ю
оо о
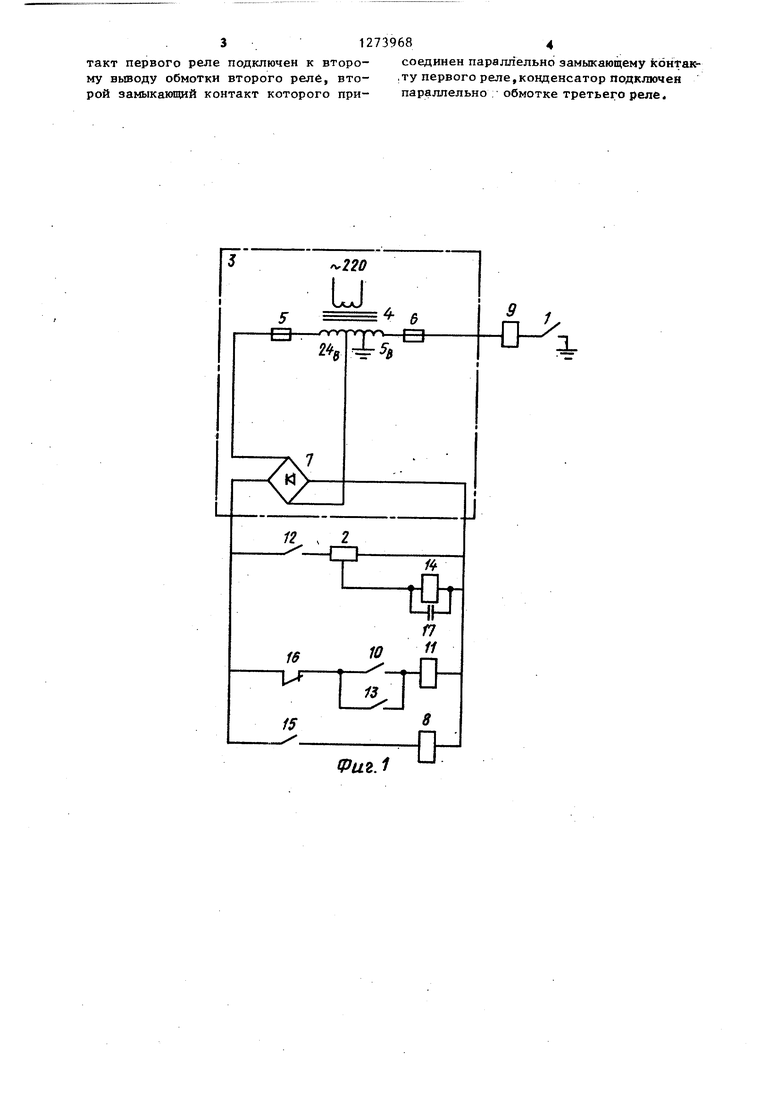
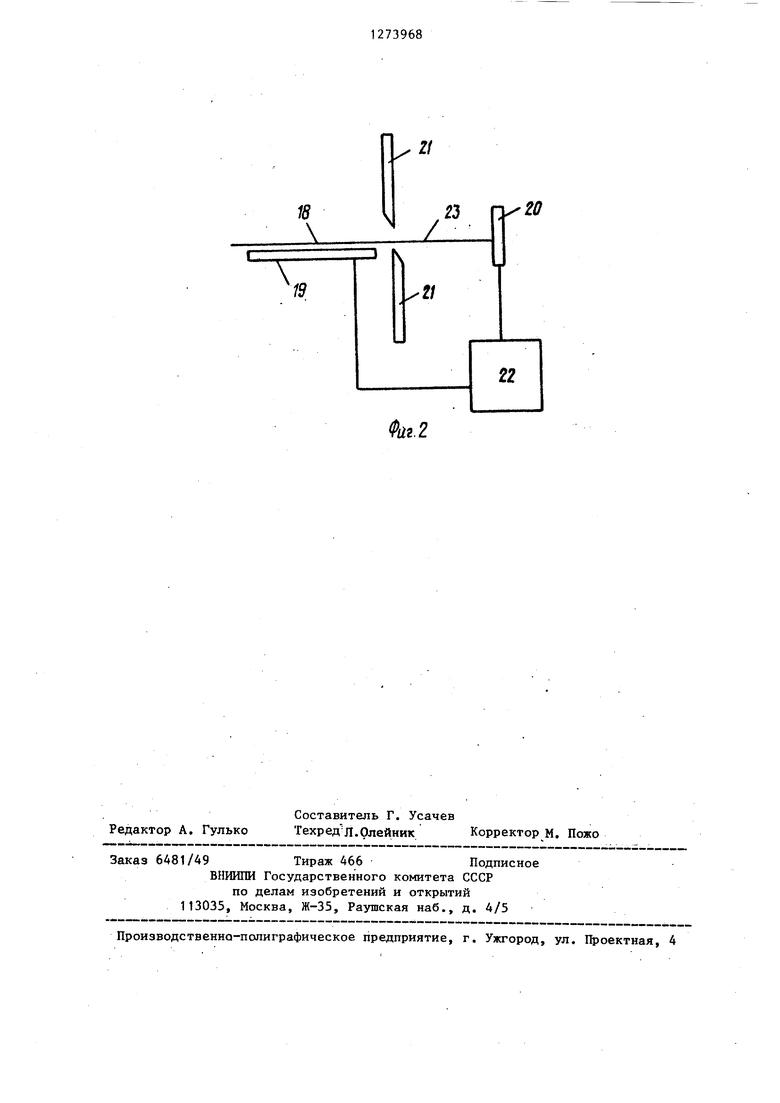
О5 00 Изобретение относится к автоматизации производства и предназначено для подсчета обработанных на машине изделий, например отрезанных на гиль отинных ножницах металлических изделий. Целью изобретения является повьппе ние точности устройства при подсчете готовых изделий. На фиг. 1 йриведена электрическая схема устройства; на фиг. 2 - конструкция датчика положения изделия в зоне его обработки (резания), Устройство содержит датчик 1 положения изделия, технологический дат 2 машины, источник 3 питания, вы полненньй из трансформатора 4, предохранителей 5 и 6 и выпрямителя 7, счетчик .8, первое реле с обмоткой 9 и замыкающим контактом 10, второе ре ле с обмоткой 11, первым и вторым замыкающими контактами 12 и 13, третье реле с обмоткой 14, замыкающим и размыкающим контактами 15 и 16 и кон денсатор 17. Датчик 2 выполнен из бесконтактно го выключателя и флажка, который свя зай с режущим инструментом машины. Датчик 1 вьшолнен из участка элек трической цепи, образованной обрабатьшаемым изделием 18, корпусом 19 ма шины, изолированным упором 20. Кроме того, на фиг. 2 показан режущий инструмент 21, электронный блок 22, соответствующий схеме на v фиг. 1, и отрезаемая деталь 23. При использовании в качестве машины гильотинных ножниц корпусом 19 является стол, по которому подают заготовку, часть которой отрезают ножами, вьтолняющими функцию режущего инструмента 21. Устройство работает следукщим об.разом. . При включении машины (гильотины) подается напряжение на трансформатор 4 источника 3, который подает напряжение для питания датчика 2 на упор 20 гильотинных ножниц. При продвижении по столу гильотин ных ножниц металла к изолированному упору 20 и соприкосновении с ним, между столом и изолированным упором гильотинных ножниц через металл подается импульс напряжения, замыкается контакт датчика 1 и срабатьшает реле 9, которое своим контактом 10 включает реле 11; Последнее становит 1 82 ся на самоблокировку через контакт j 16 реле 14, подает напряжение на датчик 2 через контакт 12. Реле 11 в .