - 326 с., с. 88). В процессе работы пружины на внутренней стороне сечения витков развиваются усталостные трещины.
Известно, что наибольшую стабильность упругих свойств в зависимости от вида обработки пружины показывают после обработки в напряженном состоянии (Остроумов, В.П. Производство винтовых цилиндрических пружин. / В.П. Остроумов. - М.: Машиностроение, 1970. - 135 с., с. 93…96). По аналогии с этим дробеметная обработка пружин должна производиться в сжатом до соприкосновения витков (напряженном) состоянии. При дробеметной обработке сжатой пружины поток дроби достигнет только наружной стороны витков, а внутренняя сторона витков останется неупрочненной, что является недостатком.
Известен способ упрочнения цилиндрических винтовых пружин, включающий навивку, закалку, отпуск, дробеструйную обработку и заневоливание, причем на заключительной стадии производят наклеп внутренней поверхности пружин. Наклеп осуществляют с помощью протягивания дорна либо ударным воздействием на внутреннюю поверхность витка пружины. Предлагаемые устройства реализации способа - дорн либо упрочняющую головку с роликами - устанавливают на токарном станке, в зажимном приспособлении которого закрепляется пружина (Патент RU 2462519, МПК C21D 9/02, C21D 7/06, B21F 35/00. Способ упрочнения цилиндрических винтовых пружин. / Шаврин О.И., 2011115786/02; Заявлено 20.04.2011; опубликовано 27.09.2012. Бюл. №27).
Недостатком этого способа, принятого в качестве прототипа, является сложность крепления пружины в зажимном приспособлении токарного станка и возможность повреждения ее витков при неравномерном распределении сил зажима и сил от протягивания дорна или от ударного воздействия роликов головки неназванной марки (модели).
Недостатками также являются длительность процессов установки пружины в зажимное устройство (известно, что зажимным приспособлением токарного станка является трехкулачковый патрон, в котором это сделать невозможно) и удаления из него, приведения во вращение пружины и рабочего инструмента (дорна или головки с роликами), подвода и отвода рабочего инструмента. Не решен вопрос снятия пружины с рабочего инструмента, что также является недостатком.
В этом способе под понятием «заневоливание» указано 3- или 5-кратное сжатие пружины до соприкосновения витков, что на самом деле не является заневоливанием, а считается предварительной осадкой, применяемой с целью обнаружения грубых отклонений от технологического процесса. Основная осадка пружин, в том числе циклических, производится операцией заневоливания, которая происходит за первые 20-30 часов и затем увеличивается незначительно (Остроумов, В.П. Производство винтовых цилиндрических пружин. / В.П. Остроумов. - М.: Машиностроение, 1970. - 135 с., с. 65…68). Следовательно, в этом способе заневоливание фактически не представлено и не применено.
Известно, что наибольшую стабильность упругих свойств в зависимости от вида обработки пружины показывают после обработки в напряженном состоянии (Остроумов, В.П. Производство винтовых цилиндрических пружин. / В.П. Остроумов. - М.: Машиностроение, 1970. - 135 с., с. 93…96). По аналогии с этим наклеп внутренней поверхности пружины в представленном изобретении должен производиться в сжатом состоянии, что не выполнено. Это также является недостатком принятого за прототип способа.
Раскрытие изобретения
Задачей изобретения является увеличение стабильности упругих свойств пружины и сокращение времени установки и выемки пружины из устройства и времени упрочнения пружин в сжатом состоянии. Технический результат, на достижение которого направлено изобретение, заключается в создании пластических деформаций наклепом по наружной и по внутренней поверхностей витков сжатой пружины за одну операцию.
Технический результат достигается тем, что в способе упрочнения винтовых цилиндрических пружин, включающем навивку пружины из предварительно упрочненной или из закаливаемой проволоки с шагом, превышающим шаг готовой пружины на величину припуска под заневоливание и штамповку (6-14% от высоты готовой пружины), термообработку - отпуск для пружин из предварительно упрочненной проволоки или закалку и отпуск для пружин из закаливаемой проволоки, люмоконтроль, шлифовку торцов, дробеметную обработку, производят заневоливание на 20-30 часов, после чего сжимают находящуюся в отверстии матрицы устройства упрочнения пружину до соприкосновения витков и производят наклеп ее наружной поверхности и внутренней поверхности штамповкой за одну операцию. Наклеп наружной и внутренней поверхностей сжатой пружины производят распиранием входящего в пружину пуансона устройства, где диаметр отверстия матрицы устройства равен диаметру сжатой пружины, а зазор между поверхностью отверстия матрицы и поверхностью пуансона выбирают меньше диаметра витка пружины на 0,2…5 мм в зависимости от диаметра витка. Сжатие пружины, наклеп наружной и внутренней поверхностей сжатой пружины и их последовательность обеспечивает конструкция устройства.
