Изобретение относится к устройствам для изготовления фибры (арматурных элементов) из полимерной массы, предназначенной для дисперсного армирования бетонов и строительных растворов при изготовлении строительных изделий, например плит, панелей и колон, при возведении зданий и сооружений, а также при строительстве покрытий, например дорог и аэродромов из фибробетона или фиброасфальтобетона.
Из уровня техники известна наиболее близкая к заявляемому техническому решению по назначению, количеству общих признаков и достигаемому техническому результату технологическая линия для изготовления фибры (арматурных элементов) из полимерной массы, включающая расположенные по ходу технологического процесса экструдер, экструзионную головку для формования нити из полимерной массы, имеющей заданную форму поперечного сечения, ванну охлаждения нити с охлаждающей жидкостью, тянущую клеть, содержащую, по меньшей мере, один верхний валок и один нижний валок с S-образной заправкой нити между ними, камеру термической пластификации нити, основную натяжную клеть, содержащую, по меньшей мере, один верхний валок и один нижний валок с S-образной заправкой нити между ними, зону основной вытяжки нити, образованную между упомянутыми тянущей клетью и основной натяжной клетью, гофрирующее устройство и режущий механизм для резки нити на мерные отрезки - фибру (арматурные элементы) [«Линия по производству фибры из пластических масс» RU 2415975 (С1) (Пшеничников С.А., RU; Макаров Н.В., RU); D01D 5/08; D01D 5/098; 10.04.2011; наиболее близкий аналог - прототип] [1].
Недостатком известной линии [1] является то, что она включает неоптимальный состав технологического оборудования, в результате чего фибра (арматурные элементы, изготавливаемые в ней из полимерной массы), не обладает высокими прочностными характеристиками, что существенно снижает ее качество.
Объясняется это тем, что в зоне основной вытяжки нити, образованной между тянущей клетью и основной натяжной клетью, не достигается максимальная вытяжка нити, что не позволяет получить нить с низким разрывным удлинением.
При армировании бетонов и строительных растворов этот фактор не позволяет получить высокие физико-механические свойства бетонов и изготовленных из них строительных изделий.
В связи с тем, что тянущая клеть, камера термической пластификации и основная натяжная клеть, образующие зону основной вытяжки, не имеют средств нагрева, в результате горячая нить, соприкасаясь с холодной атмосферой и холодными валками тянущей клети и основной натяжной клети, быстро охлаждается, что снижает кратность вытяжки и прочность нити.
Кроме того, после ванны охлаждения на нити остаются остатки влаги, которые попадают вместе с нитью в камеру термической пластификации, что снижает эффективность процесса пластификации полимерной массы нити.
В основу изобретения поставлена задача, путем включения в состав технологической линии для изготовления фибры (арматурных элементов) из полимерной массы дополнительного оборудования, обеспечить по ходу технологического процесса удаление влаги с нити после ванны охлаждения, сформировать зону дополнительной вытяжки нити и обеспечить нагрев тянущей клети, камеры термической пластификации и основной натяжной клети, что улучшит режим термической пластификации и увеличит кратность вытяжки нити.
Технический результат, который достигается при решении поставленной задачи и использовании усовершенствованной технологической линии для изготовления фибры (арматурных элементов) из полимерной массы, состоит в повышении прочности и качества изготавливаемой фибры.
Поставленная задача решается, а технический результат достигается тем, что технологическая линия для изготовления фибры (арматурных элементов) из полимерной массы, включающая расположенные по ходу технологического процесса экструдер, экструзионную головку для формования нити из полимерной массы, имеющей заданную форму поперечного сечения, ванну охлаждения нити с охлаждающей жидкостью, тянущую клеть, содержащую, по меньшей мере, один верхний валок и один нижний валок с S-образной заправкой нити между ними, камеру термической пластификации нити, основную натяжную клеть, содержащую, по меньшей мере, один верхний валок и один нижний валок с S-образной заправкой нити между ними, зону основной вытяжки нити, образованную между упомянутыми тянущей клетью и основной натяжной клетью, гофрирующее устройство и режущий механизм для резки нити на мерные отрезки - фибру (арматурные элементы), согласно изобретению включает дополнительную натяжную клеть, содержащую, по меньшей мере, один верхний валок и один нижний валок с S-образной заправкой нити между ними, установленную после основной натяжной клети, зону дополнительной вытяжки нити, образованную между упомянутыми основной натяжной клетью и дополнительной натяжной клетью, нагреватели для обогрева тянущей клети, нагреватели для обогрева камеры термической пластификации, нагреватели для обогрева основной натяжной клети, а также вентиляторы с выпускными насадками для удаления остатков влаги с нити, установленные в зоне между тянущей клетью и камерой термической пластификации.
