Изобретение относится к неразру- шающему контролю качества структуры материала изделий, а именно лопаток газовых турбин из сплавов на никелевой основе для выявления в материа- ле лопаток тодологичвски плотноупа- кованньк фаз (типаСУ), и может найти, применение в турбостроении.
Целью изобретения является повышение точности контроля и расширения эксплуатационных возможностей.
На чертеже представлено устройство, реализующее способ электромагнитного контроля качества структуры материала изделий.
Устройство содержит механизм 1 для перемещения -контролируемых изделий 2 (например лопаток), установленные пос ледовательно вдоль линии перемещения изделий 2,первый блок 3 намагничивания, первый измеритель 4 величины поля остаточной намагниченности, первый блок 5 охлаждения, второй блок 6 намагничивания, второй измеритель 7 величины поля остаточной намагниченности, расположенные в зоне действия блока 5. охлаждения, второй блок 8 охлаждения, третий блок 9 намагничивания, третий измеритель 10 величины поля . остаточной намагниченности, расположенные в зоне действия блока 8 охлаждения, первый сумматор 11, к входам которого подключены выходы второго измерителя 7 и первого изме- рителя 4 величины поля остаточной намагниченности, второй сумматор 12, к входам которого подключены вы- .ходы третьего измерителя 10 и первого измерителя 4 величины поля оста- точной намагниченности, делитель 13, к входам которого подключены выходы обоих сгумматоров 11 и 12, и последовательно соединенные блок 14 управления сортировкой и сортирующий узел 15. Вход блока 14 управления сортировкой подключен к выходу делителя 13.
Способ с помощью устройства осуществляется следующим образом.
Контролируемое изделие (лопатка) 2 перемещается механизмом 1 вначале через блок 3 намагничивания, на выходе из которого величина поля остаточной намагниченности, характери- зующая степень ркисления материала Лопатки, способного образовывать магнитные окислы, а также характеризующая наличие посторонних ферромаг
нитных частиц во внутренних полостях лопаток, которые могут попасть туда при изготовлении лопаток при их работе на двигателе с потоком охлаждающего воздуха, фиксируется измерителем 4 поля и подается на входы сумматоров 11 и 12.
Затем изделие поступает в блок 5, где охлалщается .до криогенной температуры, меньшей температуры Кюри, -вы являемой б -фазы, после чего намагничивается блоком 6 намагничивания, на выходе из которого величина поля остаточной намагниченности, характеризующая суммарное увеличение намагниченности за счет перехода 6 - фазы в ферромагнитное состояние и за счет уменьшения теплового движения атомов (ионов кристаллической решетки) ферромагнитных составляющих изделия при охлаждении, фиксируется измерителем 7 и подается на второй вход сумматора 1I. Далее изделие 2 поступает в блок 8 охлаждения, где температура охлаждения достигает температуры Кюри, выявляемой 6-фазы, после чего намагничивается блоком 9 намагничивания, на выходе из которого величина поля остаточной намагниченности, характеризующая кроме магнитного состояния неохлажденного изделия, увеличение намагниченности магнитных составляющих изделия типа окислов и других ферромагнитных частиц из-за уменьшения теплового движения атомов (ионов .кристаллической решетки) при охлаждении, фиксируется измерителем 10 и подается на второй вход сумматора 12. С выходов сумматоров 11 и 12 сигналы, пропорциональные разности измеренных величин, подаются на вход делителя 13.
Сортировка изделий осуществляется за счет подачи на вход блока 14 Управления сортировкой сигнала, пропорционального величине отношения
Sjfi.z2d
в.-в,
е - величина поля остаточной намагниченности изделия при температуре Кюри, выявляемой 5 - фазы (фиксируется измерителем 10); величина поля остаточной намагниченности изделия при криогенной температут ре, меньшей температуры
ло
В. в. ..31280509
Кюри, выявляемой ff -фазы (фиксируется измерителем
7);
величина поля остаточной f
намагниченности изделия
при комнатной температуре. С выхода делителя 13 сигнал, проорциональный отношению сигналов а выходе, подается на вход блока 14, который управляет работой сорти- ующего узла J5. Годные лопатки - е, у которых отношение разности
fO
но чи и ка о с пр уп до ме вы из то те
величин поля остаточной индукции, фиксируемых измерителями 4 и 10, к
разности величин поля остаточной ин- 15 величин поля остаточной намагничендукции, фиксируемых измерителями 4 и 7, близко к единице (т.е. лопатки, в структуре материала которых б -фаза отсутствует или ее содержится допустимое количество) поступают в тару
ности после изменения температуры изделия до точки Кюри и до охлаждения, а качество структуры материала
годных (не показана).При
прохождении негодного изделия на выходе делителя 13 формируется сиг- кал, величина которого меньше установленного в блоке 14 управления уровня, равного границе разбраков- ки изделий, благодаря чему на выходе блока 14 управления возникает сигнал, от которого сортирующий узел 15 направляет лопатку в тару ньпс (не показана) .
определяют по отношению полученной 20 разности к разности величин- поля остаточной намагниченности, полученной при первом измерении.
