Изобретение относится к металлургии, в частности к механическому оборудованию для нагрева проката, и, может быть использовано в проходных печах с роликовым подом.
Целью изобретения является повышение стойкости печных роликов за счет уменьшения их остаточного прогиба и снижение динамических нагрузок на привод вращения роликов.
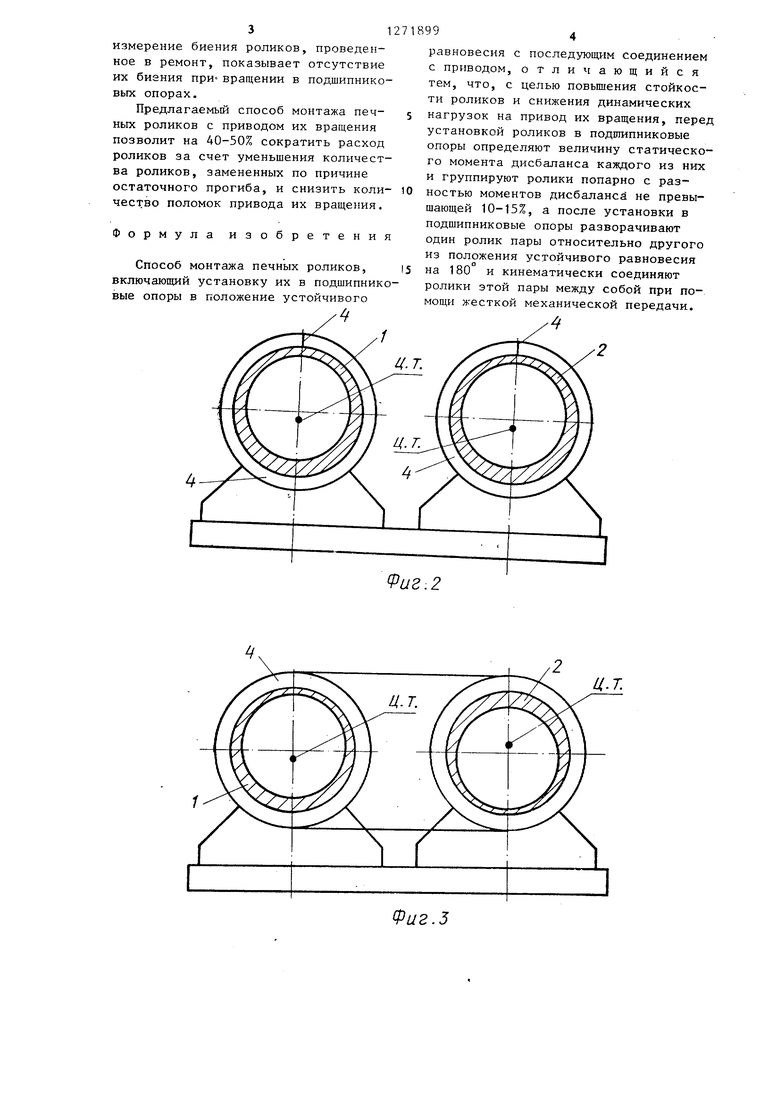
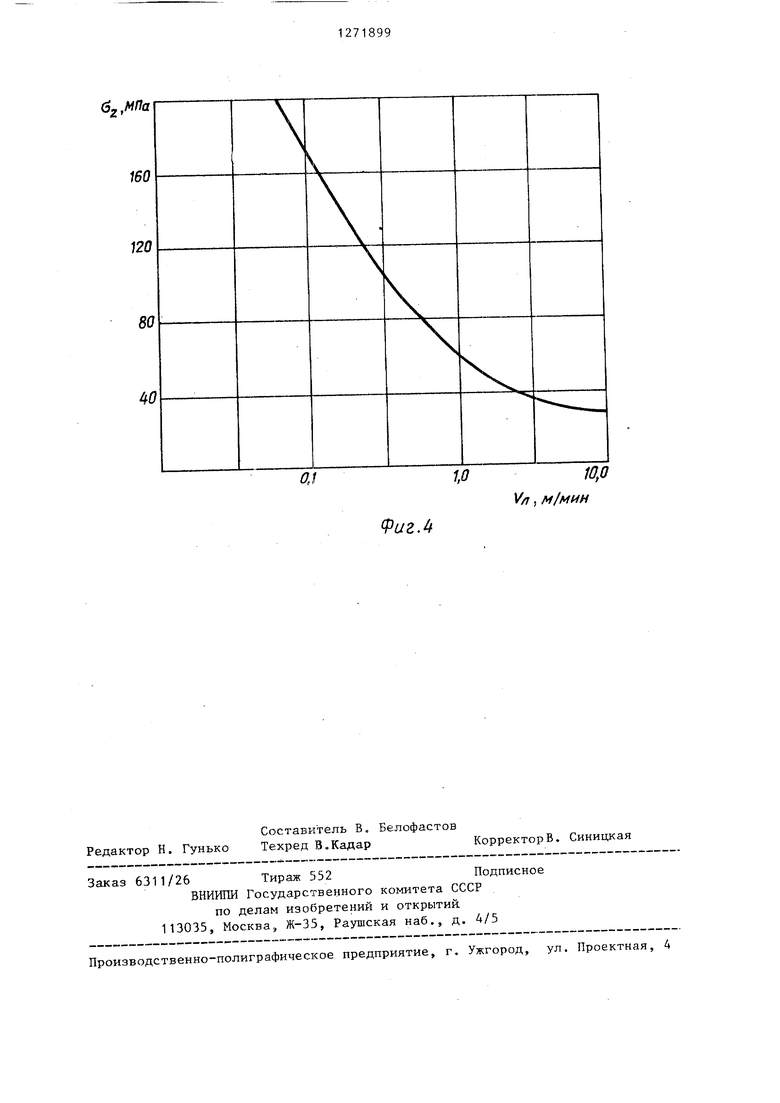
На фиг. 1 приведена схема соединения роликов с приводом; на фиг. 2установка роликов в положении устойчивого равновесия; на фиг. 3 - ролики, смонтированные по предлагаемому способу; на фиг. 4 - график зависимости осевых температурных напряжений в бочке ролика от скорости его вращения.
Перед установкой печных роликов 1 и 2 в подшипниковые опоры 3 по преддагаемо гу способу монтажа осуществляют следующий комплекс операций.
Проводят статическую балансировку каждого ролика, для чего его устанавливают в опоры вращения (или на ножи) и определяют момент дисбаланса одним из известных способов (установкой контргрузов на ролике или на закрепленном на нем рычаге и т.д.). Для каждого ролика, прошедшего балансировку, фиксируют момент дисбаланса и риской 4 на бочке (над осью вращения) отмечают положение устойчивого равновесия. Затем ролики группируют попарно так, чтобы моменты дисбалансов пары роликов отличались один отдругого не более, чем на 10-15%. Эту