Изобретение относится к технологии машиностроения, в частности к способам восстановления и упрочнения металлических внутренних поверхностей отверстий деталей из сталей и сплавов поверхностным пластическим деформированием со статико-импульсным нагружением инструмента.
Известен способ и устройство для упрочнения металлических поверхностей, при котором осуществляют ультразвуковую обработку нанесенного слоя покрытия с дополнительным воздействием на деформирующий инструмент давления частотой 50...100 Гц и скважностью в пределах 1,3...3, что позволяет уплотнить поверхностный слой и создать на поверхности микрорельеф, повышающий износостойкость обработанной поверхности [1].
Недостатком известного способа и устройства являются ограниченные технологические возможности, не позволяющие восстановливать размер изношенной поверхности, причем примененный ультразвуковой преобразователь, воздействующий на концентратор, имеет слишком высокую частоту колебаний при весьма малой амплитуде, что резко снижает производительность и качество уплотнения поверхностного слоя.
Известен способ и устройство для чистовой и упрочняющей обработки деталей обкатыванием [2], при котором сообщают движения подачи и скорости обработки инструменту и заготовке, контактирующим под приложенной к инструменту нормально к обрабатываемой поверхности постоянной статической нагрузкой в диапазоне усилий, обеспечивающих достижение заданной шероховатости, и периодической импульсной нагрузкой, изменяющейся в установленном диапазоне от минимального до максимального значения. При этом частоту пульсации нагрузки выбирают в зависимости от требуемой глубины наклепа.
Способ и устройство, реализующее его, отличаются ограниченными возможностями, не позволяющими восстанавливать размер изношенной поверхности, низким КПД, большой энергоемкостью, недостаточно большой глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой поверхности.
Известен способ и устройство для статико-импульсной обработки поверхностным пластическим деформированием, осуществляемое инструментом, к которому нормально к обрабатываемой поверхности прикладывают постоянную статическую нагрузку и перпендикулярную импульсную нагрузку, которая сообщается посредством бойка и волновода, а форму, амплитуду, эффективную длительность и частоту единичных импульсов силы деформирования определяют по приведенным формулам [3].
Известные способ и устройство отличаются ограниченными возможностями, не позволяющими восстанавливать размер изношенной поверхности, а также управлять созданием гетерогенных упрочненных слоев и регулярного микрорельефа обрабатываемой поверхности.
Задачей изобретения является расширение технологических возможностей, позволяющее восстанавливать размер изношенной поверхности, с помощью статико-импульсной обработки поверхностным пластическим деформированием за счет управления глубиной упрочненного слоя и микрорельефом внутренней поверхности путем использования устройства и инструмента специальной формы.
Поставленная задача решается с помощью предлагаемого способа восстановления и упрочнения внутренних поверхностей отверстий статико-импульсным раскатыванием, включающего воздействие на поверхность отверстия путем приложения нормально к ней статической и периодической импульсной нагрузки с помощью обрабатывающего устройства с оправкой, бойком и волноводом в виде стержней, расположенных на центральной продольной оси оправки, при этом периодическую импульсную нагрузку прикладывают с помощью бойка, воздействующего на волновод, причем при воздействии на поверхность отверстия получают островершинные и плосковершинные макровыступы, образующие рельеф восстанавливаемой упрочненной поверхности, при этом используют обрабатывающее устройство со сменными диаметрально расположенными деформирующими инструментами, закрепленными на радиально расположенных плунжерах, которые контактируют свободными торцами с имеющей коническую форму поверхностью волновода, на свободном торце которого установлена винтовая цилиндрическая пружина сжатия, статическую нагрузку прикладывают с помощью смонтированных на упомянутых плунжерах цилиндрических пружин сжатия, для получения островершинных макровыступов используют сменные деформирующие инструменты в виде клиньев с острым углом, а для получения плосковершинных макровыступов - сменные деформирующие инструменты с гладкой цилиндрической поверхностью с радиусом равным, радиусу обрабатываемого отверстия.
Сущность способа поясняется чертежами.