Осуществление изобретения
Способ упрочнения винтовых цилиндрических пружин осуществляют следующим образом. Пружину навивают с шагом, превышающим шаг готовой пружины на величину припуска под заневоливание и штамповку (6…14% от высоты готовой пружины), термообрабатывают, производят люмоконтроль, шлифуют торцы, производят дробеметную обработку и заневоливают на 20-30 часов. Затем сжимают находящуюся в отверстии устройства упрочнения пружину до соприкосновения витков и производят наклеп наружной и внутренней поверхностей сжатой пружины посредством входящего в пружину пуансона устройства упрочнения, причем диаметр отверстия устройства равен диаметру сжатой пружины, а зазор между поверхностями отверстия и пуансона выбирают меньше диаметра витка пружины на 0,2…5 мм. При этом сжатие и наклеп внутренней и наружной поверхностей сжатой пружины осуществляют штамповкой за одну операцию. Последовательность сжатия пружины и распирания ее витков обеспечивает конструкция устройства упрочнения.
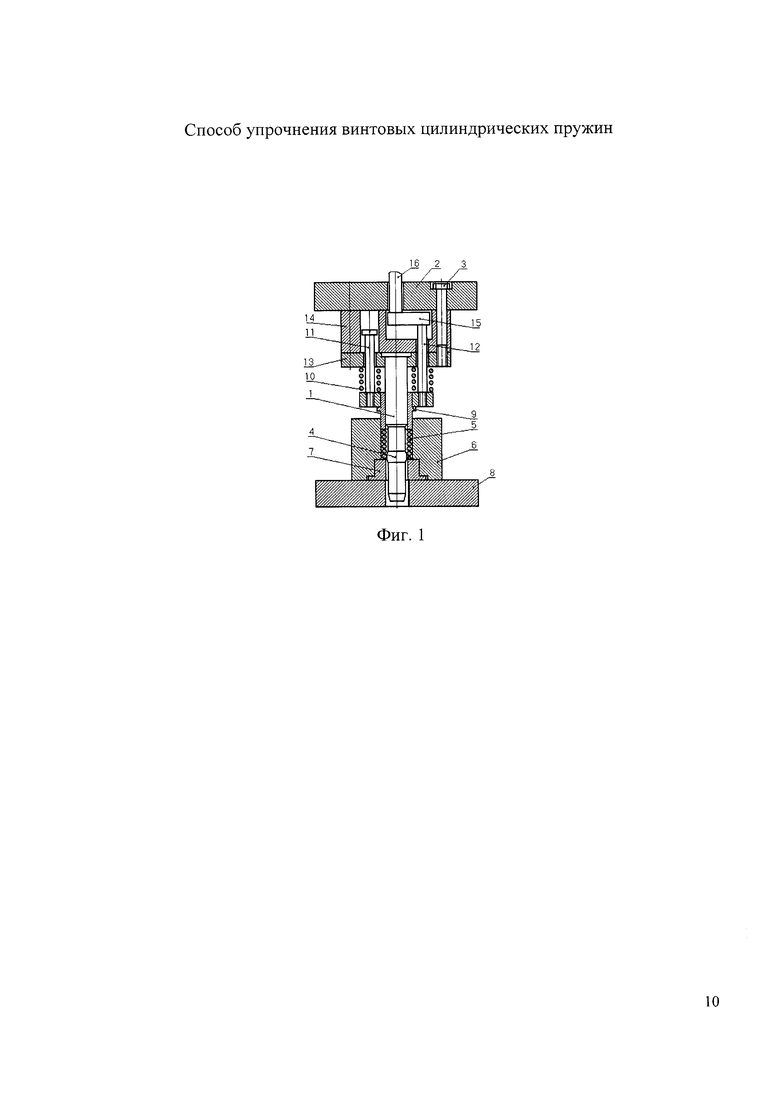
Для наклепа штамповкой внутренней и наружной поверхностей сжатой пружины предлагается использовать устройство, изображенное на фиг. 1 (а.с. 825253 СССР, М. Кл.3 B21F 35/00, F16F 01/00. Устройство для заневоливания пружин. / Тебенко Ю.М. - №2822172/25-12; заявл. 06.08.79; опубл. 30.04.81, Бюл. №16 за 1981 г. - 3 с.). Наклеп производят следующим образом. Движением пресса опускают верхнюю плиту 2. Заходная часть пуансона (оправки 1), а затем и расправляющая часть пуансона входят в находящуюся в матрице устройства упрочняемую пружину 5, после чего в пружину упирается подвижная втулка 9, сжимая ее до соприкосновения витков. Далее рабочая часть 4 пуансона входит вовнутрь сжатой пружины 5, распирая ее витки и прижимая их к поверхности отверстия матрицы устройства (расточки стакана 6). Благодаря тому, что зазор между поверхностями отверстия матрицы и рабочей частью 4 пуансона меньше диаметра витка пружины, происходит наклеп внутренней и наружной поверхностей сжатой пружины. После выдержки верхнюю плиту 2 с пуансоном 1 поднимают. Подвижная втулка 9, скользя по оправке под действием пружин 10, сталкивает пружину 5 с пуансона, оставляя пружину 5 в отверстии, откуда ее удаляют механически или вручную.
