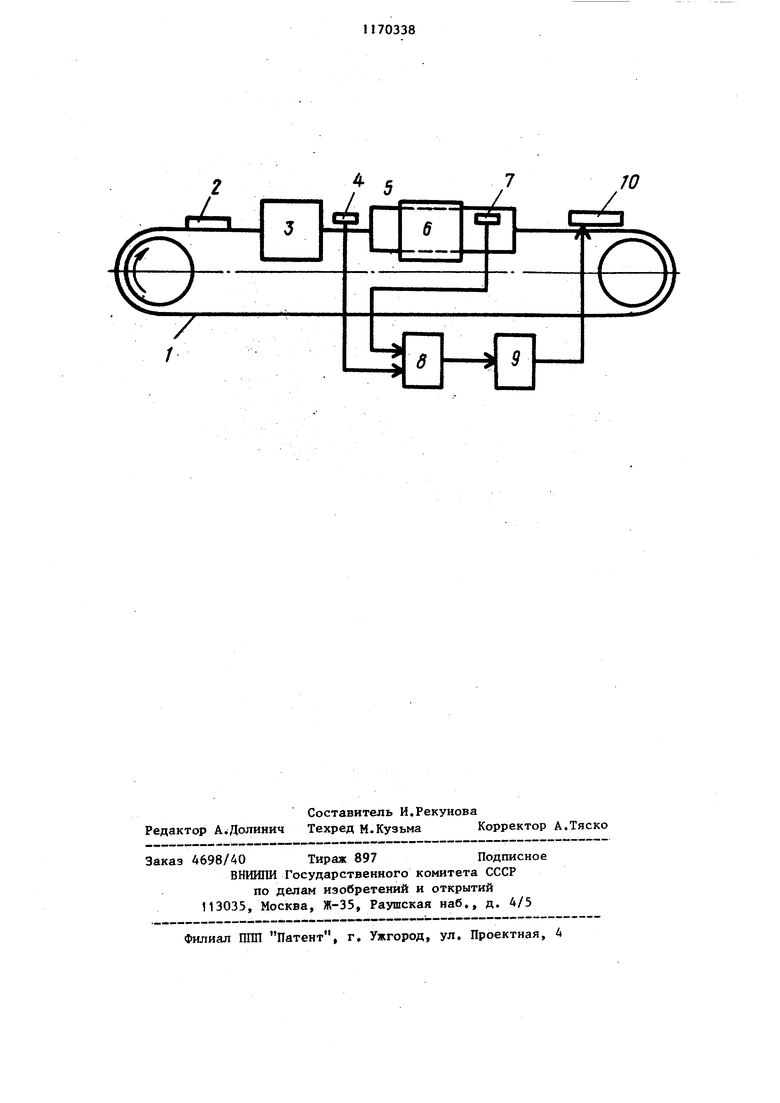
1Вобретение относится к неразрушагощему контролю качества структуры материала и предназначено для контроля лопаток газовых турбин, из готовленных, например, из сплавов на никелевой основе, для выявления в -материале лопаток топологически плотноупакованных фаз (типа 6), выделение которых может произойти в процессе изготовления лопаток при их термической обработке, а также в эксплуатации и ухудшает прочностные и пластические характеристики сплава. Известен способ контроля качеств структуры жаропрочных материалов, позволяющих выявить в структуре мат риала уопологически плотноупакованные фазы (типа d ) путем металлогра фического анализа, заключающийся в приготовлении образцов (шлифов), травлении их поверхности специальным реактивами и последующем исследовани под микроскопом протравленной поверх ности для идентификации, оценки ка честна и расположения структурных составляющих сплава. Недостатками известного способа являются необходимость разрезки кон тролируемого изделия, трудоемкость и то, что он плохо поддается автоматизации. Наиболее близким по технической сущности к изобретению является способ электромагнитного контроля качества структуры материала изделий, заключающийся в том, что контролируемое изделие намагничивают до насьпцения и измеряют величину поля ос таточной намагниченности. Измеренный сигнал используют для определения качества структуры материала контролируемого изделия. Наиболее близким по технической сущности к изобретению является устройство для электромагнитного контро ля качества структуры материала изделий, содержащее механизм перемещения контролируемых изделий, устанавливаемые последовательно вдоль линии перемещения изделий блок намаг ничивания и измеритель величины поля остаточной намагниченности и последовательно включенные блок управления сортировкой и сортирующий узел. Недостатком известных способа и устройства является то, что они применимы для выявления в материале 1 82 лопаток газовых турбин, изготавливаемых обычно из немагнитных сплавов на никелевой основе, топологически плотноупакованных фаз (типа о ). Цель изобретения - выявление топологически плотноупакованных фаз (типа G) в структуре немагнитных материалов на никелевой основе. Поставленная цель достигается тем, что согласно способу контроля качества структуры материала изделий, заключающемуся .в том, что контролируемое изделие намагничивают до насьпцения и измеряют величину поля остаточной намагниченности, изделие охлаждают до криогенных температур, намагничивают его, измеряют величину поля остаточной намагниченности в охлаждаемом состоянии, определяют разность величин поля остаточной намагниченности до и после охлаждения и по полученной разности определяют качество структуры материала изделий. Устройство для электромагнитного контроля качества структуры материала изделий, содержащее механизм перемещения контролируемых изделий, устанавливаемые последовательно вдоль линии перемещения изделий блок намагничивания и измеритель величины поля ос- аточной намагниченности, последовательно включенные блок управления сортировкой и сортирующий узел у снабжено устанавливаемым за измерителем величины поля остаточной