пару роликов 1:2 (фиг.1) устанавливают в печи на соседние подшипниковые опоры 3, где они занимают положение устойчивого равновесия (фиг. 2), когда риски 4 находятся строго вертикально над осью вращения.
Один из роликов, например ролик 2, из положения устойчивого равновесия разворачивают на угол 180 )зокруг оси вращения так, чтобы риска заняла положение под осью вращения и соединяют оба ролика между собой ж есткой механической передачей 5 (фиг. 1 и 3), например цепной. Затем один из роликов (если привод групповой, фиг. 1) или оба ролика (если привод индивидуальный) подключают к приводу 6 вращения (фиг. 1).
Ролики, смонтированные по предлагаемому способу, работают следующим образом.
Ролики 1 и 2 (фиг. 1) приводятся во вращениеприводом 6. Поскольку ролики соединены между собой жесткой механической передачей 5, то моменты дисбалансов каждого ролика практически равны между собой и противоположно направлены, что позволяет вращать ролики 1 и 2 от привода 6 с одинаковой угловой скоростью за время
одного оборота. Тем самым, предотвращается снижение скорости вращения ролика за время одного оборота, которое ведет к значительному увеличению осевых температурных напряжений в
бочке ролика (фиг. 4), и достигается равномерное приложение тепловой нагрузки к любой точке периметра поперечного сечения ролика, что исключает образование остаточного прогиба.
