ОсновныМ способом распиловки круглого проката больших диаметров в горячем состоянии обычно является резка дисковыми -пилами.
Сущность этого процесса заключается в следующем. Режущий диск диаметром 1,5-2,0 м, вращаясь со скоростью до ПО м/сек, врезается в горячий прокат и за доли минуты перерезает его.
Температура разрезаемого -проката в момент распиловки находится в пределах 750-1000°.
Ввиду ВЫСОКОЙ скорости резаНия и трения диска производится частичное оплавление снимаемого слоя металла, чем и обеспечивается высокая производительность резки проката. Так например, прокат диаметром 270 мм разрезается за 15-20 сек.
Резка проката дисковыми пилами, несмотря на высокую производительность, имеет ряд существенных недостаткоВ. Быстрый износ зубьев диска и, следовательно, частая их замена удорожает процесс распиловки. Кроме того, при высечке зубьев -под прессом в диске появляются микротрещины, что нередко приводит к вылету зубьев в виде осколков т-г даже к разрыву пилы.
Значительная часть энергии главного привода затрачивается H;I трение, которое теряется в виде тепла, уносимого стружкой.
Ввиду высокой температуры в поверхности контакта, развиваемой от трения диска и тонкого снимаемого слоя, большая часть стружки окисляется и непригодна для лереплавки.
Разрыв диска и вылет осколков при наличии высокой окружной скорости вращения диска создают большую опасность для работающих к цехе. Опасность травмирования создается еще тем, что полуоплавленная стружка разлетается поперек всего пролета, охватывая больщую площадь поражения.
Резка проката дисковыми пилами сопровождается пронзительным шумом, издаваемым режущим диском при трении с разрезаемым металлом.
Кроме того, резка прока1;а дисковыми -пилами создает также запыленность воздуха в цехе, в основном, от металлической пыли.
Для устранения этих недостатко для резания горячего проката предложено применение протяжки.
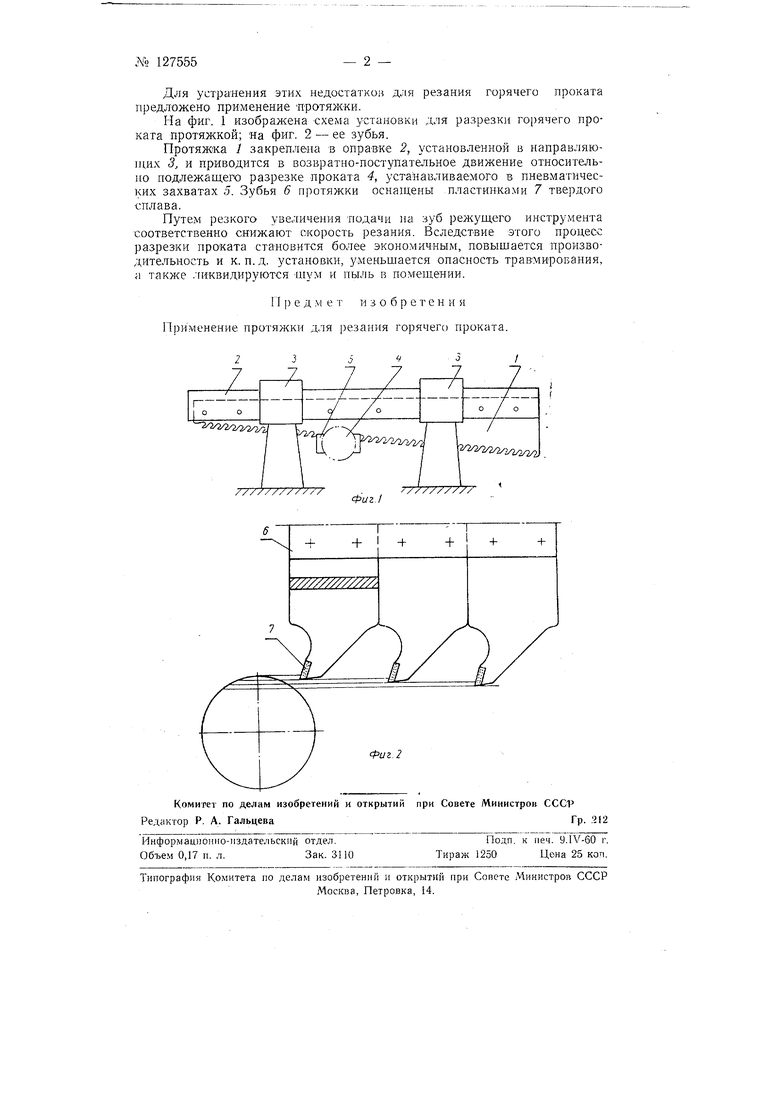
На фиг. 1 изображена -схема установки для разрезки горячего проката протяжкой; на фиг. 2 - ее зубья.