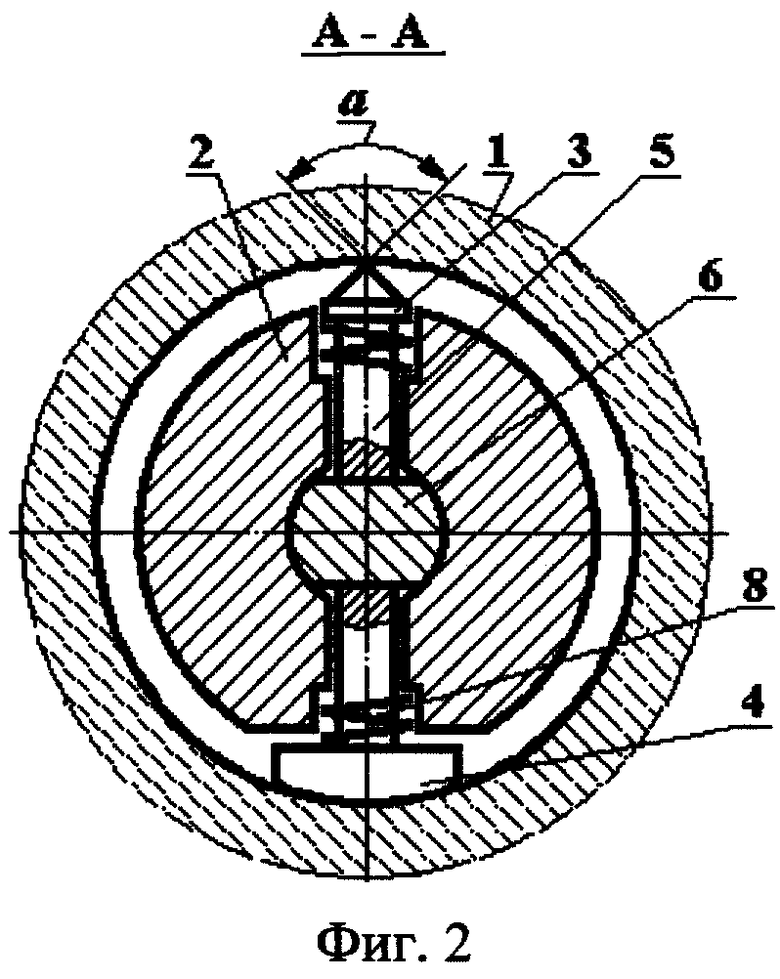
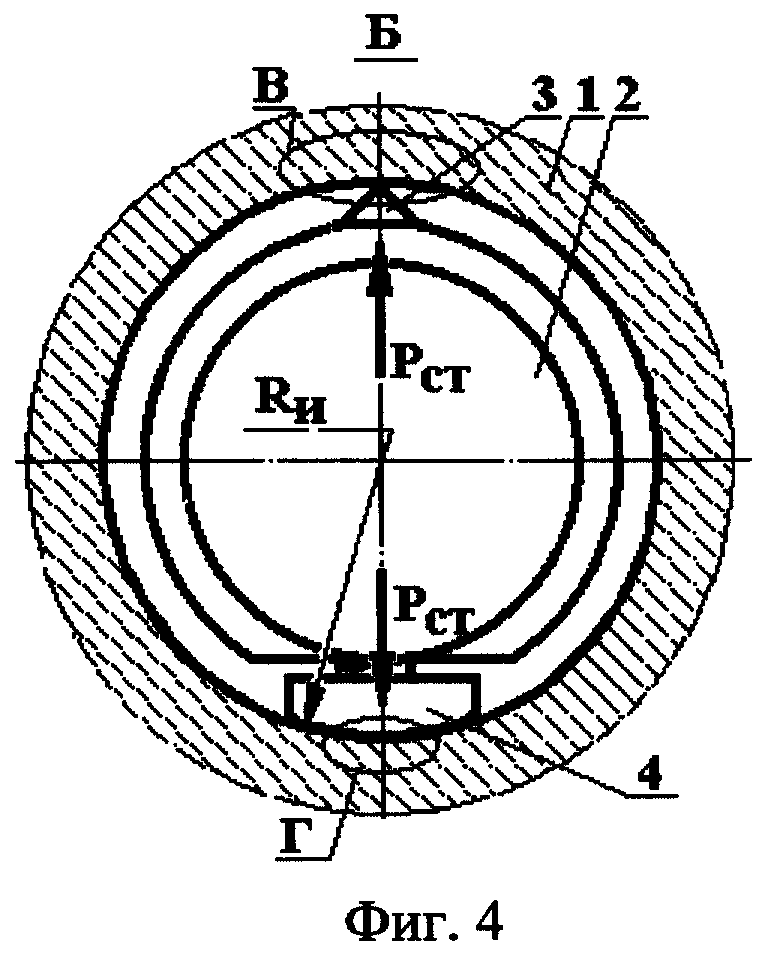
На фиг.1 представлена схема обработки по предлагаемому способу восстановления и упрочнения внутренних поверхностей отверстий статико-импульсным раскатыванием, продольный разрез устройства, реализующего способ; на фиг.2 - поперечное сечение А-А на фиг.1; на фиг.3 - общий вид устройства, реализующего способ; на фиг.4 - вид Б слева на фиг.3; на фиг.5 - элемент В на фиг.4, рельеф поверхности в виде островершинных макровыступов, образованных деформирующим инструментом, выполненным в виде клина с острым углом; на фиг.6 - элемент Г на фиг.4, рельеф восстановленной и упрочненной поверхности в виде плосковершинных макровыступов, образованных деформирующим инструментом с гладкой цилиндрической поверхностью.
Предлагаемый способ предназначен для восстановления размера и упрочнения металлических внутренних поверхностей отверстий путем получения островершинных макровыступов за счет импульсного приложения сил и статико-импульсным раскатыванием до плосковершинного рельефа.
Заготовка 1 получает вращение Vз, а устройство, реализующее способ восстановления и упрочнения, в виде оправки 2 - движение продольной подачи Sпр вдоль оси отверстия обрабатываемой заготовки.
Деформирующие инструменты 3 и 4 выполнены сменными и закреплены на торцах радиально расположенных плунжеров 5, в количестве, принимаемом по конструктивным соображениям. Деформирующий инструмент 3 выполнен в виде клина с острым углом α при вершине, обеспечивающим получение островершинных макровыступов (фиг.5), а другой деформирующий инструмент 4, диаметрально противоположно расположенный в оправке 2, выполнен в виде гладкой цилиндрической поверхности радиусом Rи, равным радиусу обрабатываемого отверстия Rвосст, обеспечивающий получение плосковершинных макровыступов, образующих рельеф восстанавливаемой упрочненной поверхности (фиг.6).
