12 Изобретеяие относится к области производства изделий ия беп ониьгх смесей, армированных стекловолокном шти базальтопым волокном.
Цель изобретения -, повьппение качества изделий за счет пош-шчения степени равномерности распределения фибр.
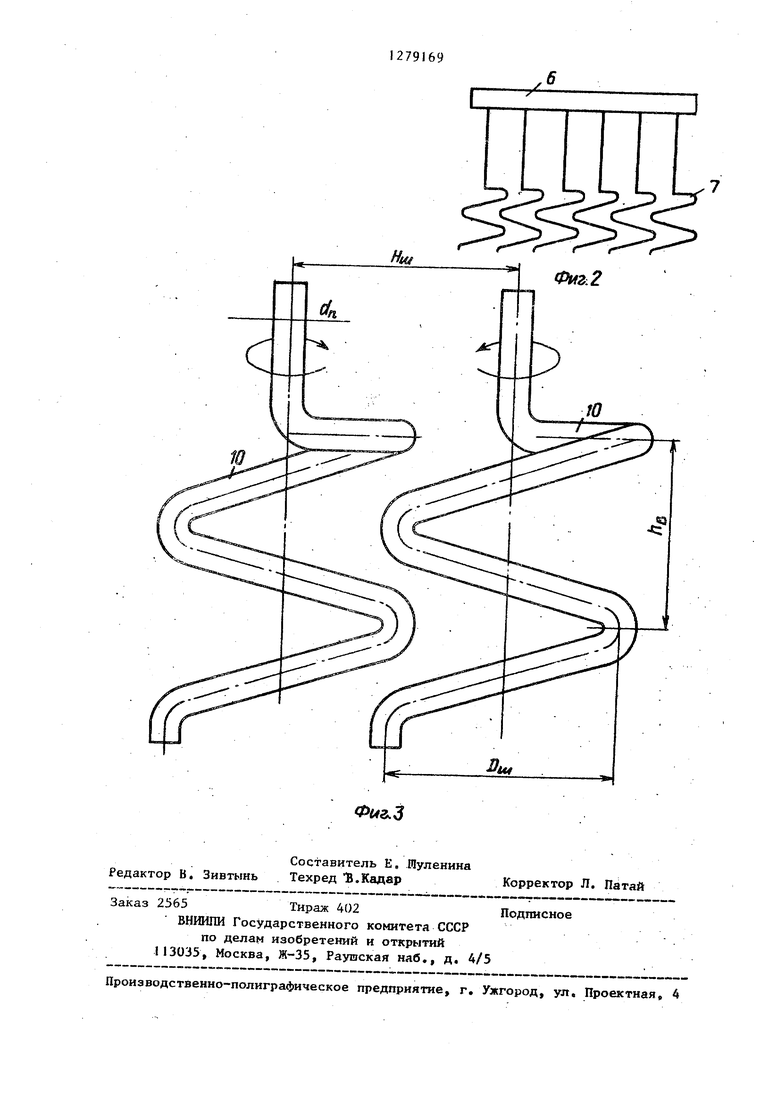
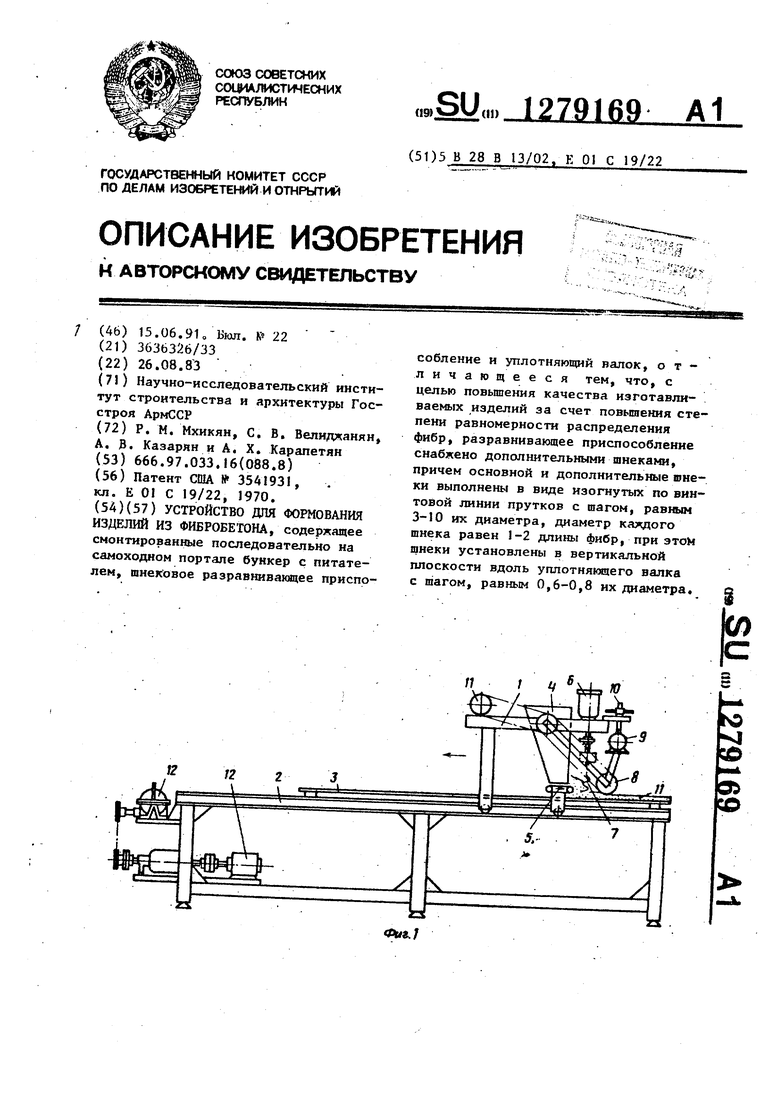
На фиг. 1 изображено устройство общий вид; на фиг, 2 - шнековое разравнивающее приспособление; на фиг.3- шнеки разравнивающего приспособления.
Устройство для формования изделий из фибробетона содержит самоходный портал I, перемещающийся по нап- равляю1 щм.2, на которых установле1 а LiJopMa 3. На портале последовательно смонтированы бункер 4 для фибробе- тонной смеси с питателем 5 под его выгрузочным окном, ганековое разрав- ни1заю чее приспособление 6, шнеки которого выполнены в виде изогнутых ПС винтовой линии прутков 7 с шагом, равным 3-10 их диаметра и установлены в вертикальной плоскости вдоль уплотняющего валка 8 с шагом, равным 0,6-0,8 их диаметра. Диаметр KajKдого шнека равен 1-2 длины фибр. Уплотняющий валок 8 связан с возбудителем колебаний 9 и при поморщи механизма 10 имеет возможность изме-- нять положение по.вертикали (регулировать толп1ину формуемого изделия). Вращение, уплотняющего валка 8 осуществляется от привода 1i, Привод самоходного портала 1 обозначен поз. 12.
Устройство для формования изделий из фибробетона работает следуюршм образом.
Самоходный портал 1 устанавливают в, исходное положение таким образом, чтобы передняя кромка бункера 4 находилась над передней стенкой фор- , мы 3, при этом бункер заполнен готовой фибробетонной смесью Е1ключают привод 12 передвижения самоходного портала 1, открывают затвор бункера и включают возбудитель, колебаний 9 „ Шнеки 7 разравнивающего приспособления, вращаясь, распределяют поступсоо щую из бункера 4 фибробетонную смесь тем самым равномерно распределяя