Кроме того, вращение статически сбалансированной пары роликов 1 и 2 исключает динамическую нагрузку на привод и повьшает его надежность. Экспериментальные исследования
показывают, что допускается разность в моментах дисбалансов роликов, объединенных в пару, до 10-15%. Такая разность не вызывает динамических нагрузок на привод роликов и не приводит к неравномерному вращению их, так как компенсируется трением в подшипниковых опорах 3 и приводе 6.
Предлагаемый способ монтажа применим также и для роликов, имеющих незначительный остаточный прогиб, и позволяет снизить динамические нагрузки на привод и избежать увеличения прогиба.
Экспериментальное опробование предлагаемого способа монтажа роли- . ков проводят на нормализационных печах. Привод на этих печах групповой (по четыре ролшса в группе) . Для двух групп, на которых проводят экспериментальное опробование, отбирают восемь роликов со следующими моментами дисбаланса, кг.м: пример 1,2,8; пример 2,3,2; пример 3 4,7; пример 4 4,5; пример 5 3,0; пример 6 3,6;
пример 7 3,8; пример 8 2,7 (балансировку проводят на ножах с помощью контргрузов)о Эти ролики группируют следующим образом: , 2-5, 34, 6 - 7 и монтируют в печи согласно
предлагаемому способу. Длительной эксплуатацией в течение 3 мес установлено отсутствие динамических нагрузок на привод вращения роликов, а 3 измерение биения роликов, проведенное в ремонт, показывает отсутствие их бизния при° вращении в подшипниковых опорах. Предлагаемый способ монтажа печных роликов с приводом их вращения позволит на 40-50% сократить расход роликов за счет уменьшения количества роликов, замененных по причине остаточного прогиба, и снизить количестно поломок привода их вращения. Формула изобретени Способ монтажа печных роликов, включающий установку их в подшипник вые опоры в положение устойчивого 94 равновесия с последующим соединением с приводом, отличающийся тем, что, с целью повышения стойкости роликов и снижения динамических нагрузок на привод их вращения, перед установкой роликов в подшипниковые опоры определяют величину статического момента дисбаланса каждого из них и группируют ролики попарно с разностью моментов дисбаланса не превышающей 10-15%, а после установки в подшипниковые опоры разворачивают один ролик пары относительно другого из положения устойчивого равновесия на 180 и кинематически соединяют ролики этой пары между собой при помощи жесткой механической передачи. :2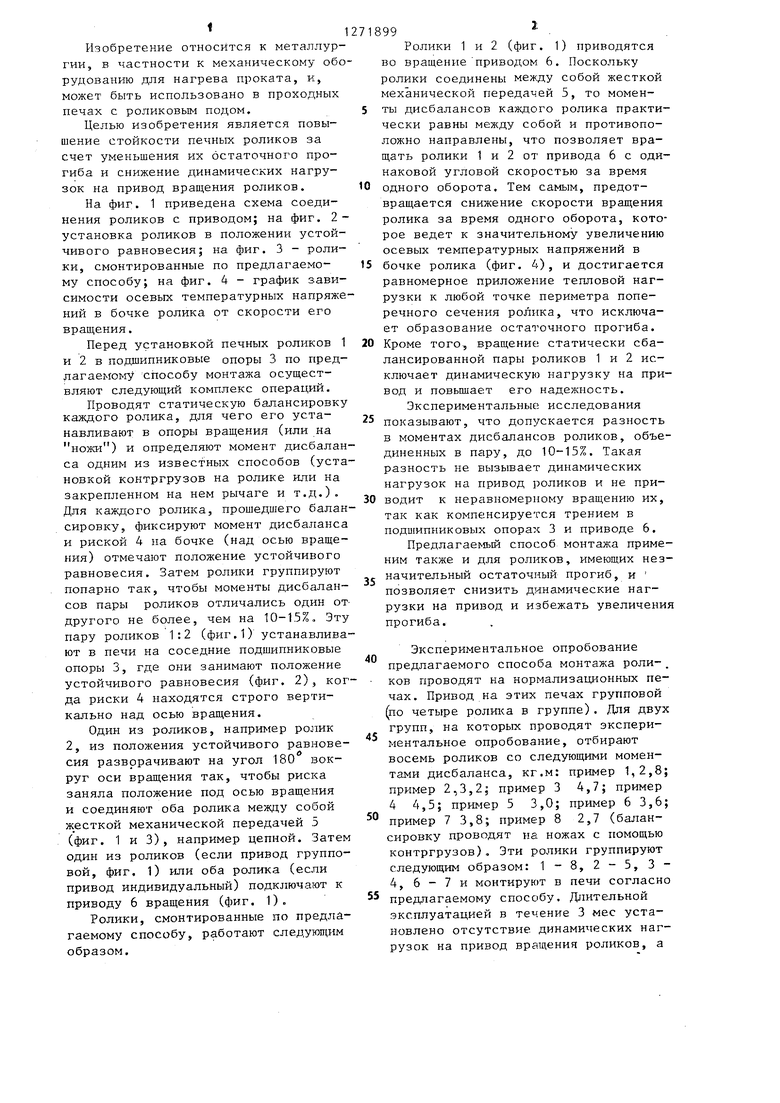