Свободные торцы плунжеров 5 контактируют с коническими поверхностями волновода 6, выполненными в виде лысок под углом к продольной оси в количестве, равном количеству плунжеров 5.
Волновод 6 и боек 7 выполнены в виде стержней и расположены на центральной продольной оси оправки 2. На плунжерах 5 смонтированы винтовые цилиндрические пружины сжатия 8, благодаря которым создается статическая нагрузка Рст, действующая через деформирующие инструменты 3 и 4 по нормали на обрабатываемую поверхность отверстия заготовки 1.
Периодическую импульсную нагрузку Рим осуществляют с помощью бойка 7, воздействующего на торец волновода 6, который своим конусом радиально разводит плунжеры 5 с инструментами 3 и 4. В качестве механизма импульсного нагружения инструментов применяется гидравлический генератор импульсов [4, 5].
Заготовке сообщают вращательное движение со скоростью Vз, а предлагаемому устройству, введенному в отверстие - продольную подачу Sпр. Периодическую импульсную Рим нагрузку прикладывают в направлении продольной подачи и благодаря клиноплунжерному механизму, состоящему из плунжеров 5 и конического волновода 6, направляют ее по нормали к обрабатываемой поверхности.
После удара бойка 7 с целью отвода волновода 6 в первоначальное положение (согласно фиг.1, вправо) на свободный торец волновода воздействует винтовая цилиндрическая пружина сжатия 9.
Выбор конструкции пружин 8 и 9 (ГОСТ 13766-68) зависит от конкретных условий обработки и технических требований к обрабатываемой поверхности.