9169
фибру. Уплотняющий валок 8, перемещаясь по бортам формы 3, уплотняет и заглаживает формуемое изделие, которое затем передается на пост сушки.
5 Для получения изделий с декоративной фактурой используют валки с рифленой поверхностью или формуют изделие лицом вниз. В этом случае используют матрицы, которые в зави0 симости от архитектурного замысла
могут заполнять весь поддон или только ег о часть. Матрицы могут быть изготовлены из стали, пластмассы, резины, фермопласта. Для получения из 5 делий с криволинейной поверхностью используют к риволинейный. поддон.
Диаметр ганека D находится в прямой зависимости от длины фибры Р-,, т.е. при заданной длине фибры диа20 метр шнека должен быть равен или быть больще длины фибры ()).
Оптимальным является соотнощение D +2Ед,. Для обеспечения надежного заанкеривания волокон фибры между
35 собой и целостности дисперсного армирования одним из важных обстоятельств является взаиморасположение отдельных щнеков, Зксперименть: показали, что шаг щнеков H должен быть
30 меньще, чем диаметр шнека D, т.к. они входят один в другой, не касаясь друг друга. Шаг шнеков зависит от процента армирования (чем больше процент, тем меньше щнеки заходят
35 ДРУ - в друга, и наоборот). Одновременно щаг шнеков зависит и от длины волокон фибры„ Исходя из этих условия шаг щнека Н|(0,6+0,8) . Минимальный шаг витка Ь„ каждого шне17
40 ка определяется из условия обеспечения свободного входа и вращения одного щнека в другом и равен трем диаметрам прутка щкека, шаг витка зависит также от процента армирова 1 ,ния и при высоких процентах армирования (до 5-6%) шаг достигает до 10 диаметров прутка шнека. Таким образом, Df,. Таким образом, благодаря данной конструкции щнеков
д смесь заданной толщины равномерно укладывается без комкования стеклог. волокна и нарущения целостности ар- мировки, что приводит к повьппению качества изделий.