Протяжка / закреплена в оправке 2, установленной в направляющих 3, и приводится в возвратно-поступательное движение относительно подлежащего разрезке проката 4, устанавливаемого в пневматических захватах 5. Зубья 6 протяжки оснащены пластинками 7 твердого сплава.
Путем резкого увеличения тюдачи на зуб рел ущего инструмента соответственно снижают скорость резания. Вследствие этого процесс разрезки проката становится более экономичным, повышается производительность и к. п. д. установки, уменьщается опасность травмирования, а также ликвидируются щум и пыль в помещении.
Предмет изобретен и я Применение протяжки для резания горячего проката.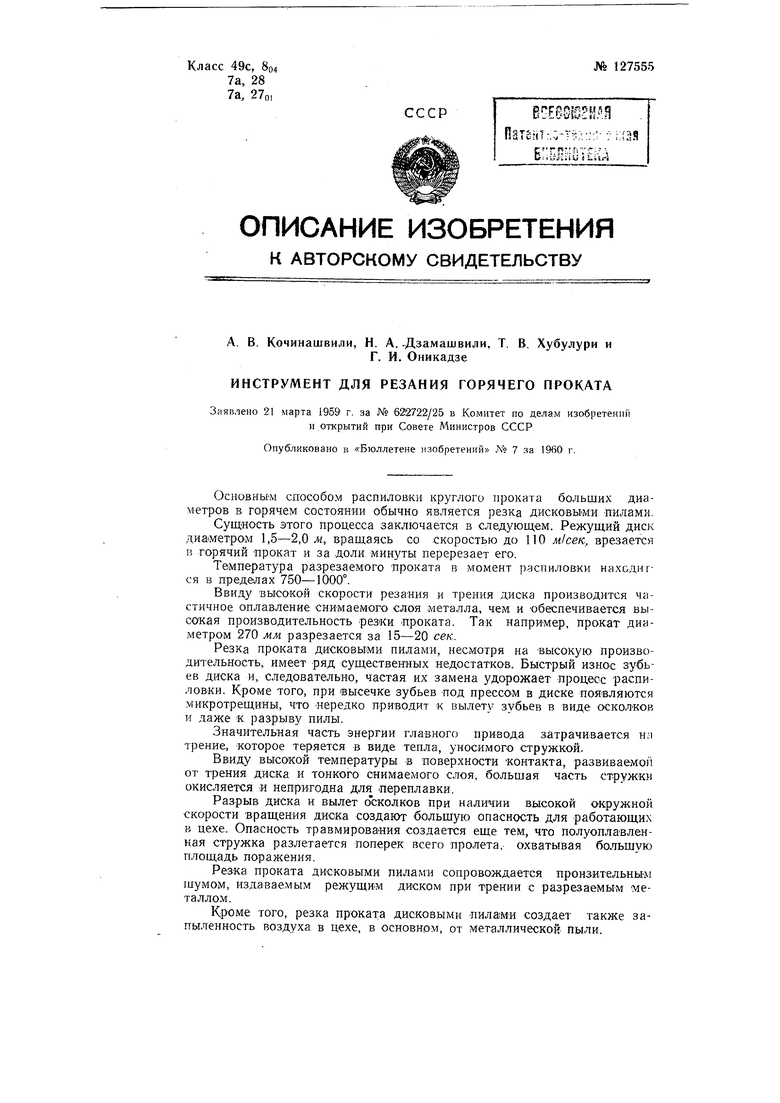
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ РЕЛЬСОВ ЛЕЗВИЙНОЙ ПИЛОЙ | 2002 |
|
RU2239685C2 |
| ПИЛА ДИСКОВАЯ | 2008 |
|
RU2377102C1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| ДИСКОВАЯ ПИЛА | 1998 |
|
RU2131336C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2003 |
|
RU2240899C1 |
| СПОСОБ РЕЗКИ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2007 |
|
RU2349430C2 |
| ДИСКОВАЯ ПИЛА ДЛЯ РЕЗКИ МЕТАЛЛОИЗДЕЛИЙ | 2005 |
|
RU2291034C2 |
| Способ резки дисковой пилой нагретых заготовок диаметром 200-400 мм из низколегированной стали | 2020 |
|
RU2749966C1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 200-400 мм из низкоуглеродистой стали | 2020 |
|
RU2750062C1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 180-300 мм из аустенитной хромоникелевой стали | 2020 |
|
RU2749976C1 |