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧНОЙ РОЛИК | 2003 |
|
RU2267069C2 |
| Способ обеспечения автоматической балансировки статически неуравновешенного ротора | 2021 |
|
RU2766945C1 |
| Кантователь | 1981 |
|
SU963780A1 |
| СПОСОБ ВЕРТИКАЛЬНОЙ ДИНАМИЧЕСКОЙ БАЛАНСИРОВКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2539810C1 |
| СПОСОБ СТАТИЧЕСКОЙ БАЛАНСИРОВКИ РАБОЧЕГО КОЛЕСА ГИДРАВЛИЧЕСКОЙ ТУРБИНЫ | 2011 |
|
RU2456566C1 |
| СПОСОБ ДИНАМИЧЕСКОЙ БАЛАНСИРОВКИ РОТОРА ЦБН, ОСНАЩЕННОГО СИСТЕМОЙ МАГНИТНОГО ПОДВЕСА, В СОБСТВЕННЫХ ОПОРАХ | 2021 |
|
RU2803403C2 |
| Навесной привод печного ролика | 1988 |
|
SU1557178A1 |
| СПОСОБ БАЛАНСИРОВКИ РОТОРОВ | 2013 |
|
RU2548373C2 |
| СПОСОБ ДИНАМИЧЕСКОЙ БАЛАНСИРОВКИ РОТОРА И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2075737C1 |
| УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ, ИЗМЕЛЬЧЕНИЯ И АКТИВАЦИИ С БАЛАНСИРОВКОЙ | 2014 |
|
RU2576464C1 |
Изобретение относится к металлургическому оборудованию. Целью изобретения является повышение стойкости роликов, работающих в печи, и снижение динa raчecкиx нагрузок на привод их вращения. Согласно изобретению перед установкой печных роликов 1 и 2 в подшипниковые опоры 3 осуществляют следующие операции: производят статическую балансировку каждого ролика 1 и 2, фиксируют его момент дисбаланса и риской 4 на бочке ролика над осью его вращения отмечают положение устойчивого равновесия. Затем ролики 1 и 2 группируют попарно с разностью моментов дисбаланса, не превьш1ающей 10-15%, устанавливают их в подшипниковые опоры 3, после чего, один ролик 2 пары разворачивают отноi сительно другого из положения устойчивого равновесия на 180 и соединят сл ют эту пару роликов между собой жесткой механической передачей 5, например цепной. 4 ил.
б2,МПа
OJ
1,010,0
y/t, м1мин
игЛ
| Печной рольганг | 1977 |
|
SU623885A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР № 761588, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
