Известны устройства для автоматического контроля и сортнровки однотипных изделий на конвейере на основе просвечивания пх рентгенсвскими излучениями, содержащие источник рентгеновского излучения, ряд приемников излучения, например по типу сцинтиляционных счетчиков, воспринимающих отдельные участки спектра излучения, отраженного от изделия, и загрузочный механизм для подачи отдельных изделий в камеру обоЧучения.
Отличительная особенность описываемого устройства заключается в том, что в нем применены укрепленные па поворотной планке две камеры - приемники изделий, одна из которых нредназначена для подачн в нее изделия, в то время как вторая находится в зоне облучения, а также ряд расположенных по окружности бункеров для приемкп проверенных изделий и управляющих заслонками бункеров реле, включенных на выходе схем счетчиков таким образом, чтобы при повороте планки на 180 проверенное изделие попадало и соответствующий его свойствам бункер, одновременно с ноступлением в зону облучеи1 Я следующего изделия во второй приемной камере.
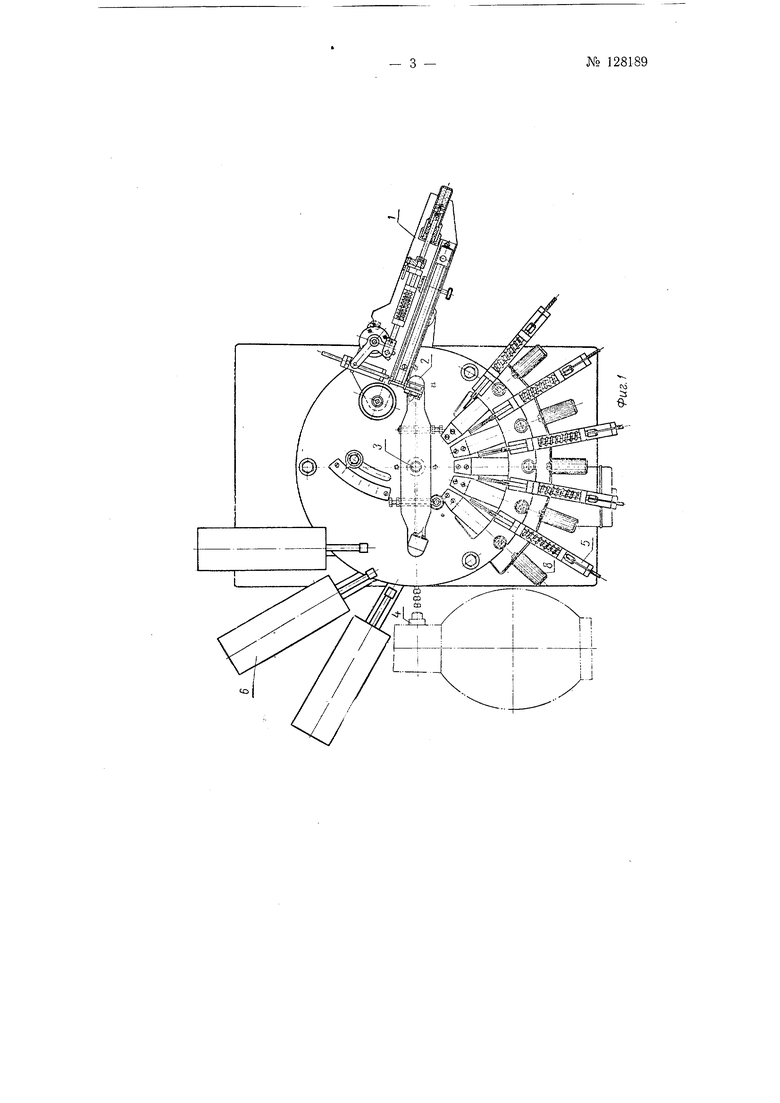
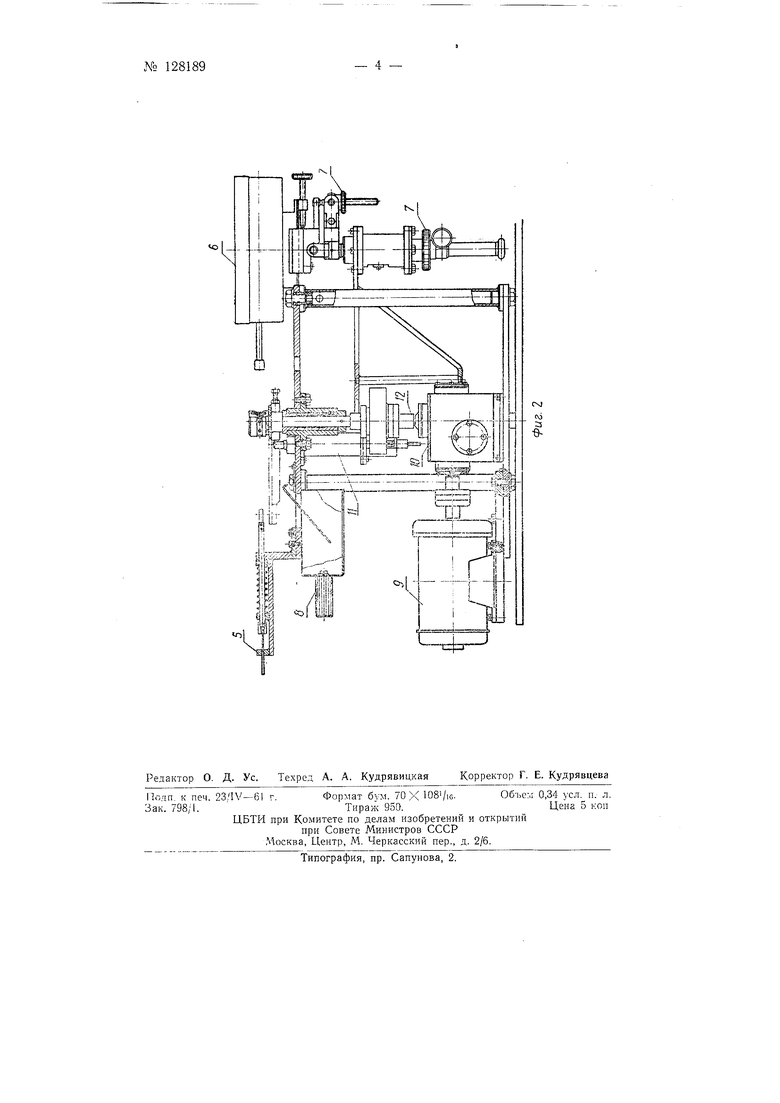
На фнг. 1 и 2 изображено описываемое ycTpoiicTBO в двух проекциях.
