Изобретение относится к механической обработке подъемно-профильных деталей, в частности к обработке валков и калибров станов холодной прокатки труб, имеющих кольцевой желоб переменного профиля.
Цель изобретения - повышение производительности, точности обработки и расширения технологических возможностей за счет обработки комплекса из двух валков при горизонтальном и вертикальном расположении шпинделя.
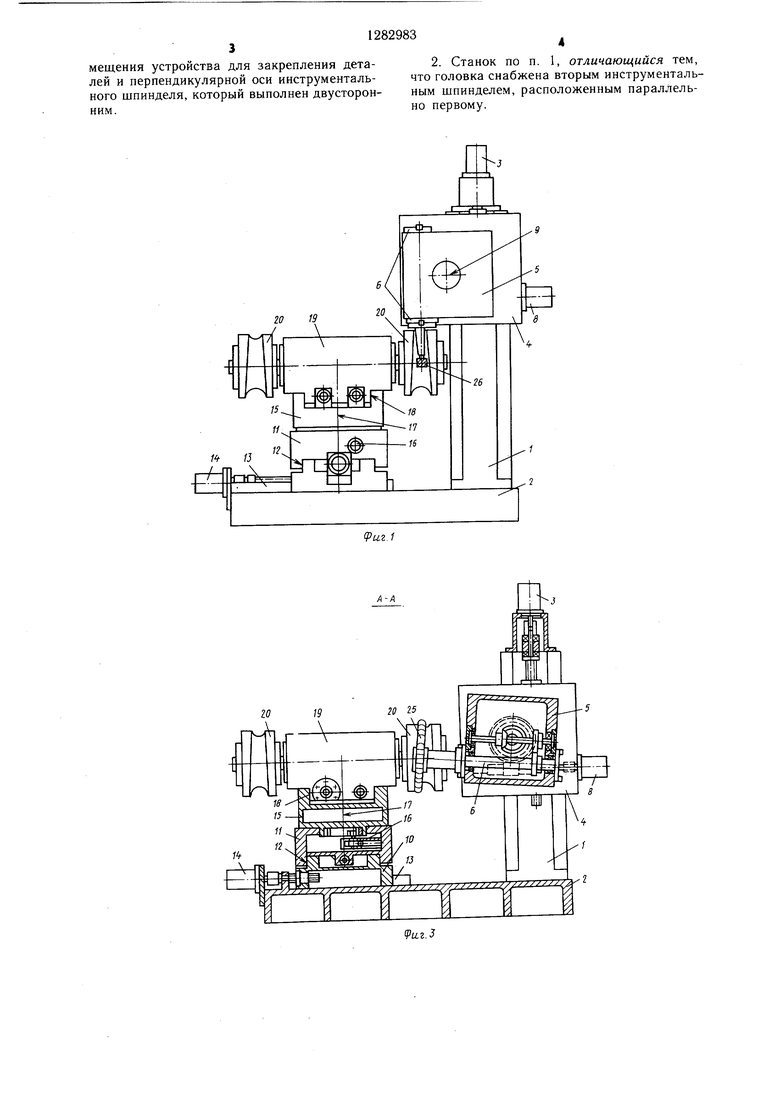
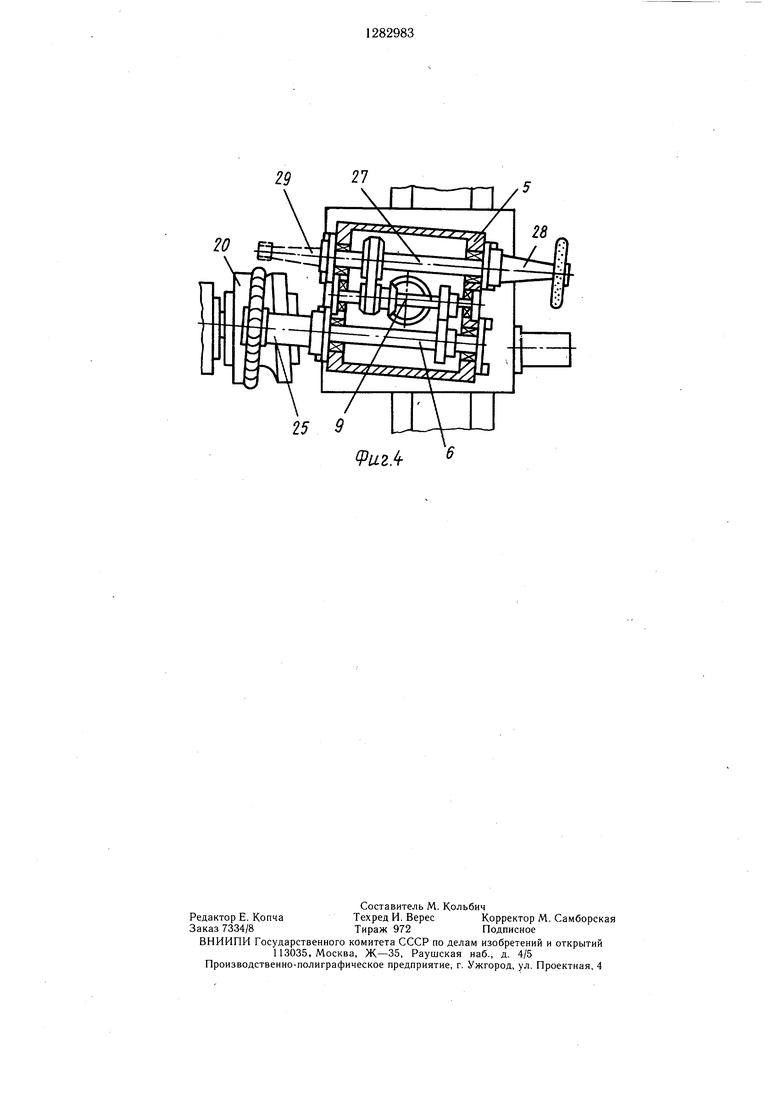
На фиг. 1 изображен предлагаемый станок, вид сбоку при вертикальном расположении инструментального шпинделя; на фиг. 2 - то же, вид в плане при горизонтальном расположении шпинделя; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - пример выполнения головки с двумя инструментальными шпинделями.
На стойке 1 станины 2 станка расположены с возможностью вертикального перемещения от привода 3 вертикальные салаз- ки 4, на которых установлена головка 5 с двусторонним инструментальным шпинделем 6, кинематически связанным с приводом 7, причем головка 5 выполнена поворотной от привода 8 вокруг перпендикулярной шпинделю б оси 9. На станине 2 расположены продольно перемещаюш,иеся салазки 10, несушие поперечную каретку 11, перемещающуюся в плоскости, параллельной оси 9 поворота рабочей головки 5 по направ- ляюш,им 12. Салазки перемешаются по на- правляющим 13 посредством привода 14. На каретке 11 установлен поворотный стол 15 с возможностью поворота от привода 16 вокруг вертикальной оси 17. На поворотном столе 15 выполнены направляющие 18, на которых размешены два устройства 19 для закрепления деталей 20 с возможностью встречного перемещения в поперечном направлении посредством привода 21 и винта 22 с правой и левой нарезкой. Каждое устройство 19 несет двусторонний шпиндель 23. Шпиндели 23 устройств 19 кинематически связаны с приводом 24 врашения, и оси их параллельны направлению продольного перемещения.