намагниченности блоком охлаждения, вторым блоком намагничивания, вторым измерителем поля остаточной намагниченности, располагаемым в зоне действия блока охлаждения, и сумматора, к входам которого подключены выходы измерителей величины поля остаточной намагниченности, а к выходу - блок управления сортировкой. На чертеже представлено устройства, реализующее способ электромагнитного контроля ачества структуры материала изделий. Устройство содержит механизм 1 перемещения контролируемых изделий 2 (лопаток), устанавливаемые вдоль линии перемещения изделий 2 первый блок 3 намагничивания, первый измеритель 4 величины поля остаточной намагниченности, блок 5 охлаждения, второй блок 6 намагничивания и второй измеритель 7 величины поля оста3.
точной намагниченности, расположенны в зоне действия блока 5 охлаждения,, сумматор 8 и последовательно соединенные блок 9 управления сортировкой и сортирующий узел 10.
Входы сумматора 8 подключены к выходам измерителей 4,7 величины поля остаточной намагнчиенности, а выход - к блоку 9 управления сортировкой.
Способ с помощью устройства осуществляется следующим образом.
Контролируемое изделие (лопатка) 2 перемещается механизмом 1 перемещения вначале через блок 3 намагничивания, на выходе из которого величина поля остаточной намагниченности, характеризующая степень окисления материала лопатки, способного образовывать магнитные окислы, фиксируется измерителем 4 поля,и подается на один из входов сумматора 8
Далее изделие 2 поступает в блок 5 охлаждения, где охлаждается до криогенных температур, после чего намагничивается блоком 6 намагничивания, на выходе из которого величина поля остаточной намагниченности характеризующая, кроме магнитного состояния неохлажденного сплава, наличие в структуре материала лопатки 6-фазы, фиксируется измерителем 7 и подается на второй вход сумматора 8. С выхода сумматора 8 сигнал, пропорциональный разности измеренных величин, подается на вход блока 9, который управляет работой сортирующего узла 10. Годные лопатки, у которых разница величин поля остаточной индукции, фиксируемых измерителями 4 и 7, невелика (т.е. лопатки в структуре материала которых 6 фаза отсутствует или ее содержится
384
допустимое количество) поступают в тару годных.(не показана). При прохождении не годного изделия на выходе сумматора 8 формируется сигнал, величина которого больше установленного в блоке 9 управления уровня, равного границе разбраковки изделий, благодаря чему на выходе блока 9 управления возникает сигнал,
от которого сортируюпщй узел 10 направляет лопатку в тару негодных (не показана)„
Изобретение обеспечивает возмож-ность выявления в структуре материала лопаток газовых турбин топологически плотноупакованных фаз (типаС электромагнитным контролем за счет охлаждения материала лопаток до криогенных температур, повторного намагничивания и измерения величины поля остаточной индукции до и после охлаждения. При охлаждении лопаток до криогенных температур d-фазы переходят в ферромагнитное состояние,
поэтому намагничивание и измерение величины поля остаточной индукции в охлажденном состоянии позволяет выявить наличие этих фаз на фоне исходной немагниченности сплава, являющегося немагнитным.
