Изобретение относится к холодильному оборулТ.ованию, а именно к способам сборки холодильного шкафа, и может быть иснользовано также при изготовлении мебели, торгового и складского оборудования. Цель изобретения - повышение качества уплотнения в зоне соединения облицовок и упрощение технологии сборки шкафа. Цель достигается тем, что размещают фланец внутренней облицовки и полого унлотнителя в профильной отбортовке наружпой облицовки и осуществляют последующий ввод в межоблицовочное пространство отвердеваюп.1его теп:юизо;1яцио1111ого па нолпителя, при этом в качестве последнего используют расширяющееся в пропессе отвердевания вещество, а уплотпитель укладывают так, что один его конеп выведен за пределы облицовок, при этом ввод паполнителя в межоблицовочное пространство осуществляют через полый уплотнитель. На фиг. 1 с.чематически изображен холодильный а1каф, общий вид; на фиг. 2 - то же, вид спереди; па фиг. 3 - узел I па фиг. 1; на фиг. 4 - вид А на фиг. 2; на фиг. 5 - разрез Б - Б на фиг. 4. Сборку холодильного шкафа, состоящего из наружной облицовки 1 с П-образпой отбортовкой 2 lia лицевой стороне, siiyTpeHпей облицовки 3, полого уплотнителя 4. например, имеющего в сечении вид цифры «9, и отвердевающей теплоизоляции 5 в прострапстве между облицовками 1 и 3 производят в следующей последовательпости. Полый уплотнитель 4, изготовленный любым известным способом в виде профиля, устанавливают в отбортовку 2 облицовки 1. Затем внутрь облицовки 1 вставляют внутреннюю облицовку 3 так, чтобы ее фланец 6 вошел в отбортовку 2 между уплотнителем 4 и лицевой стороной отбортовки 2, при этом один конец 7 уплотните.т 4 ВЫВОДЯ наружу щкафа, например, через уплотпительную втулку 8, а второй копец 9- в пространство между облицовками 1 и 3. Наружный конец 7 уплотнителя 4 подсоединяют к ннжекциоппой машине (не показана) и включают подачу через iieio теплоизоляционного наполнителя, в качестве которого используют расширяющееся в процессе отвердевания вещество, например пенополиуретан. Вещество подают по полости уплотпителя 4 и оно поступает в пространство между облицовками 1 и 3. Часть этого вещества остается на стенках полости уплотнителя 4. После прекращения подачи вещество в пространстве между облицовками 1 и 3 и в полости уплотнителя 4 начинает отвердевать и при этом расширяться (вспучиваться). Однако этот процесс в полости уплотнителя 4 протекает быстрее, чем в пространстве между об.лпп.овками п ,. Этому способствует .MB./ibifi обьсМ 110,,iOCTii уплотнителя. Кроме того, fipn прохождении вещества нз инжекционной по полости вследствие сил трения и адгезии некоторое количество вещества остается на стенках этой полости, и реакция затвердевания и расщирепия в нем пачипается несколько раньп е, чем в основной массе вещества. Таким образом, расширившееея и отвердевшее вещество в полости уплотнителя 4 создает пзб1з1точное давление и уплотнитель 4 перекрывает все пеплотности и зазоры в зоне соединения облицовок 1 и 3. В кругщогабаритпых холодильниках с бо..пьп10Й длиной уплотнителя 4 целесообразно давление в его полости поддерживать посредством сжатого воздуха. Предложенный способ повышает качеетво сборки еще и тем, что устраняет складки и 1ережатпя уплотните,тя 4. Тот факт, что восле сборки холодильный приобретает дополпительный э:1е.мент жесткости (за почтенны 11 отвердовше те1ч:к)пз(л1яиней уплотнитель 4 представляет собой жесткую рамку) обусловливает перспективность способа в производстве холодильных щкафов из отдельных стенок, где наиболее остро стоит вонрос обеспс чепия жесткости конструкции. Простота способа обуславливает его «встраиваемость в существующие технологии производства бытовых холодильников без дорогостоян,ей подготовки. Предлагаемый способ сборки холодильного по сравнению с известным обеепечивает более высокое качество еборки, упрощает технологию сборки, устраняет трудноисправимый брак. Формула изобретения Способ сборки холодильного шкафа, предусмагризающий размеч1еппе (p.iaHiia внутренней об.лпцовкн и нолоп) и.тотпнте/я в 11ро(|5плы1()1| отбо-)тоике облпцонки и последующий ввод 15 л с-жоб,1ипономное iipocT|)aiicTFJO отгл-|1деваю1пего теплой зол я ц шли ю го паполпптеля. отличающийся тем, что, с целью повы1пе 1пя качества уплотпеппи ii зоне соедппег; {я облицовок п упропичп Я техно.lorini сборки;, в качестве теп,1Оизоля;|,иоппо1 о папо.пи-иеля используют расшнряющееся в п)(К1ессе отве)девания вешесгво. а NH ioTnnTe.ib укладывают так, что один его копен, выведен з.и пределы облицовок, iiDii этом ннод ;апо:п1ителя в ме/коб.ппюг.очное пространство ocyniecTвляют через но.чый уп.;к.т1пте;1ь.