За счет того, что линия включает дополнительную натяжную клеть, содержащую, по меньшей мере, один верхний валок и один нижний валок с S-образной заправкой нити между ними, установленную после основной натяжной клети, и зону дополнительной вытяжки нити, образованную между упомянутыми основной натяжной клетью и дополнительной натяжной клетью, достигается возможность осуществления максимальной вытяжки полимерной нити, что позволяет получить нить с низким разрывным удлинением.
Объясняется это тем, что формирование зоны основной и дополнительной вытяжки нити позволяет существенно улучшить качественные показатели получаемой фибры.
При этом двухстадийная вытяжка с термической пластификацией создает условия для высокой ориентационной вытяжки свежесформованной фибры.
Это позволяет получить высокопрочную фибру с низким разрывным удлинением (менее 15%), что приближает ее по физико-механическим свойствам к бетонам и строительным растворам после затвердевания, и в результате бетонные изделия кроме сжатия работают и на растяжение, и на изгиб (прочностные характеристики на растяжение и изгиб бетонов возрастают на 25-30%).
В связи с тем, что линия включает нагреватели для обогрева тянущей клети, нагреватели для обогрева камеры термической пластификации и нагреватели для обогрева основной натяжной клети, в результате горячая нить, соприкасаясь с прогретой атмосферой и подогретыми валками тянущей клети и основной натяжной клети, медленно охлаждается и сохраняет высокую подвижность макромолекул полимера, что позволяет повысить кратность вытяжки и прочность нити.
Включение в состав линии вентиляторов с выпускными насадками для удаления остатков влаги с нити, установленных в зоне между тянущей клетью и камерой термической пластификации, позволяет убрать (сдуть или засосать) остатки влаги с нити.
Это обеспечит более равномерный прогрев нити в камере термической пластификации и позволяет проводить более равномерно и качественно процесс вытяжки нити, что повышает прочность нити, формуемой из полимерной массы.
В дальнейшем изобретение поясняется примером его осуществления со ссылкой на прилагаемый чертеж, на котором изображена предлагаемая технологическая линия для изготовления фибры (арматурных элементов) из полимерной массы.
Технологическая линия для изготовления фибры (арматурных элементов) из полимерной массы включает расположенное по ходу технологического процесса следующее основное оборудование.
Экструдер 1 и экструзионную головку 2 для формования нити 3 из полимерной массы, имеющей заданную форму поперечного сечения.
Ванну 4 охлаждения нити 3 с охлаждающей жидкостью.
Тянущую клеть 5, содержащую, по меньшей мере, один верхний валок 6 и один нижний валок 7 с S-образной заправкой нити 3 между ними.
Камеру 8 термической пластификации нити 3, основную натяжную клеть 9, содержащую, по меньшей мере, один верхний валок 10 и один нижний валок 11 с S-образной заправкой нити 3 между ними.
Зону 12 основной вытяжки нити 3, образованную между упомянутыми тянущей клетью 5 и основной натяжной клетью 9.
Гофрирующее устройство 13 и режущий механизм 14 для резки нити 3 на мерные отрезки - фибру (арматурные элементы).
Особенностью технологической линии для изготовления фибры (арматурных элементов) из полимерной массы является то, что она включает следующее дополнительное оборудование.
Дополнительную натяжную клеть 15, содержащую, по меньшей мере, один верхний валок 16 и один нижний валок 17 с S-образной заправкой нити 3 между ними, установленную после основной натяжной клети 9.
Зону 18 дополнительной вытяжки нити 3, образованную между основной натяжной клетью 9 и дополнительной натяжной клетью 15.
Нагреватели 19 для обогрева тянущей клети 5.
Нагреватели 20 для обогрева камеры 8 термической пластификации.
Нагреватели 21 для обогрева основной натяжной клети 9.