В результате удара бойка 7 по торцу волновода 6 в бойке и волноводе возникают ударные и противоположно направленные импульсы одинаковой амплитуды и продолжительности, каждый из которых будет воздействовать через плунжеры 5 на инструменты 3 и на обрабатываемую поверхность с цикличностью, равной двойной продолжительности импульсов. Дойдя до обрабатываемой поверхности, ударный импульс распределяется на проходящий и отражающий. Проходящий импульс формирует динамическую составляющую силы деформации.
Устройство, реализующее предлагаемый способ, оснащено деформирующим инструментом 3, выполненным в виде клина с острым углом α при вершине (типа зубила), обеспечивающим нанесение и получение островершинных макровыступов (фиг.5). Впадины макровыступов могут располагаться в продольном или поперечном направлении в зависимости от расположения кромки клина деформирующего инструмента 3. На фиг.5-6 показаны поперечные сечения макровыступов с продольным расположением впадин.
Также при производстве ремонтных работ при восстановлении размеров изношенных поверхностей применяют инструмент в виде керна, которым наносят точечные впадины с образованием круговых макровыступов в виде ″кратеров″ (не показаны).
Полученные инструментом 3 макровыступы располагаются на радиусе впадин Rвпд, большем радиуса реставрируемой изношенной поверхности Rизи, и радиусе выступов Rвыст, меньшем Rизн:
Rвпд>Rизн>Rвыст.
Для того чтобы впадины, полученные на последующем обороте, были продолжением впадин, полученных на предыдущем обороте, и не прерывались в продольном направлении, необходимо следующее равенство:
Sпр=Lкк,
где Lкк - длина кромки клина деформирующего инструмента 3, мм;
Sпр - продольная подача устройства, мм/об.
Другой деформирующий инструмент 4, диаметрально противоположно расположенный в оправке 2 относительно инструмента 3, выполнен в виде гладкой цилиндрической поверхности радиусом Rи в поперечном сечении, равным радиусу обрабатываемого отверстия Rвосст, обеспечивает получение плосковершинных макровыступов, образующих рельеф восстанавливаемой упрочненной поверхности (фиг.6). При одинаковых силах Pст и Pимп, действующих на инструменты 3 и 4, глубины проникновения последних в тело заготовки будут различны.
Деформирующий инструмент 4 в виде цилиндрической площадки при действии статико-импульсной нагрузки будет раскатывать макронеровности, полученные действием предыдущего инструмента 3, до плосковершинного рельефа (фиг.6). При этом плоские вершины макронеровностей будут расположены на радиусе восстановленной поверхности Rвосст, который будет меньше радиуса изношенной поверхности Rизн:
Rвпд>Rизн>Rвосст.
Кроме того, способ и устройство позволяют значительно уплотнить поверхностный слой и создать на поверхности микрорельеф, который дополнительно повышает износостойкость восстановленной обработанной поверхности.
Возможность рационального использования энергии ударных волн определяется размерами инструментов.
Глубина упрочнения восстановленного слоя, обработанного по предлагаемому способу, достигает 1,5...2,5 мм, что значительно (в 3...4 раза) больше, чем при традиционном статическом упрочнении. Наибольшая степень упрочнения составляет 15...30%.
В результате статико-импульсной обработки предлагаемым способом по сравнению с традиционным раскатыванием эффективная глубина слоя, упрочненного на 20% и более, возрастает в 1,8...2,7 раза, а глубина слоя, упрочненного на 10% и более, - в 1,7...2,2 раза.
Пример. Для оценки параметров качества поверхностного слоя, восстановленного и упрочненного предлагаемым способом, проведены экспериментальные исследования обработки гильзы с использованием специального стенда. Значения технологических факторов (частоты ударов, размеров инструмента, величины подачи) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6...10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
Величина силы статического поджатия инструмента к обрабатываемой поверхности составляла Pст≥25...40 кН; Рим=255...400 кН. Заготовки из стали 40Х; исходная твердость ″сырых″ образцов - HV 270...280. Глубина упрочненного статико-импульсной обработкой восстановленного слоя была в 3...4 раза выше, чем при традиционном раскатывании.