Необходимость измерения остаточной немагниченности при комнатной температуре (перед измерением остаточной намагниченности в охлажденном до криогенных температур состоянии) при выполнении предлагаемого способа обусловлена тем, что в процессе высокотемпературных воздейстВИЙ замечено изменение магнитных свойств материала лопаток (например из сплава ВЖЛ12У) по сравнению с исходным немагнитным состоянием.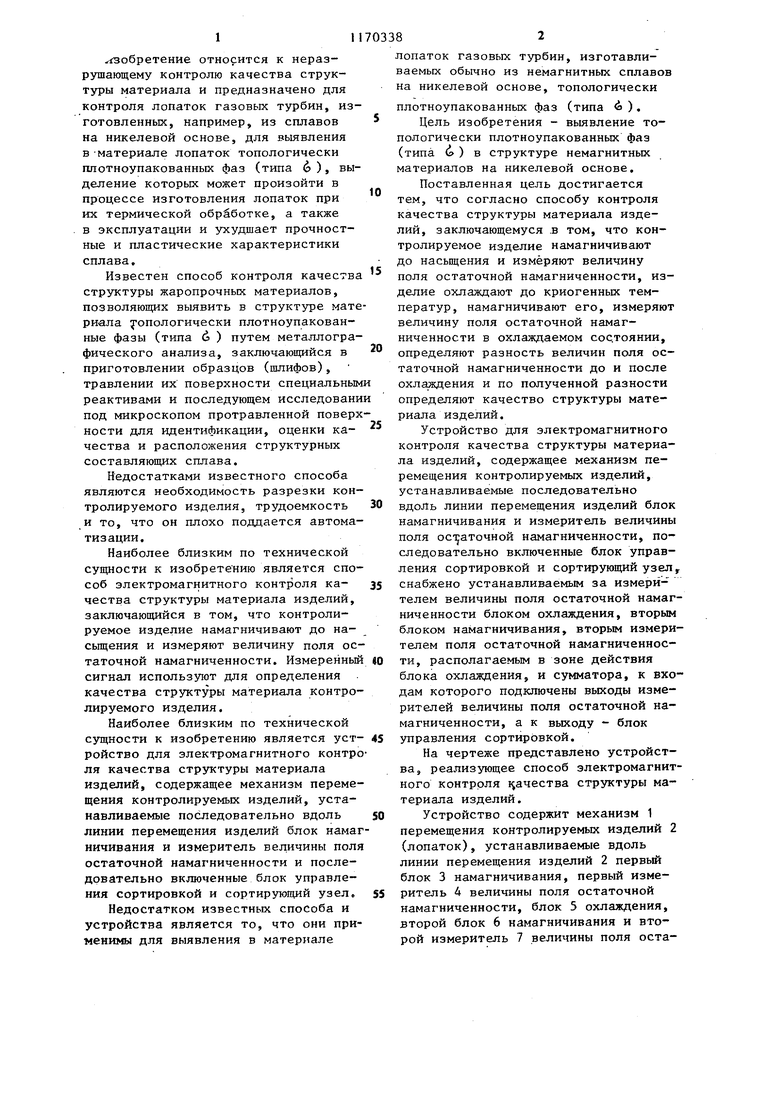
ССОСОБ ЭЛЕКТРОМАГНИТНОГО КОНТРОЛЯ КАЧЕСТВА СТРУКТУРЫ МАТЕРИАЛА ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ. 1. Способ электромагнитного контроля качества структуры материала изделий, заключающийся втом, что контролируемое изделие намагничивают до насьпцения и измеряют величину поля остаточной намагниченности, отличающийся тем, что, с целью выявления топологически пло ноупакованных фаз (типа (: ) в структуре немагнитных материалов на никелевой основе, изделие охлаждают до криогенных температур, намагничивают его, измеряют величину поля остаточной намагниченности в охлажденном состоянии, определяют разность величин поля остаточной намагниченности до и после охлаждения и по полученной разности определяют качество структуры материала изделий. 2. Устройство для электр.омагнитного контроля качества структуры материала изделий, содержащее механизм перемещения контролируемых изделий, устанавливаемые последовательно вдоль линии перемещения изделий блок намагничивания и измеритель величины поля остаточной намагниSi ченности, последовательно включенные блок управления сортировкой и сортирующий узел, отличающеес я тем, что с целью выявления топологически плотноупакованных фаз (типа ), оно снабжено устанавливаемым за измерителем величины поля остаточной намагниченности блоком охлаждения, вторым блоком намагничивания вторым измерителем поля остаточной намагниченности, располагаесо со мыми в зоне действия блока охлаждения, и сумматором, к входам которо00 го подключены выходы измерителей величины поля остаточной намагниченности, а к выходу - блок управления сортировкой.
| Симе Ч., Хагель В | |||
| Жаропрочные сплавы | |||
| М., Металлургия, 1976, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Приборы для неразрушающего контроля, материалов и изделий | |||
| Справочник под ред | |||
| В.В.Клюева, к.2, М.: Машиностроение, 1976, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