Вентиляторы 22 с выпускными насадками 23 для удаления остатков влаги с нити 3, установленные в зоне между тянущей клетью 5 и камерой 8 термической пластификации.
Технологическая линия для изготовления фибры (арматурных элементов) из полимерной массы работает следующим образом.
Полимер с заданными свойствами засыпается в бункер экструдера 1 установки, который предварительно прогревают и подготавливают к работе.
В экструдере 1 происходит расплавление, гомогенизация и транспортировка расплава полимера к экструзионной головке 2.
Струйки полимерной массы при температуре порядка 180-260°С продавливаются через отверстия экструзионной головки 2 и в виде струек поступают в ванну 4 охлаждения, заполненную охлаждающей жидкостью с температурой 20-50°С, преимущественно водой, где происходит отверждение свежесформованных струек полимерной массы.
Отвердевшие струйки полимерной массы в виде нитей 3 поступают в тянущую клеть 5, содержащую, по меньшей мере, один верхний валок 6 и один нижний валок 7 с S-образной заправкой нити 3 между ними, и далее поступают в камеру 8 термической пластификации.
Верхние 6 и нижние 7 валки (6, 7) тянущей клети 5 обогревают нагревателем 19.
При этом вентиляторы 22 с выпускными насадками 23 для удаления остатков влаги с нити 3, установленные в зоне между тянущей клетью 5 и камерой 8 термической пластификации, удаляют остатки влаги, которая препятствует равномерному прогреву нити 3 в камере 8 термической пластификации и равномерной вытяжке, которая происходит в зоне 12 основной вытяжки между тянущей клетью 5 и основной натяжной клетью 9.
Необходимая температура порядка 80-120°С в камере 8 термической пластификации создается и поддерживается нагревателем 20.
Кратность вытяжки нити 3 в зоне 12 основной вытяжки составляет n1=3-9.
Верхние 10 и нижние 11 валки (10, 11) основной натяжной клети 9 обогреваются нагревателями 21.
После основной натяжной клети 9 нить 3 поступает в дополнительную натяжную клеть 15, содержащую, по меньшей мере, один верхний валок 16 и один нижний валок 17 с S-образной заправкой нити 3 между ними.
В зоне 18 дополнительной вытяжки нити 3, образованной между упомянутыми основной натяжной клетью 9 и дополнительной натяжной клетью 15, происходит дополнительная вытяжка нити 3, а кратность вытяжки нити 3 в этой зоне составляет n2=1,1-1,8.
S-образная заправка нити 3 между верхними валками 6, 10, 16 и нижними валками 7, 11, 17 в тянущей клети 5, основной натяжной клети 9 и дополнительной натяжной клети 15 необходима для уменьшения проскальзывания нити 3 и создания усилий для ее вытяжки.
При этом двухстадийная вытяжка с термической пластификацией создает условия для высокой ориентационной вытяжки свежесформованной нити 3.
Это позволяет получить высокопрочную фибру с низким разрывным удлинением (менее 15%), что приближает ее по физико-механическим свойствам к бетонам и строительным растворам после затвердевания, и в результате бетонные изделия кроме сжатия работают и на растяжение, и на изгиб (прочностные характеристики на растяжение и изгиб бетонов возрастают на 25-30%).
После дополнительной натяжной клети 15 нить 3 поступает в гофрирующее устройство 13, а затем в режущий механизм 14, где происходит резка гофрированной нити 3 на отрезки заданной длины.
Опытным путем установлено, что за счет включения в состав технологической линии для изготовления фибры (арматурных элементов) из полимерной массы дополнительного оборудования обеспечивается по ходу технологического процесса удаление влаги с нити 3 после ванны 4 охлаждения, формирование зоны 18 дополнительной вытяжки нити и обеспечение нагрева тянущей клети 5, камеры 8 термической пластификации и основной натяжной клети 9, что улучшает режим термической пластификации и увеличивает общую кратность вытяжки нити до n3=4,1-10,8.
Это обеспечивает повышение прочности и качества изготавливаемой фибры (арматурных элементов).
Кроме того, объединение в одной технологической линии для изготовления фибры (арматурных элементов) из полимерной массы одновременно оборудования для формования, вытяжки, гофрирования и резки нити дополнительно позволяет в несколько раз повысить производительность, снизить отходы производства, повысить компактность производства.