2. Устройство для электромагнитного контроля качества структуры ма- 25 териала изделий, содержащее механизм перемещения контролируемых изделий, установленных последовательно вдоль линии перемещения изделия, блок намагничивания, первый измери- негод- 30 тель величины поля остаточной намагниченности, блок охлаждения, второй, блок намагничивания и второй измеритель поля остаточной намагниченности, расположенные в зоне действия
Изобретение позволяет производить электромагнитный контроль для выявления топологически плотноупакованных фаз (типа б) в структуре материа-35 блока охлаждения, сумматор, входом ла значительна окисленных лопаток с подключенный к первому и второму наличием во внутренних полостях измерителю величины поля остаточной посторонних ферромагнитных частиц. намагниченности, и последовательно Своевременное выявление наличия соединенные блок управления сорти- - фаз в структуре материала лопаток 40 ровкой и сортирующий узел, отличающееся, тем, что, с : целью повышения точности контроля, оно снабжено вторым блоком охлаждения, размещенным- за первым блоком 45 охлаждения, третьим блоком намагничивания и третьим измерителем поля остаточной намагниченности, расположенными в зоне действия второго бло-г ка охлаждения, делителем, включен- 50 ным между сумматором и блоком управления сортировкой, вторым сумматором, к входам которого подключены выходы третьего и первого измерителей остаточной намагниченности, а
за счет обеспечения возможности сплошного нера рушающего электромагнитного контроля лопаток в процессе производства и при ремонте позволит исключить установку лопаток на из- . делие с пониженными прочностными и
пластическими характеристиками. I
Формула изобретения
1. Способ электромагнитного контроля качества структуры материала изделий, заключающийся в том, что контролируемое изделие охлаждают, намагничивают его, измеряют величину поля 55 выход второго сумматора подключен остаточной намагниченности в охлажден- к второму входу делителя,
.ВНИИПИ Заказ 7061/49Тираж 778 Подписное
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
ном состоянии, измеряют разность величин поля остаточной намагниченности и учитывают разность при определении качества структуры материала изделий, отличающийся тем, что, с целью повьшения точности контроля при выявлении топологически плотно- упакованных фаз типа б, с помощью дополнительной камеры охлаждения меняют температуру до точки Кюри выявляемой -фазы, намагничивают изделие, измеряют величину поля остаточной намагниченности при указанной температуре и определяют разность