Инстру.ментальный шпиндель 6 оснащается при горизонтальном расположении ин- струмента 25, а при вертикальном - инструментом 26. С целью объединения на одном станке фрезерной и щлифовальной обработки рабочая головка 5 оснащается вторым шпинделем 27, параллельным шпинделю 6 и симметричным ему относительно оси 9 поворота рабочей головки 5. Шпиндель 27 оснащается инструментом 28 и 29.
Станок работает следующим образом.
Детали 20 устанавливают на шпинде- ли 23 со стороны, противоположной рабочей головке 5, поворачивают стол 15 на 180° и устанавливают вторую пару деталей 20 на другой конец двусторонних шпинделей 23 с тем, чтобы уравновесить конструкцию. При этом зона загрузки вынесена из зоны обработки, что повышает удобство установки и схема деталей 20. Приводом 24 приводят во вращение шпиндели 23, а приводом 8 - инструментальный шпиндель 6 или 27, и начинают обработку деталей, причем относительное перемещение инструмента и деталей осуществляют перемещением салазок 10 и каретки 11. При горизонтальном положении шпинделя 6 для одновременной обработки двух деталей 20 одним инструментом 25 (дисковой фрезой или шлифовальным кругом) устройства 19 с деталями 20 должны перемещаться навстречу друг другу, что обеспечивается приводом 21 и винтом 22. При вертикальном расположении шпинделя 6 инструмент 26 (цилиндрическая фреза) одновременно обрабатывает две детали 20, обходя их профиль по кругу. Привод 21 при этом отключается, и устройства 19 перемещаются вместе с салазками 10 и кареткой 11 по одинаковой траектории. Рабочую головку 5 при этом поворачивают на 90° и перемещают по стойке 1 при помощи вертикальных салазок 4. Поскольку шпиндели 6 и 27 параллельны и расположены симметрично оси 9 поворота рабочей головки 5, инструменты 28 и 29 вводятся в работу путем поворота рабочей головки 5 соответственно на 180 и 270°. По окончании обработки поворотной стол 15 разворачивают и производят смену деталей 20 в зоне загрузки.