Приведенные сведения подтверждают промышленную применимость предлагаемой технологической линии для изготовления фибры (арматурных элементов) из полимерной массы, которая может найти широкое применение при строительстве покрытий, например дорог и аэродромов из фибробетона или фиброасфальтобетона для дисперсного армирования бетонов и строительных растворов при изготовлении строительных изделий, например плит, панелей и колон, при возведении зданий и сооружений.
Перечень обозначений
1) экструдер
2) экструзионная головка
3) нить (полимерной массы)
4) ванна
5) тянущая клеть
6) верхний валок тянущей клети
7) нижний валок тянущей клети
8) камера термической пластификации
9) основная натяжная клеть
10) верхний валок основной натяжной клети
11) нижний валок основной натяжной клети
12) зона основной вытяжки нити
13) гофрирующее устройство
14) режущий механизм
15) дополнительная натяжная клеть
16) верхний валок дополнительной натяжной клети
17) нижний валок дополнительной натяжной клети
18) зона дополнительной вытяжки нити
19) нагреватель
20) нагреватель
21) нагреватель
22) вентилятор
23) насадка
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ФИБРЫ ИЗ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2415975C1 |
| ВОРС ДЛЯ МЕТЛЫ, ЛИНИЯ ПО ЕГО ПРОИЗВОДСТВУ И УЗЕЛ ВТОРОЙ ПРОТЯЖКИ НИТИ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЛИНИИ ПО ПРОИЗВОДСТВУ ВОРСА ДЛЯ МЕТЛЫ | 2009 |
|
RU2411891C1 |
| Стан для производства электросварных труб | 1988 |
|
SU1622052A1 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКИХ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1996 |
|
RU2116890C1 |
| КОМПОЗИТНАЯ АРМАТУРА И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕЕ ПРОИЗВОДСТВА | 2012 |
|
RU2522641C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2458214C2 |
| УСТРОЙСТВО ПОДКРУТКИ НИТЕЙ РОВИНГА НЕСУЩЕГО СТЕРЖНЯ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ ПОДКРУТКИ | 2013 |
|
RU2531711C2 |
| Устройство для натяжения и дрессировки полосы | 1985 |
|
SU1405916A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2389853C1 |
Изобретение относится к устройствам для изготовления фибры из полимерной массы, предназначенной для дисперсного армирования бетонов и строительных растворов при изготовлении строительных изделий. Технологическая линия для изготовления фибры из полимерной массы включает расположенные по ходу технологического процесса экструдер, экструзионную головку для формования нити из полимерной массы, имеющей заданную форму поперечного сечения, ванну охлаждения нити с охлаждающей жидкостью, тянущую клеть, содержащую, по меньшей мере, один верхний и один нижний валки с S-образной заправкой нити, камеру термической пластификации, основную натяжную клеть, содержащую, по меньшей мере, один верхний и один нижний валки с S-образной заправкой нити между ними, зону основной