ности после изменения температуры изделия до точки Кюри и до охлаждения, а качество структуры материала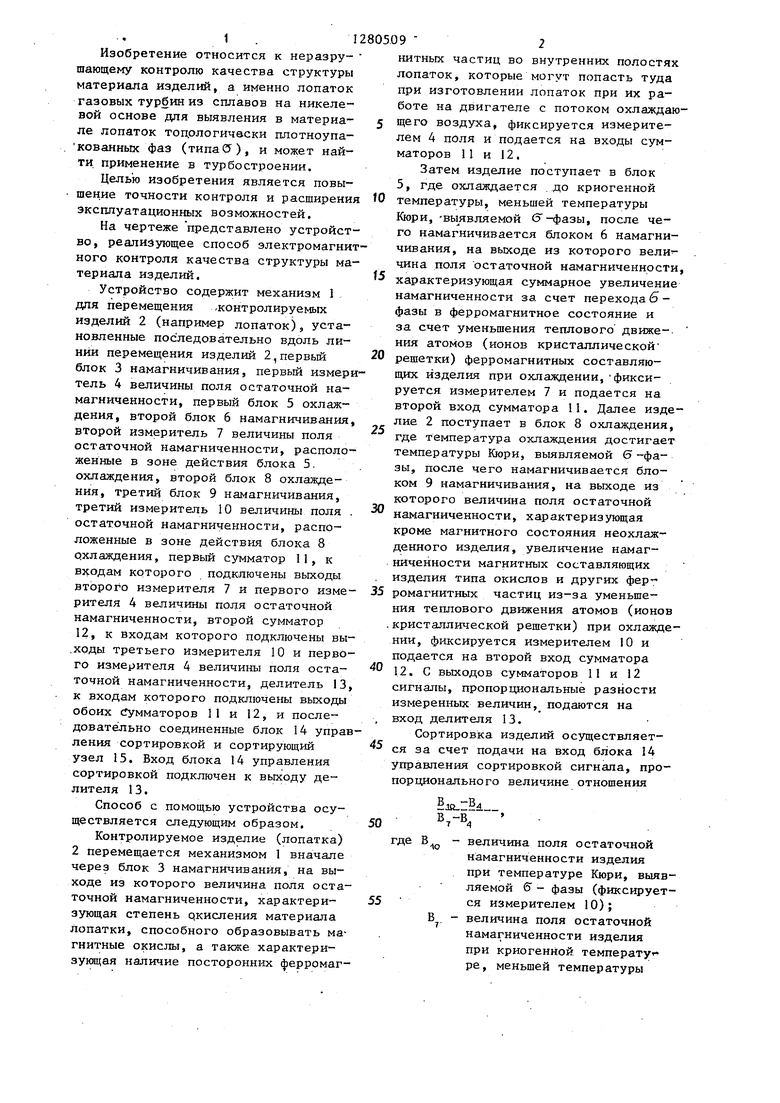
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электромагнитного контроля качества структуры материала изделий и устройство для его осуществления | 1984 |
|
SU1170338A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УПРУГИХ НАПРЯЖЕНИЙ В ФЕРРИТОВЫХ ИЗДЕЛИЯХ | 2000 |
|
RU2184371C2 |
| Способ контроля физико-механических свойств ферромагнитных изделий и устройство для его осуществления | 1987 |
|
SU1585737A1 |
| Способ контроля физико-механических свойств ферромагнитных изделий и устройство для его осуществления | 1987 |
|
SU1642363A1 |
| Устройство для электромагнитного контроля механических свойств движущихся ферромагнитных изделий | 1986 |
|
SU1396035A2 |
| Способ определения точки Кюри дисперсной ферромагнитной фазы в гетерогенном ферромагнитном материале | 1985 |
|
SU1267310A1 |
| Способ контроля физико-механических параметров ферромагнитных изделий | 1981 |
|
SU979981A2 |
| Устройство для сортировки ферромагнитных изделий | 1986 |
|
SU1509133A1 |
| Устройство для контроля механических свойств изделий | 1979 |
|
SU989449A1 |
| Устройство для измерения параметровфЕРРОМАгНиТНыХ МАТЕРиАлОВ | 1979 |
|
SU822099A1 |
Изобретение относится к неразрушающему контролю качества структуры материала изделий, а именно лопаток газовых турбин из сплавов на никелевой основе. Целью изобретения является повышение точности контроля. Для этого изделие с помощью второго блока 8 охлаждения охлаждают до температуры Кюри выявляемой фазы, намагничивают изделие при этой температуре с помощью третьего блока 9 намагничивания и измеряют величину поля остаточной намагниченности. С помощью сумматоров II, 12 определяют разности величин поля остаточной намагниченности после и до охлаждения до криогенных температур и после и до охлаждения до температуры Кюри. Качество структуры изделия определяют по отношению указанных разностей. 2 с.п. ф-лы, 1 ил. I (Л С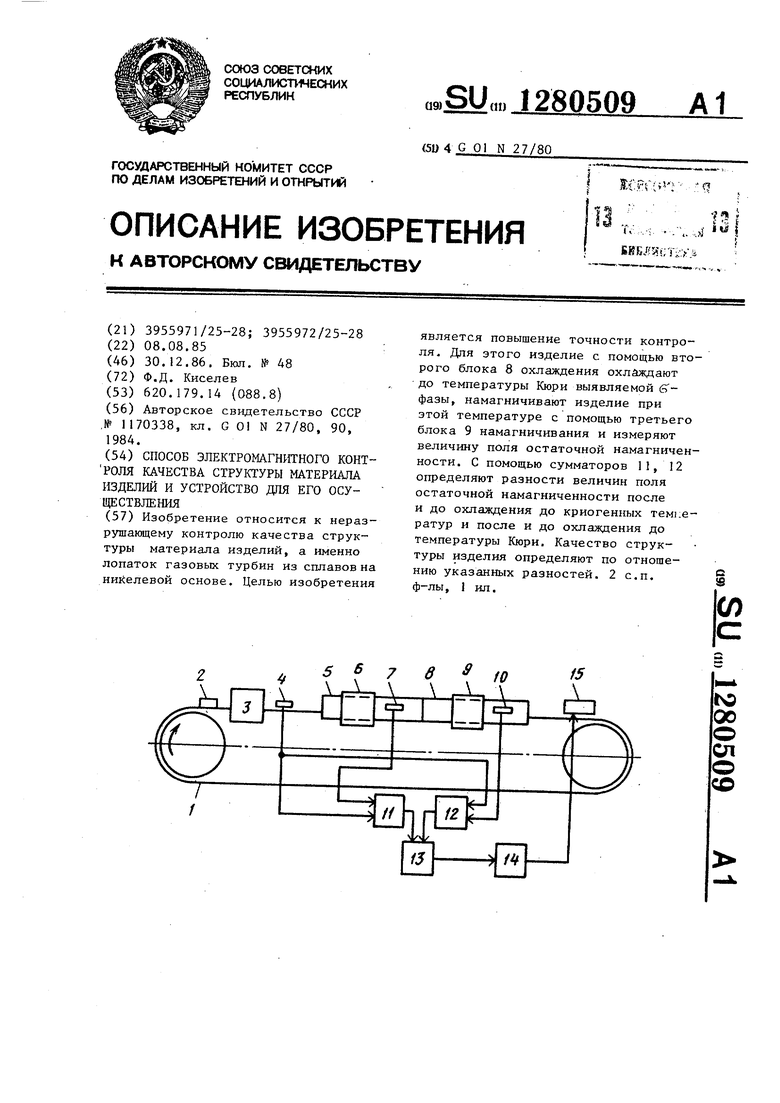
| Авторское свидетельство СССР ,№ 1170338, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
