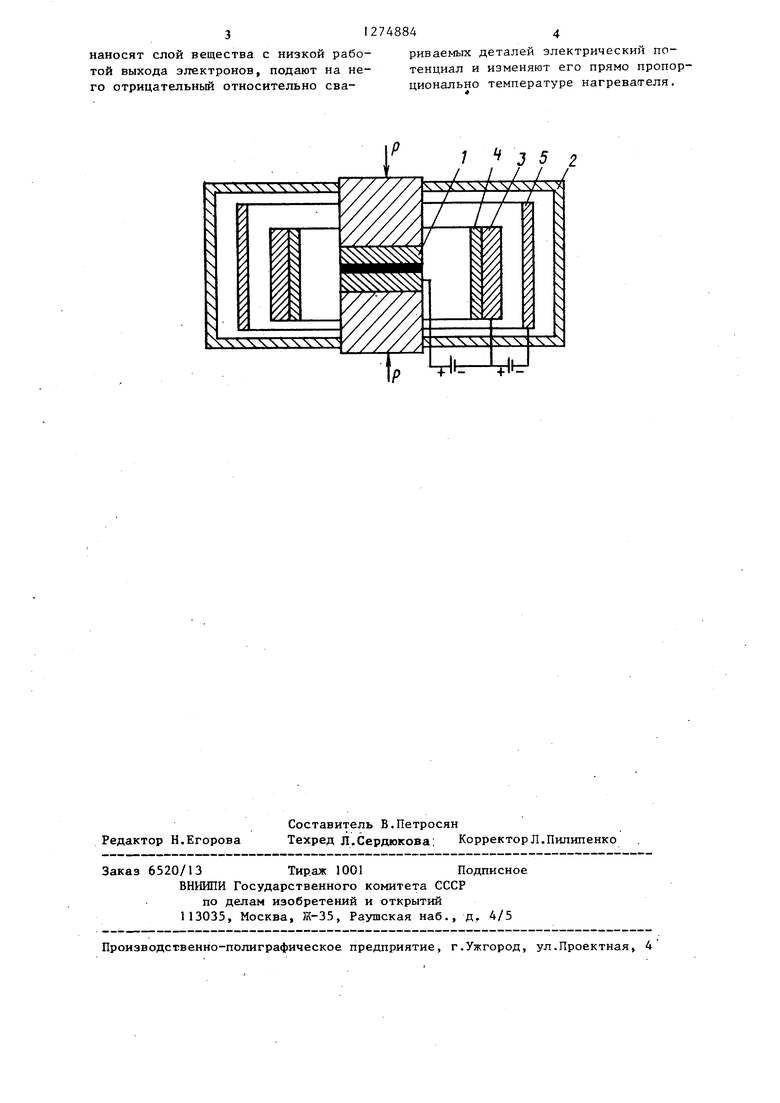
1 Изобретение относится к технологии диффузионной сварки в вакууме и может быть использовано на предприятиях машиностроительной, авиационной радиотехнической и других отраслей промышленности. Целью изобретения является снизкение энергозатрат и повьшение производительности. На чертеже показана схема осуществления способа. Свариваемые детали 1 устанавли:вают в вакуумной камере 2 внутри радиационного, нагревателя 3, на внутреннюю поверхность которого предварительно наносят слой 4 ве(щества с низкой работой выхода электронов. Камеру вакуумируют, детали сжима ют и нагревают до температуры сварки, В процессе нагрева на нагреватель 3 подают отрицательный относительно свариваемых деталей 1 элек трический потенциал изменяют его в личину прямо пропорционально температуре нагревателя, а на теплоотражающиЙ экран 5 подают отрицательный относительно нагревателя электрический потенциал, чем Обеспечивается концентрация злектрического потока в зоне сварки и предотвращается перегрев экрана и стенок камеры. После изотермической выдержки сваренные детгши охлаждают и извлекают из камеры. Эмитированное с поверхности нагревателя электроны разгоняются в электрическом поле: нагреватель - и свариваемые детали +, Получаемый поток электронов дополнительно нагревает свариваемые детали. Нанесение слоя активного вещества (например, окиси тория) на поверхность радиационного нагревателя необходимо для существенного снижения работы выхода электронов. За счет этого удается получить заметную термоэлек тронную эмиссию уже при температуре нагревателя порядка 1160 С, в то время как эмиссия с чистого (непокрытого) нагревателя (обычно - тантал, вольфрам) начинается лишь с leoo+noo c. Прямо пропорциональное изменение величины электрического потенци ала от О при температуре нагревателя, равной температуре начала термоэлек тронной эмиссии (равной 0), до мак4 симального значения при максимальной температуре нагревателя позволяет снизить до минимума энергозатраты, обусловленные переходными процес сами, вызванными резкими скачками электропотенциапа1 Таким образом, при существенно меньших температурах радиационного нагревателя удается получать требуемые температуры сварки, что снижает энергозатраты. Увеличение скорости нагрева и охлаждения приводит к существенному уменьшению времени сварки, благодаря чему повышается производительность, Пример, На установке дпя диффузионной сварки сваривают молибденовые детали диаметром и высотой 20 мм по следующему технологическому режиму: давление остаточных газов в вакуумной камере Pg 5 рт,ст.; усилие сжатия Р 2,0 кгс/мм, температура сварки (изотермической выдержки) T.g время изотермической выдержки tu.B 15 мин, Предварительно на вольфрамовый нагреватель наносят (иа внутреннюю поверхность) окись тория толщиной 0,05 мм. Максимальная температура экрана Тд - 450 С; скорость нагрева и охлаждения 350°С/мин; напряжение экран-нагреватель U5,H, 100 В, напряжение нагреватель - свариваемые детали при температуре нагревателя ниже TH U«.