схеме необходимо для подачи напряжения на датчик 2 и управления схемой. Реле 11 включается контактами реле 9, которое работает на малое напряжение. Такое напряжение реле 9 выбрано для безопасности работ, так как контакт датчика 1 замыкается отрезаемой деталью. При движении суппорта гильотинных ножниц в конце рабочего хода в щель бесконтактного выключателя датчика 2 входит металлическая пластина, закрепленная на валу командоаппарата, вследствие чего включается датчик 2 и подается сигнал на реле 14, которое дает импульс на счетчик через контакт 15 и своим контактом 16 отключает реле 11. Конденсатор 17,включенный параллельно обмотке реле 14, служит для более надежного срабатывания реле и четкой подачи сигнала на счетчик 8. При отключении реле 11 схема готова к счету следующей детали. Формула изобретения Устройство для контроля работы металлообрабатьшающей машины, содержащее датчик положения изделия, техноЛогический датчик машины, счетчик и (ИСТОЧНИК питания, первый и второй выводы которого соединены соответственно с первыми выводами счетчика и датчика положения изделия, отличающееся тем, что, с целью повышения точности устройства, в него введены реле и конденсатор, вторбй вывод датчика положения изделия через обмотку перваго реле соединен с третьим выводом источника питания, первый вывод которого подключен к первым выводам обмоток второго и третьего реле и технологического датчика машины, четвертый вывод источника питания через первый замыкающий контакт второго реле соединен с вторым вьшодом технологического датчика машины, третий вывод которого подключен к второму выводу обмотки третьего реле, второй вывод счетчика через замыкающий контакт третьего реле соединен с четвертым выводом источника питания, который через последовательно соединенные размыкаюш 1й контакт третьего реле и замыкающий кон312739684
