Изобретение относится к машиностроению и области обработки металлов давлением и может быть использовано для нанесения регулярного микрорельефа с одновременным упрочнением поверхностного слоя материала деталей машин, работаюш,их в условиях сухого и полусухого трения при действии знакопеременных нагрузок.
Цель изобретения - повышение качества обрабатываемой поверхности за счет
Устройство работает следующим образом.
Привод 1 (фиг. 1) сообшает деформи- руюш,ему элементу 2 через шток 5 возвратно-поступательное движение вдоль оси детали, одновременно возбуждаются преобразователь 6 ультразвуковых колебаний, ультразвуковые колебания усиливаются волноводом 3 и передаются деформируюш.ему элементу 2 в радиальном направлении.
Это позволяет регламентировать физисоздания сложно-напряженного состояния по- Ю ко-механические свойства поверхностного
верхностного слоя и формирования регулярного микрорельефа.
На чертеже изображено устройство для осуш,ествления способа чистовой и упроч- няюш,ей обработки деталей машин, обший вид.
Устройство состоит из привода 1 осевых колебаний, деформирующего элемента (шарика) 2, волновода 3 ультразвуковых кол- баний, кронштейна 4 крепления к штоку 5, преобразователя 6, частотопонижаюш.ей накладки 7 и элементов 8 крепления. В устройстве осевое колебание взаимосвязано с величиной амплитуды ультразвуковых колебаний, сообш,аемых дефррмируюш.ему элементу. Функционально-конструктивную связь
15
20
слоя материала детали при одновременном нанесении регулярного микрорельефа, интенсифицировать процесс обработки, повысить стойкость деформируюш.его элемента.
Применение предлагаемого устройства для чистовой и упрочняюш,ей обработки позволяет повысить качество обрабатываемой детали, увеличить срок службы и надежность работы детали в узле.
Формула изобретения
1. Способ чистовой и упрочняюшей обработки деталей машин , при котором деформируюш.ему элементу сообщают осевые
между осевыми колебаниями деформи- 25 колебания и ультразвуковые радиальнь1е ко- руюш.его элемента и его колебаниями в ра- лебания, отличающийся тем, что, с целью
повышения качества обрабатываемой поверхности за счет создания сложнонапрядиальном направлении осуществляет кронштейн 4.
При обработке статическим усилием создается постоянный скользящий контакт межженного состояния поверхностного слоя и формирования регулярного микрорельефа,
ду деформирующим элементом и поверхно- амплитуда ультразвуковых колебаний определяется по эмпирической зависимости
1 (i)b (-0,368f40,542f-f 1,596),
о
стью детали. Зависимость амплитуды ультразвуковых колебаний от амплитуды осевых колебаний при различных статических нагрузках выражена эмпирической формулой для определения амплитуды ультразвуковых колебаний
I (), 12 (0368Г+0,542Г+1,596), где I - амплитуда ультразвуковых колебаний, мкм;
Г-амплитуда осевых колебаний, мм; -р - отношение действующей статической нагрузки к фиксированной (когда известно значение | при ).
Ь 35° кой нагрузки к фиксированной;
f - амплитуда осевых колебаний. 2. Устройство для чистовой и упрочняющей обработки деталей машин, содержащее преобразователь с волноводом, деформирующий элемент, установленный на торце вол- 40 новода, и привод осевых колебаний деформирующего элемента, отличающееся тем, что привод осевых колебаний связан с волноводом посредством кронштейна.
Устройство работает следующим образом.
Привод 1 (фиг. 1) сообшает деформи- руюш,ему элементу 2 через шток 5 возвратно-поступательное движение вдоль оси детали, одновременно возбуждаются преобразователь 6 ультразвуковых колебаний, ультразвуковые колебания усиливаются волноводом 3 и передаются деформируюш.ему элементу 2 в радиальном направлении.
Это позволяет регламентировать физи
слоя материала детали при одновременном нанесении регулярного микрорельефа, интенсифицировать процесс обработки, повысить стойкость деформируюш.его элемента.
Применение предлагаемого устройства для чистовой и упрочняюш,ей обработки позволяет повысить качество обрабатываемой детали, увеличить срок службы и надежность работы детали в узле.
Формула изобретения
женного состояния поверхностного слоя и формирования регулярного микрорельефа,
амплитуда ультразвуковых колебаний определяется по эмпирической зависимости
Ь ° кой нагрузки к фиксированной;
f - амплитуда осевых колебаний. 2. Устройство для чистовой и упрочняющей обработки деталей машин, содержащее преобразователь с волноводом, деформирующий элемент, установленный на торце вол- новода, и привод осевых колебаний деформирующего элемента, отличающееся тем, что привод осевых колебаний связан с волноводом посредством кронштейна.