.ч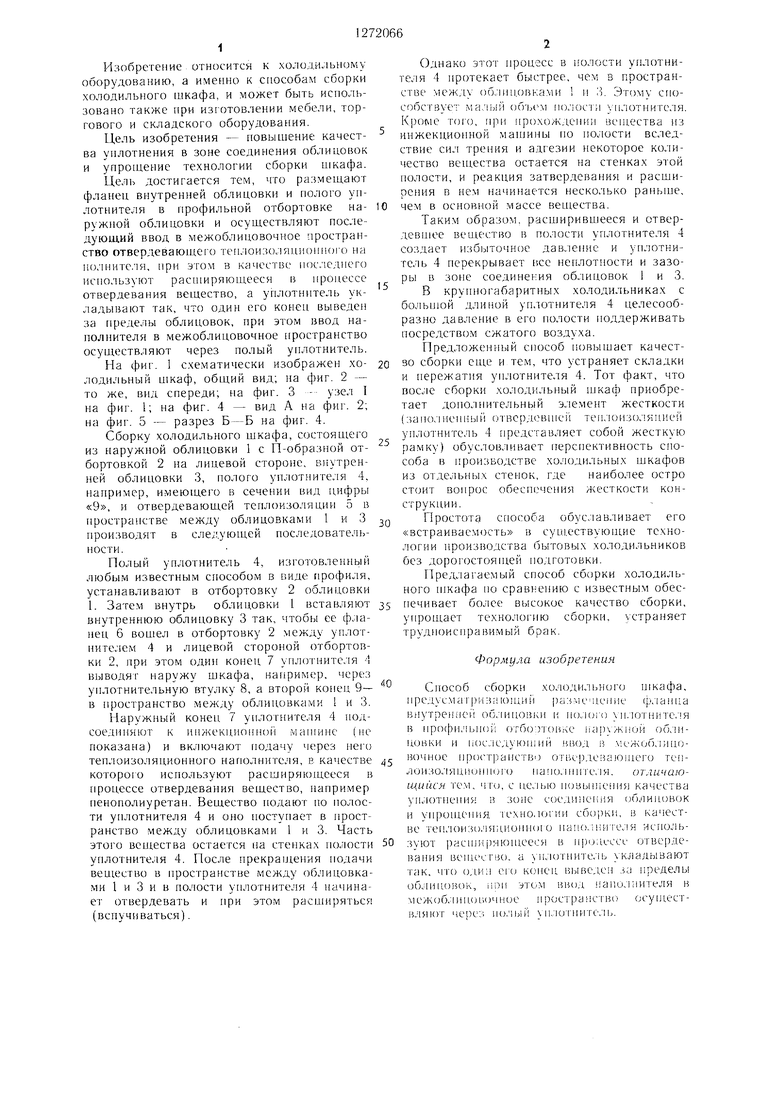
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки холодильного шкафа | 1987 |
|
SU1634964A1 |
| Корпус бытового холодильника | 1984 |
|
SU1174697A1 |
| Холодильный шкаф | 1988 |
|
SU1682735A1 |
| Бытовой холодильник | 1989 |
|
SU1661550A1 |
| ХОЛОДИЛЬНЫЙ ШКАФ | 1973 |
|
SU397722A1 |
| ПОЛОТНО МЕТАЛЛИЧЕСКОЙ ДВЕРИ, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ПАНЕЛИ ДВЕРНОГО ПОЛОТНА, СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА МЕТАЛЛИЧЕСКОЙ ДВЕРИ | 2015 |
|
RU2583770C1 |
| Приспособление для навески двери холодильника | 1983 |
|
SU1145219A1 |
| Способ монтажа облицовки | 1989 |
|
SU1636511A1 |
| ХОЛОДИЛЬНЫЙ АППАРАТ, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2488050C2 |
| ПОЖАРОСТОЙКАЯ ПРОХОДКА ДЛЯ КАБЕЛЕЙ И ТРУБОПРОВОДОВ | 1991 |
|