С помощью представленного устройства возможно сжать до соприкосновения витков и создать на внутренней и наружной поверхностях сжатой до соприкосновения витков пружины пластические деформации (наклеп) за одну операцию, ускоряющие осадку и повышающие ресурс пружины, работающей в условиях длительного циклического нагружения.
Представленная операция упрочнения пружин в сжатом состоянии позволяет создать на внутренней и наружной поверхностях витков пружин сжимающие остаточные напряжения, которые складываются с растягивающими напряжениями, возникающими при работе пружины, и уменьшают их.
Пружина, прошедшая термообработку (закалку и отпуск для пружин из закаливаемой проволоки и отпуск для пружин из предварительно упрочненной проволоки), шлифовку торцов, дробеметную обработку, заневоливание на 20-30 часов, подвергается сжатию до соприкосновения витков и дополнительной обработке внутренней и наружной поверхностей витков в сжатом состоянии за одну операцию.
Представленная операция упрочнения внутренней и наружной поверхностей сжатой пружины штамповкой более производительна, чем известная операция упрочнения внутренней поверхности токарной обработкой, поскольку происходит на быстроходном штамповочном прессе и может быть механизирована с помощью применяемых при штамповке устройств для установки в устройство и удаления деталей из него. Время установки пружины в устройство упрочнения и выемки пружины не превышает 1-2 с, в то время как длительность установки пружины в зажимное приспособление токарного станка, время вращения и проталкивания дорна или обкатки роликами внутренней поверхности пружины и время изъятия пружины из зажимного приспособления токарного станка значительно превышает время операции упрочнения по предлагаемому способу.
Предполагается увеличение долговечности (ресурса) упрочненных таким образом пружин в 1,4…2 раза относительно долговечности пружин, упрочненных известными способами, что согласуется с показанным в работе (Тебенко, Ю.М. Проблемы производства высокоскоростных пружин и пути их решения. Монография. / Ю.М. Тебенко. - Ставрополь: ОО «Мир данных», 2007. - 152 с.) увеличением долговечности (ресурса) пружин при использовании пластического упрочнения витков нагрузками 10…300F3.