| 0; при нагреве (и охлаждении) нагрева1600 Стеля от 1 1150 С до Тц UH изменяется от О до ,,p 1000 В прямо пропорционально Т ц (при этом Т ); ток термоэмиссии и поверхности нагревателя IT., О и при Ткмакс IfeOO C и„ 1000 В, IT.9 2,2 А на 1 мм1; потребляемая мощность 14 кВт, Формула изобретения Способ диффузионной сварки в вакууме, при котором свариваемые детали устанавливают внутри радиационного нагревателя, нагревают их до температуры сварки и осуществляют изотермическую выдержку под давлением, отличающийся тем, что, с целью снижения энергозатрат и повьшения производительности, на внутреннюю поверхность нагревателя
наносят слой вещества с низкой работой выхода электронов, подают на него отрицательный относительно свариваемых деталей электрический потенциал и изменяют его прямо пропорционально температуре нагревателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки в вакууме | 1985 |
|
SU1303335A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МЕТАЛЛОВ И СПЛАВОВ | 1996 |
|
RU2135337C1 |
| Способ диффузионной сварки разнородных материалов | 1981 |
|
SU975288A1 |
| Способ диффузионной сварки разнородных материалов | 1984 |
|
SU1183334A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2004 |
|
RU2259265C1 |
| Установка для диффузионной сварки | 1986 |
|
SU1391839A1 |
| Способ диффузионной сварки материалов | 1985 |
|
SU1276467A1 |
| Установка для диффузионной сварки | 1988 |
|
SU1556850A1 |
| Способ диффузионной сварки разнородных материалов | 1976 |
|
SU595100A1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2025242C1 |
Изобретение относится к технологии диффузионной сварки в вакууме и может быть использовано на предприятиях машиностроительной, авиационной, радиотехнической и др. промьшленности. Целью изобретения является снижение энергозатрат и повышение производительности. Свариваемые детали устанавливают внутри радиационного нагревателя, внутренние стенки которого покрывают слоем вещества с низкой работой выхода электронов. В процессе нагрева на нагреватель подают отyi рицательный относительно свариваемых деталей электрический потенциал, бла годаря чему обеспечивается дополни f тельный нагрев свариваемых деталей за счет их бомбардировки электронами, испускаемыми нагревателем. 1 ил.
| Казаков Н.Ф | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М.: МТИММП, 1962, с.20-30 Казаков Н.Ф | |||
| и др | |||
| Оборудование диффузионной сварки | |||
| М.: МТИММП, | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