Формула изобретения
1. Станок для обработки профильных деталей, включающий установленные на станине с возможностью продольного перемещения салазки, размещенную на них с возможностью поперечного перемещения каретку, несущую поворотный стол с устройством для закрепления деталей и расположенную с возможностью вертикального перемещения по стойке головку с инструментальным шпинделем, отличающийся тем, что, с целью повыщения производительности, точности обработки и расширения технологических возможностей за счет обработки комплекта из двух валков при горизонтальном и вертикальном расположении шпинделя, станок снабжен вторым устройством для закрепления деталей, причем устройства снабжены двусторонними шпинделями для последних, оси которых параллельны направлению продольного перемещения салазок и установлены с возможностью одновременного встречного перемещения в поперечном направлении относительно стола, а головка размещена с возможностью поворота вокруг оси, параллельной направлению пере
мещения устройства для закрепления дета-2. Станок по п. 1, отличающийся тем,
лей и перпендикулярной оси инструменталь-что головка снабжена вторым инструментального шнннделя, который выполнен двусторон- ным шпинделем, расположенным параллельним.
но первому.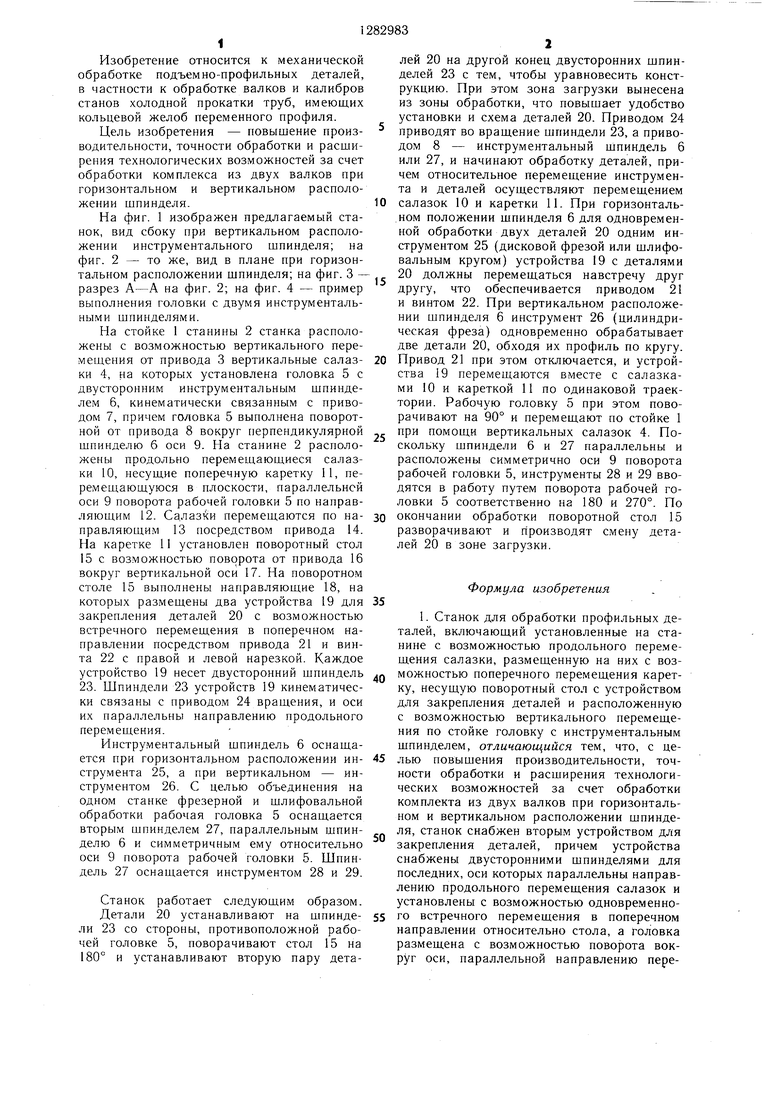
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЙ СТАНОК ПРЕИМУЩЕСТВЕННО ДЛЯ ОБРАБОТКИ ПРОЕМОВ КЛЕТЕЙ ПРОКАТНЫХ СТАНОВ | 2000 |
|
RU2204463C2 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| Фрезерный станок с поворотным шпинделем | 2023 |
|
RU2818062C1 |
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
| Многоцелевой станок | 2016 |