Предлагаемое изобретение по сравнению с прототипом и другими известными техническими решениями имеет следующие преимущества:
- упрочнение внутренней и наружной поверхностей пружины производят в сжатом состоянии за одну операцию;
- наибольшая стабильность упругих свойств пружин;
- высокая производительность упрочнения пружин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2623847C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2625196C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2015 |
|
RU2601015C2 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2015 |
|
RU2605541C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2013 |
|
RU2548876C1 |
| Способ упрочнения конических и параболоида вращения пружин | 2019 |
|
RU2728332C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2018 |
|
RU2688028C1 |
| Способ упрочнения высоконагруженных пружин конической или параболоида вращения форм, витки которых при максимальном сжатии входят друг в друга | 2022 |
|
RU2801176C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРУЖИН | 2009 |
|
RU2408737C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРУЖИН | 2010 |
|
RU2406587C1 |
Изобретение относится к машиностроению и может быть использовано при упрочнении винтовых цилиндрических пружин сжатия. Способ включает навивку пружины с шагом, превышающим шаг готовой пружины, термообработку, дробеметную обработку, люмоконтроль, шлифовку торцов термообработанной пружины, заневоливание. На заключительной стадии производят заневоливание и сжатие пружины до соприкосновения витков и наклеп штамповкой наружной и внутренней поверхностей сжатой пружины посредством устройства упрочнения при нахождении сжатой пружины в отверстии матрицы. Наклеп наружной и внутренней поверхностей сжатой пружины производят за одну операцию штамповкой при нахождении сжатой пружины в отверстии матрицы путем распирания витков пружины к поверхности отверстия матрицы входящим в нее пуансоном, причем диаметр отверстия матрицы равен диаметру сжатой пружины. Зазор между поверхностью отверстия матрицы и поверхностью пуансона выбирают меньше диаметра витка пружины на 0,2…5 мм. Повышается производительность процесса упрочнения и стабильность упругих свойств пружины. 1 ил.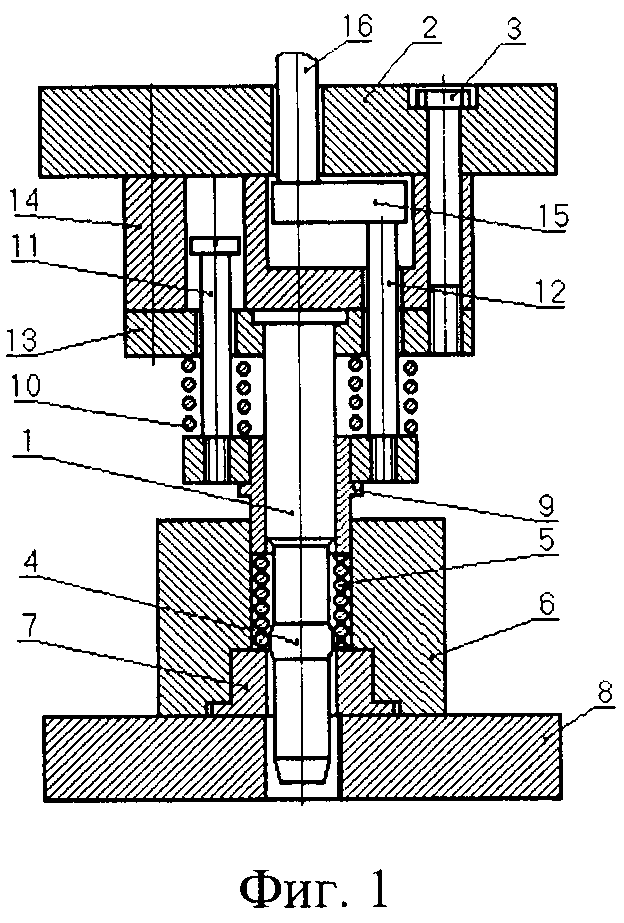
Способ упрочнения винтовых цилиндрических пружин сжатия, включающий навивку пружины с шагом, превышающим шаг готовой пружины, термообработку, люмоконтроль, шлифовку торцов термообработанной пружины, дробеметную обработку, заневоливание пружины сжатием пружины до соприкосновения витков и наклеп наружной и внутренней поверхностей сжатой пружины, отличающийся тем, что заневоливание производят в течение 20-30 ч, а наклеп наружной и внутренней поверхностей пружины производят за одну операцию штамповкой при нахождении сжатой пружины в отверстии матрицы путем распирания витков сжатой пружины к поверхности отверстия матрицы входящим в нее пуансоном, при этом используют матрицу, диаметр отверстия которой равен диаметру сжатой пружины, а зазор между поверхностью отверстия матрицы и поверхностью пуансона выбирают меньше диаметра витка пружины на 0,2…5 мм.
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН | 2011 |
|
RU2462519C1 |
| Способ упрочнения пружин из углеродистых и легированных сталей | 1978 |
|
SU744047A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН ИЗ СТАЛИ (ВАРИАНТЫ) | 2009 |
|
RU2411101C2 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2013 |
|
RU2548876C1 |
| US 3847678 A, 12.11.1974. | |||