такт первого реле подключен к второ- соединен параллельно замыкающему конгакму вьтоду обмотки второго реле, вто- .ту первого реле,конденсатор подключен рой замыкающий контакт которого при- параллельно : обмотке третьего реле.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для учета штучной продукции | 1989 |
|
SU1644191A1 |
| Устройство для учета штучной продукции | 1979 |
|
SU862155A1 |
| Устройство для контроля времени работы оборудования | 1981 |
|
SU995104A1 |
| Устройство для испытаний электрических цепей на искробезопасность | 1987 |
|
SU1532719A1 |
| ЭЛЕКТРОПРИВОД УСТРОЙСТВА ТРАНСПОРТИРОВКИ | 1991 |
|
RU2063343C1 |
| Устройство для оптимизации фотосинтеза растений | 1989 |
|
SU1690611A1 |
| Устройство для аварийного отключения технологического агрегата | 1987 |
|
SU1462386A1 |
| Устройство для счета залитых опок на литейном конвейере | 1973 |
|
SU491969A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПРОЦЕССОМ ВИБРОФОРМОВАНИЯ ЯЧЕИСТОБЕТОННОЙ СМЕСИ | 1992 |
|
RU2027589C1 |
| Устройство для дистанционного управления раздаточной тележкой | 1988 |
|
SU1667015A1 |
Изобретение относится к области автоматизации производства и предназначено для подсчета отрезанных на гильотинных ножницах металлических изделий. Устройство обеспечивает высокую точность контроля активной работы машины.Устройство содержит датчик положения изделия, который выполнен из участка электрической цепи, образованной корпусом машины, изолированным упором и обрабатываемым из- делием. Кроме того, устройство содержит технологический датчик машины, фиксирующий срабатывание ножа гильотинных ножниц, источник питания, реле, конденсатор и счетчик. Благодаря конструкциям датчиков и репейной схемы отсчет производится лишь при с ю активной работе машины, т.е. при отрезании детали. 2 ил. (Л
220
U
24
п
/
д.
16 Л
15
Фиъ.
ф
и
Ю 11
эт
8
г
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СЧЕТА ДЕТАЛЕЙ | 0 |
|
SU357580A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Счетчик деталей, обрабатываемых на машинах-орудиях | 1941 |
|
SU71754A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