RU2007807C1 |
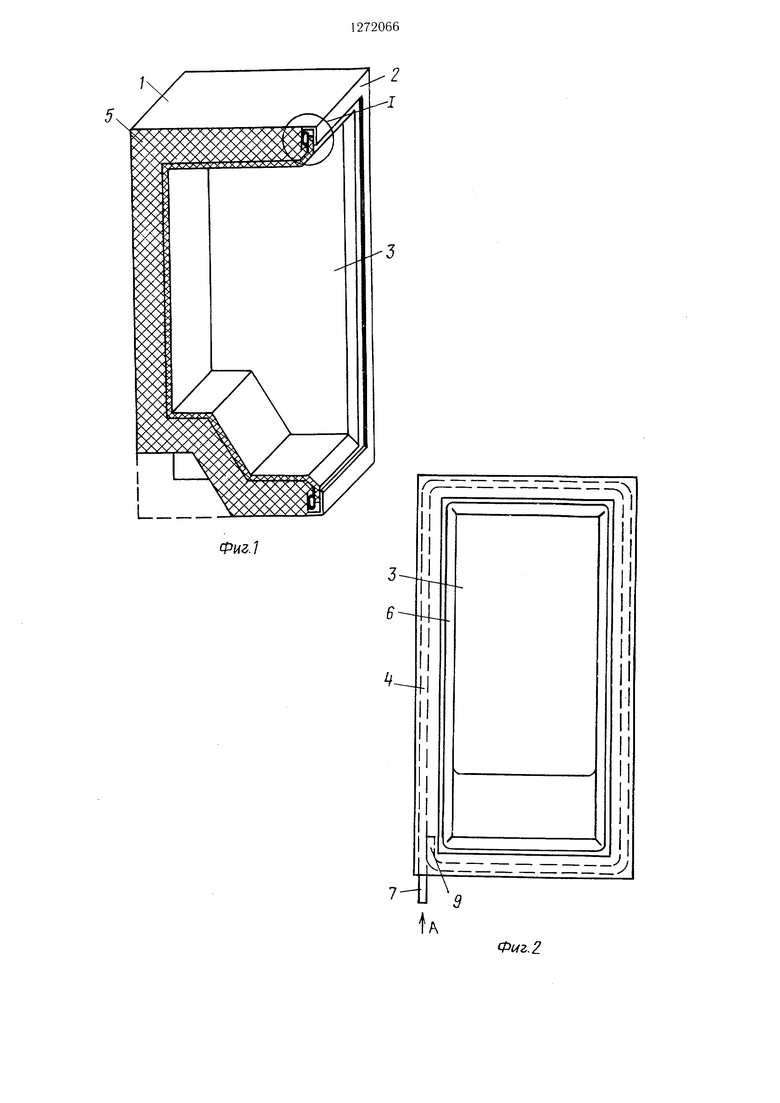
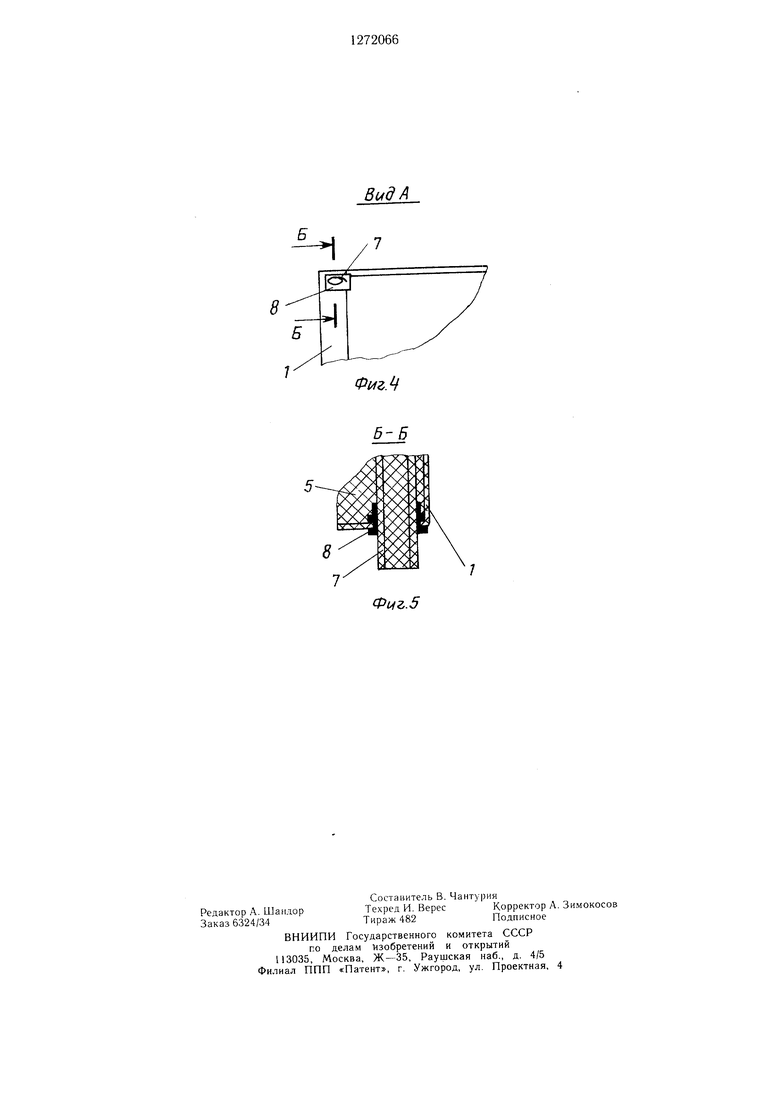
Изобретение относится к области холодильного оборудования и позволяет осуществить сборку холодильного шкафа. Целью изобретения является повышение качества уплотнения в зоне соединения облицовок и упрощение технологии сборки. Полый уплотнитель 4 в виде профиля устанавливают в отбортовку 2 облицовки 1, в которую вставляют внутреннюю облицовку 3 так, чтобы ее фланец 6 вошел в отбортовку 2 между уплотнителем 4 и лицевой стороной отбортовки 2, при этрм один конец уплотнителя 4 выводят наружу шкафа, например, через уплотнительную втулку, а другой конец - в пространство между облицовками 1 и 3. Наружный конец уплотнителя 4 подсоединяют к инжекционной машине и включают подачу через него теплоизоляционного наполнителя, расширяющегося в процессе отвердевания, например пенополиуретана, который подают по полости уплотнителя 4 и он поступает в пространство между облицовками 1 и 3. После прекращения подачи наполнитель в пространстве между облицовками 1 и 3 и в полости уплотнителя 4 начинает отвердевать и при этом расширяться (вспучиваться). Этот i процесс в полости уплотнителя 4 протекает (Л быстрее, чем в межоблицовочном пространстве, поэтому расширившийся и отвердевший наполнитель создает избыточное давление в полости уплотнителя 4, который перекрывает все неплотности и зазоры в местах соединения облицовок 1 и 3. 5 ил. to to о О5 О5
II II -w
|i;ч
Фиг.2
В ид А
| Патент США № 3405987, кл | |||
| Способ обработки шкур | 1921 |
|
SU312A1 |
| Типовой техиологический процесс подборки корпусов холодильников под ППУ № 880135, Красноярск, 1982. | |||