вытяжки нити, гофрирующее устройство и режущий механизм для резки нити на мерные отрезки - фибру. Линия включает дополнительную натяжную клеть, содержащую, по меньшей мере, один верхний валок и один нижний валок с S-образной заправкой нити между ними, установленную после основной натяжной клети, зону дополнительной вытяжки нити, образованную между основной натяжной клетью и дополнительной натяжной клетью, нагреватели для обогрева тянущей клети, нагреватели для обогрева камеры термической пластификации, нагреватели для обогрева основной натяжной клети, а также вентиляторы с выпускными насадками для удаления остатков влаги с нити, установленные в зоне между тянущей клетью и камерой термической пластификации. Технический результат: повышение прочности и качества изготавливаемой фибры. 1 ил.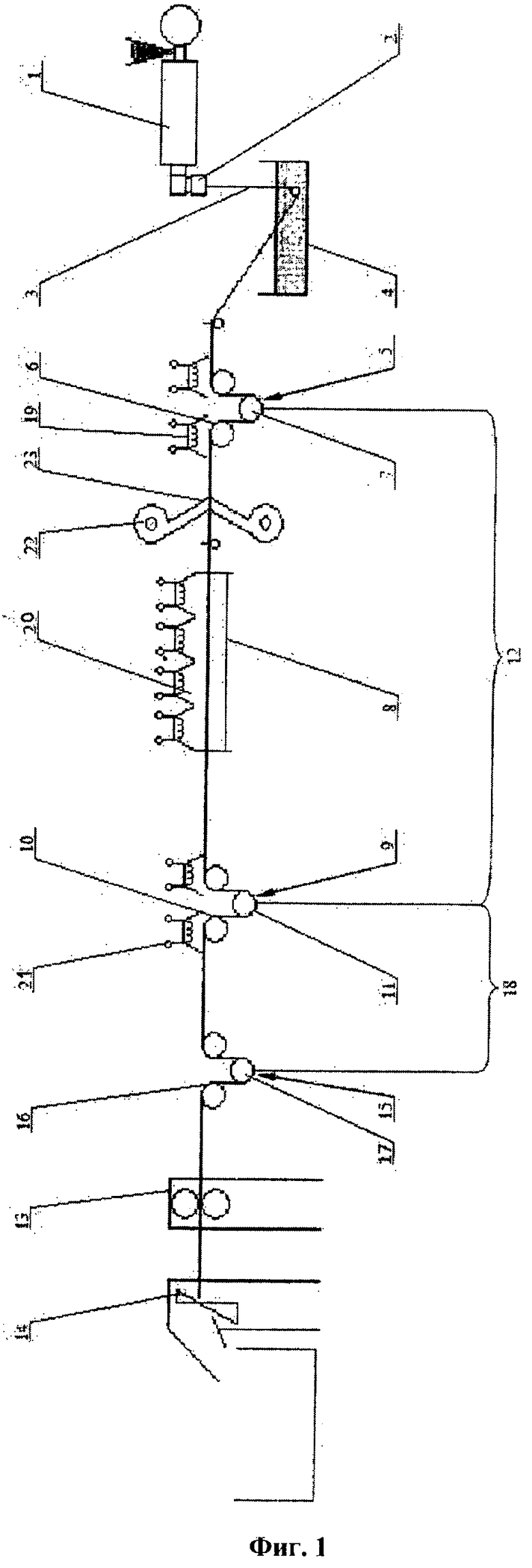
Технологическая линия для изготовления фибры (арматурных элементов) из полимерной массы, включающая расположенные по ходу технологического процесса экструдер (1), экструзионную головку (2) для формования нити (3) из полимерной массы, имеющей заданную форму поперечного сечения, ванну (4) охлаждения нити (3) с охлаждающей жидкостью, тянущую клеть (5), содержащую, по меньшей мере, один верхний валок (6) и один нижний валок (7) с S-образной заправкой нити (3) между ними, камеру (8) термической пластификации нити (3), основную натяжную клеть (9), содержащую, по меньшей мере, один верхний валок (10) и один нижний валок (11) с S-образной заправкой нити (3) между ними, зону (12) основной вытяжки нити (3), образованную между упомянутыми тянущей клетью (5) и основной натяжной клетью (9), гофрирующее устройство (13) и режущий механизм (14) для резки нити (3) на мерные отрезки - фибру (арматурные элементы), отличающаяся тем, что она включает дополнительную натяжную клеть (15), содержащую, по меньшей мере, один верхний валок (16) и один нижний валок (17) с S-образной заправкой нити (3) между ними, установленную после основной натяжной клети (9), зону (18) дополнительной вытяжки нити (3), образованную между упомянутыми основной натяжной клетью (9) и дополнительной натяжной клетью (15), нагреватели (19) для обогрева тянущей клети (5), нагреватели (20) для обогрева камеры (8) термической пластификации, нагреватели (21) для обогрева основной натяжной клети (9), а также вентиляторы (22) с выпускными насадками (23) для удаления остатков влаги с нити (3), установленные в зоне между тянущей клетью (5) и камерой (8) термической пластификации.
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ФИБРЫ ИЗ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2415975C1 |
| СПОСОБ КОНТРОЛЯ ЗАБОЙНЫХ ПАРАМЕТРОВ СКВАЖИНЫ | 2005 |
|
RU2289690C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ПОЛИПРОПИЛЕНОВЫХ ВОЛОКОН | 2003 |
|
RU2318085C2 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