Проверяемые изделия поступают по загрузочному приспособлению / в одну из приемных камер 2, расположенных на концах поворотной планкн, которая может вращаться на вертикальной осп 3. В то время, как очередное изделие поступает в одну из камер, поступившее ранее во вторую камеру нроверяемое изделие подвергается облучению источником 4 рентгеновских лучей.
Процесс испытания состоит в следующем. После окончания загрузки планка при вращении подает загруженную изделием камеру облучения к источнику рентгеновских лучей, а камера, которая,там находилась, проходит мимо исполнительных реле 5 на место бывшей резервной камеры к загрузочному аппарату.
128189- 2 -Три или четыре приемных счетчика 6 размещены на индивидуальных площадках, снабженных винтами 7 для регулировки их местоположения в трех измерениях. В отдельных случаях счетчики могут быть расположены один непосредственно над другим. Это необходимо, когда две измеряемые линии или точки на одной линии расположены близко друг к другу и во всех случаях одновременного измерения интенсивности фона данной линии и самой линии.
Расчет углов для расположения счетчиков производится для каждого конкретного случая по общим формулам рентгеноструктурного анализа.
Нужный по расчету угол между передней плоскостью камеры облучения, к которой прижимается пружинкой изделие, и первичным рентгеновским пучком, устанавливается; а) грубо - поворотом всего аппарата относительно пучка этих лучей; б) более точно - поворотом камеры вокруг ее вертикальной оси.
Загрузка производится в зависимости от свойств образцов (степепь хрупкостп, магнитность и т. д.) непосредственно с автоматической линии или, как в настоящей конструкции (для очень хрупких образцов), из специальной кассеты-приспособления /.
Облученное изделие движется мимо ряда исполнительных реле 5. При срабатывании якорь реле выдвигает лапку, которая сбрасывает изделие в соответствующий бункер 8.
Мотор 9 с редуктором 10, связанным с осью 3 планки фрикционной муфтой }2, вращаются непрерывно, а движение планки с двумя камерами облучения прерывается стопором 11, происходит облучение изделия в неподвижном состоянии в течение времени полуоборота вала редуктора. В это же время происходит загрузка резервной камеры пружинным механизмом.
После полуоборота кулачок, расположенный на оси вращения планки, замыкает контакт реле, убирающего стопор; планка начинает вращаться и соответствующая камера подается под облучение. Облученное изделие движется мимо реле. Движение прекращается, когда камера облучения доходит до вновь занявшего свое место стопора.
Предмет изобретения
Устройство для рентгено-структурного контроля однотипных изделий, содержащее источник рентгеновского излучения, ряд приемников излучения, например по типу сцинтиляционных счетчиков, воспринимающих отдельные участки спектра излучения, отраженного от изделия, и загрузочный механизм для подачи отдельных изделий в камеру облучения, отличающееся тем, что, с целью автоматизации процесса контроля, применены укрепленные на поворотной планке две камеры- приемники изделий, одна из которых предназначена для подачи в нее изделия, в то время как вторая находится в зоне облучения, а также ряд расположенных по окружности бункеров для приемки проверенных изделий и управляющих заслонками бункеров реле, включенных на выходе схем счетчиков таким образом, чтобы при повороте планки на 180° проверенное изделие попадало в соответствующий его свойствам бункер, одновременно с поступлением в зону облучения следующего изделия во второй приемной камере.
со
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий | 1984 |
|
SU1362395A3 |
| Автоматическая линия для металли-зАции плАСТиНчАТыХ издЕлий | 1979 |
|
SU808550A1 |
| СПОСОБ СОРТИРОВКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2517225C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАЗМЕРОВ ДЕФЕКТОВ МАТЕРИАЛОВ | 1991 |
|
SU1723889A1 |
| Устройство для ангиографии | 1975 |
|
SU526353A1 |
| Автоматизированный участок | 1980 |
|
SU917911A1 |
| СПОСОБ НЕЙТРОННОЙ РАДИОГРАФИИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2628868C1 |
| СПОСОБ И УСТРОЙСТВО ЭЛЕКТРОИМПУЛЬСНОГО ДРОБЛЕНИЯ-СЕПАРАЦИИ | 2020 |
|
RU2733434C1 |
| Установка для облучения сыпучих материалов | 1987 |
|
SU1479956A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАФИОЛЕТОВОГО СВЕТОДИОДНОГО ОБЛУЧЕНИЯ | 2014 |
|
RU2593302C2 |