|
RU2646414C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546943C2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКОЙ | 2012 |
|
RU2547359C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| КОМПОНОВКА МНОГОЦЕЛЕВОГО СТАНКА НА ОСНОВЕ ПРИНЦИПОВ ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКИ | 2013 |
|
RU2542878C2 |
Изобретение может быть использовано при обработке валков и калибров станов холодной прокатки труб. Целью изобретения является расширение технологических возможностей при повышении производительности и точности. Станок позволяет обрабатывать одновременно две детали 20, установленные на шпинделях 23 устройств 19, оси которых параллельны направлению перемеш,ения салазок. Головка 5 снабжена двусторонним инструментальным шпинделем, выполнена поворотной вокруг оси 9, перпендикулярной оси шпинделя и параллельной направлению перемеш,ения устройств 19 для закрепления деталей 20. Головка установлена на вертикальных салазках 4. При вертикальном расположении шпинделя устройства 19 перемешаются относительно инструмента салазками и каретками, а при горизонтальном расположении устройства 19 перемешаются навстречу друг другу в поперечном направлении. Вторая пара деталей 20 установлена с противоположной стороны устройств 19 для уравновешивания конструкции и повышения удобства обслуживания. 1 з.п. ф-лы, 4 ил. с ел го 20 N5 СХ) ISD Х) 00 СА:)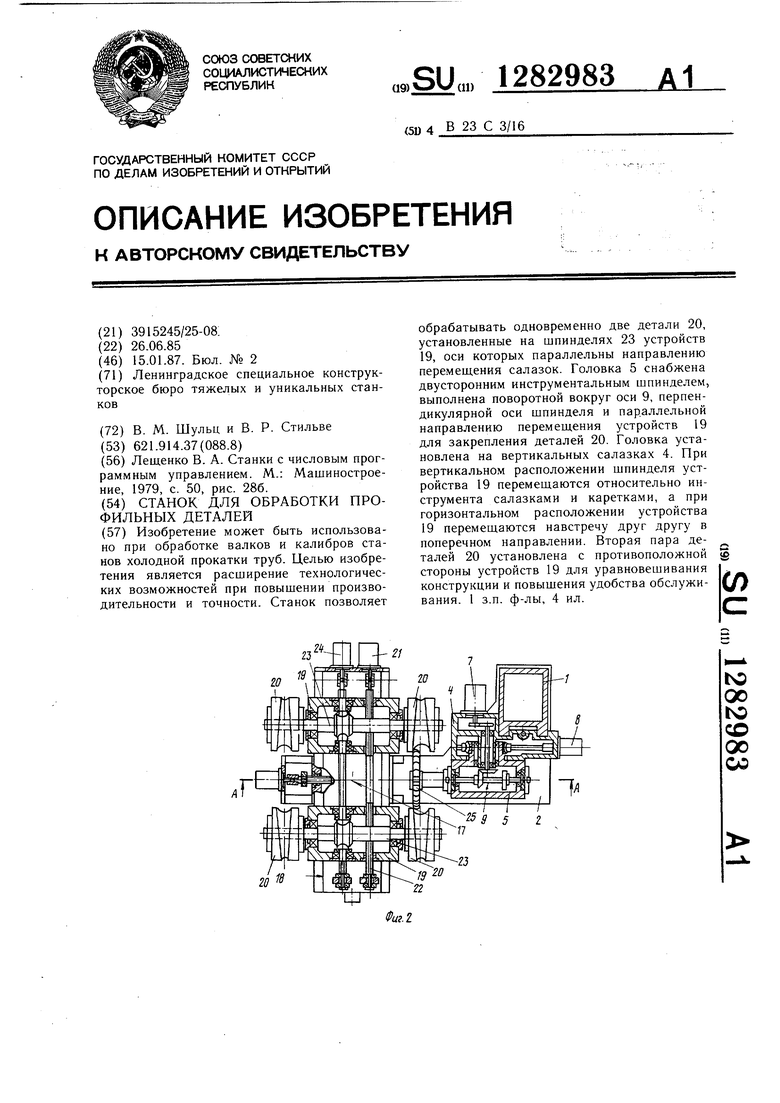
15 9
(Риг4
| Лещенко В | |||
| А | |||
| Станки с числовым программным управлением | |||
| М.: Машиностроение, 1979, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| ФОРМА ДЛЯ БРИКЕТОВ | 1919 |
|
SU286A1 |