ВНИИПИ Заказ 86/18 Тираж 716 Подписное Произвол.-полигр. пред-е, г. Ужгород, у.п. Проектная, 4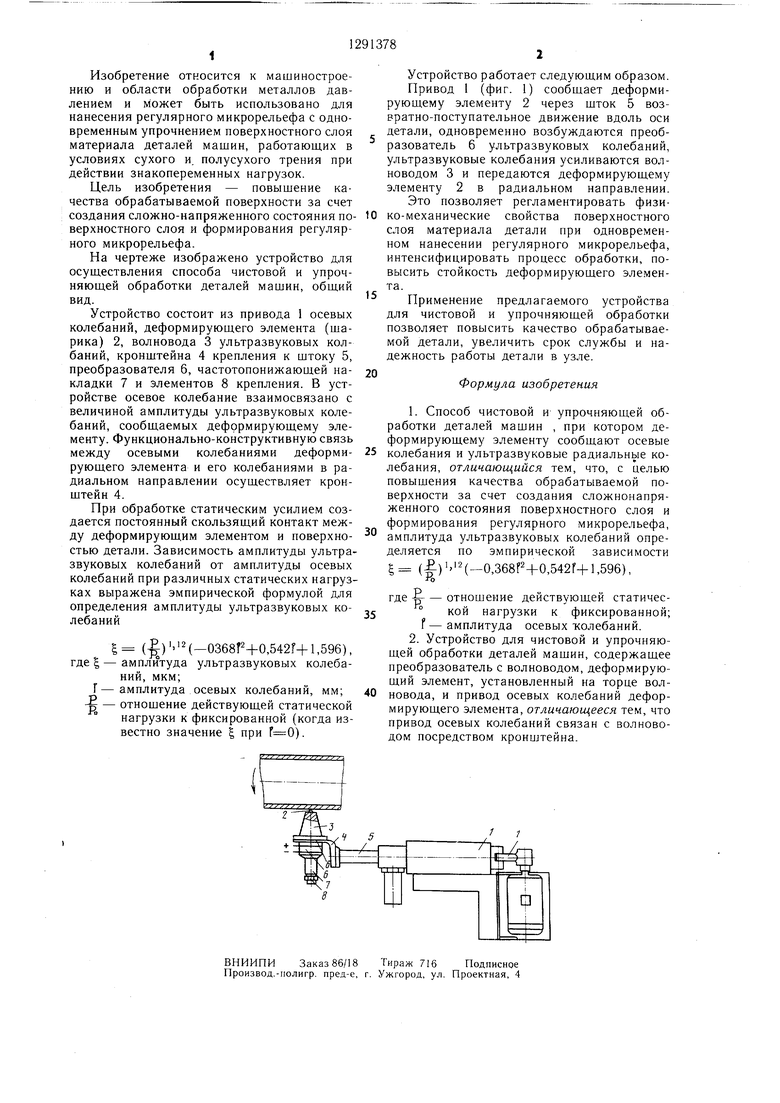
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2000 |
|
RU2203789C2 |
| Устройство для ультразвуковой чистовой обработки поверхностей деталей | 1989 |
|
SU1646815A1 |
| СПОСОБ ВИБРАЦИОННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ | 2005 |
|
RU2287423C1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2005 |
|
RU2287422C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СТАТИКО-ИМПУЛЬСНЫМ РАСКАТЫВАНИЕМ | 2005 |
|
RU2279961C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ СТАТИКО-ИМПУЛЬСНЫМ РАСКАТЫВАНИЕМ | 2005 |
|
RU2286237C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ С ВОЗВРАТНО-КРУТИЛЬНЫМИ КОЛЕБАНИЯМИ | 2005 |
|
RU2287425C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ВРАЩАЮЩИМСЯ ИНСТРУМЕНТОМ | 2005 |
|
RU2287424C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕ-ЧИСТОВОГО ОБКАТЫВАНИЯ ДЕТАЛЕЙ | 2001 |
|
RU2184024C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕ-ЧИСТОВОГО ОБКАТЫВАНИЯ ДЕТАЛЕЙ | 2001 |
|
RU2201323C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано для нанесения регулярного микрорельефа с одновременным упрочнением поверхностного слоя материала деталей машин, работающих в условиях сухого и полусухого трения при действии знакопеременных нагрузок. Целью изобретения является повышение качества обрабатываемой поверхности за счет создания сложно-напряженного состояния поверхностного слоя. Деформирующему эле.менту, закрепленному на торце волновода, сообщают осевые колебания и ультразвуковые радиальные колебания. Амплитуда ультразвуковых колебаний определяется по электрической зависимости | (Р/Рп) (-0,368Г2-Ь -Ь0,5421 +1,596), где Р/Ро -- отношение действующей статической нагрузки к фиксированной, 1 - амплитуда осевых колебаний. В устройстве привод осевых колебаний связан с приводом ультразвуковых колебаний посредством кронштейна. Создание колебаний деформирующего элемента в двух взаимно перпендикулярных направлениях позволяет регламентировать физико- механические свойства поверхностного слоя материала детали при одновременном нанесении регулярного микрорельефа. 2 с.п. ф-лы, 1 ил. с S (Л N3 СО оо 00
| Способ ультразвуковой упрочняюще-чистовой обработки и устройство для его осуществления | 1983 |
|
SU1199598A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