Составитель E, Шуленина Редактор В. Зивтынь Техред В.Кадар
Заказ 2565Тираж 402
ВНИИПИ Государственного кo штeтa СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская нлб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
0Waj
Корректор Л. Патай
Подписное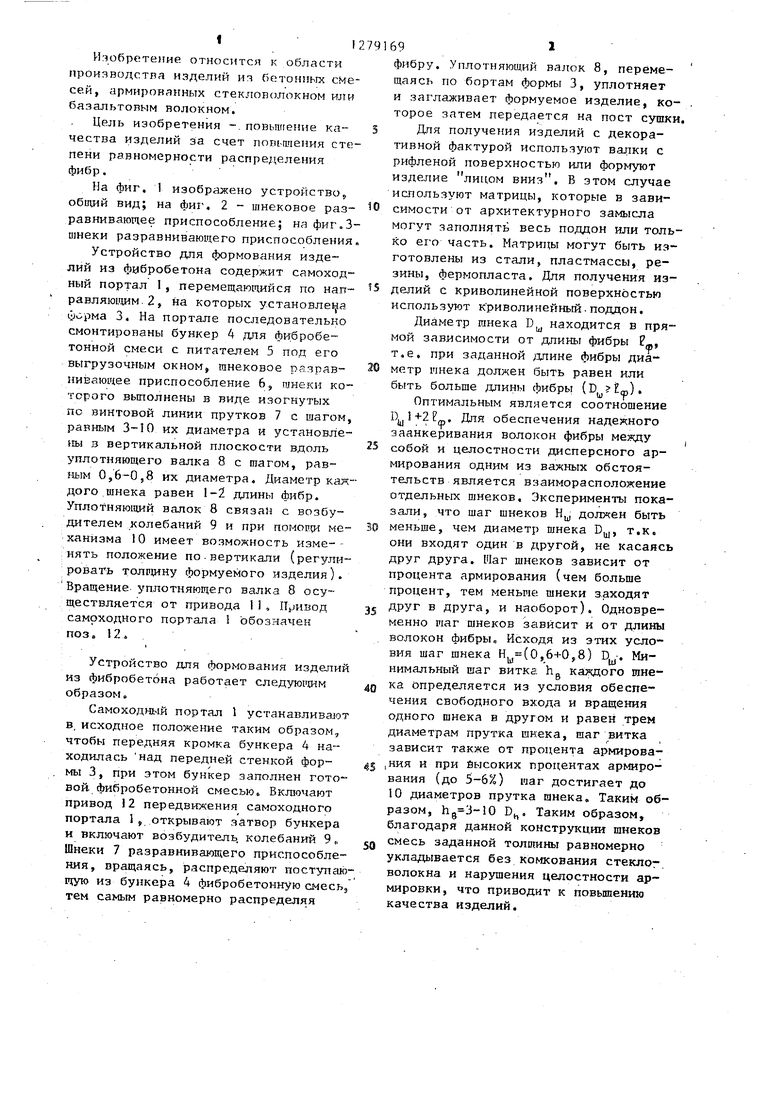
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования изделий из фибробетона | 1984 |
|
SU1350962A2 |
| Способ укладки и уплотнения фибробетонной смеси в опалубку и устройство для его осуществления | 1991 |
|
SU1838550A3 |
| Способ формования бетонных изделий | 1987 |
|
SU1497011A1 |
| ФИБРОБЕТОННАЯ СМЕСЬ | 2014 |
|
RU2575658C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ФИБРЫ (АРМАТУРНЫХ ЭЛЕМЕНТОВ) ИЗ ПОЛИМЕРНОЙ МАССЫ | 2012 |
|
RU2520113C1 |
| Способ изготовления дисперсно-армированных конструкций с отверстиями | 1989 |
|
SU1715604A1 |
| Бетоноукладчик | 1975 |
|
SU551174A1 |
| Устройство для укладки и уплотнения строительных смесей | 1981 |
|
SU992206A1 |
| БЕТОНОУКЛАДЧИК | 1996 |
|
RU2165848C2 |
| Способ изготовления дисперсно-армированных бетонных изделий | 1988 |
|
SU1618664A1 |
| Патент США 3541931, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