Упрочненный слой при традиционном статическом раскатывании формируется в условиях длительного действия больших статических усилий. Устройством, действующим по предлагаемому способу, аналогичная глубина упрочненного слоя достигается в результате кратковременного воздействия на очаг деформации пролонгированного импульса энергии. При близких степенях упрочнения поверхностного слоя величина статической составляющей нагрузки предлагаемым способом значительно меньше.
Исследования напряженного состояния восстановленного и упрочненного поверхностного слоя статико-импульсной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин. Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1...1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностно-пластического деформирования.
Достигаемая в процессе обработки предлагаемым способом предельная величина шероховатости составляет Ra=0,08 мкм, возможно снижение исходной шероховатости в 6 раз.
Микровибрации в процессе благоприятно сказываются на условиях работы инструмента. Наложение малого по амплитуде колебательного движения приводит к более равномерному распределению нагрузки на инструмент, вызывает дополнительные циклические перемещения контактных поверхностей инструмента и заготовки, облегчает формирование восстанавливаемой и упрочняемой поверхности. Колебания способствуют лучшему проникновению смазочно-охлаждающей жидкости (СОЖ) в зону обработки. При наложении колебаний деформирующая поверхность инструмента периодически ″отдыхает″, что способствует увеличению ее стойкости. Обработка в условиях колебаний резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия СОЖ вследствие облегчения ее доступа в зону контакта инструмента и заготовки.
Таким образом, восстановление размеров изношенной внутренней поверхности предлагаемым способом путем дополнительного воздействия на деформирующие инструменты в виде клина и гладкой цилиндрической поверхности статического и импульсного давления с низкой частотой позволяет значительно уплотнить восстановленный слой и при этом создать на поверхности микрорельеф, который дополнительно повышает износостойкость обработанной поверхности по сравнению с известными способами.
Источники информации
1. А.с. СССР, 1481044, МКИ4 В 24 В 39/04. Борисов Ю.С., Ильенко А.Г., Марголин В.Б. и др. Способ упрочнения металлических поверхностей. 1192952, 4310 859/31-27; 28.09.87; 23.05.89. Бюл. №19.
2. А.с. СССР, 456719, МКИ В 24 В 39/00. Способ чистовой и упрочняющей обработки деталей обкатыванием. 1974.
3. Патент РФ 2 098 259, МКИ6 В 24 В 39/00. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Способ статикоимпульсной обработки поверхностным пластическим деформированием. №96110476/02, 23.05.96; 10.12.97. Бюл. №34.
4. Киричек А.В., Лазуткин А.Г., Соловьев Д.Л. Статико-импульсная обработка и оснастка для ее реализации. // СТИН, 1999, №6. - С.20-24.
5. Патент РФ 2090342. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей поверхностным пластическим деформированием. 1997. Бюл. №34.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СТАТИКО-ИМПУЛЬСНЫМ РАСКАТЫВАНИЕМ | 2005 |
|
RU2279961C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ | 2005 |
|
RU2287426C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ | 2005 |
|
RU2283748C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2280551C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2285601C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2355553C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2347661C1 |
| ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2355554C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361716C1 |



Изобретение относится к способам восстановления и упрочнения металлических внутренних поверхностей отверстий деталей. Способ включает воздействие на поверхность отверстия путем приложения нормально к ней статической и периодической импульсной нагрузки с помощью обрабатывающего устройства. При воздействии на поверхность отверстия получают островершинные и плосковершинные макровыступы, образующие рельеф восстанавливаемой поверхности. При этом используют обрабатывающее устройство со сменными диаметрально расположенными инструментами, закрепленными на радиально расположенных плунжерах, оправкой и расположенными на ее центральной продольной оси бойком и волноводом в виде стержней. Плунжеры контактируют свободными торцами с имеющей коническую форму поверхностью волновода, на свободном торце которого установлена винтовая цилиндрическая пружина сжатия. Статическую нагрузку прикладывают с помощью смонтированных на упомянутых плунжерах цилиндрических пружин сжатия. Периодическую импульсную нагрузку прикладывают с помощью бойка, воздействующего на волновод. Для получения островершинных макровыступов используют инструменты в виде клиньев с острым углом, а для получения плосковершинных макровыступов - инструменты с гладкой цилиндрической поверхностью. В результате расширяются технологические возможности статико-импульсной обработки. 6 ил.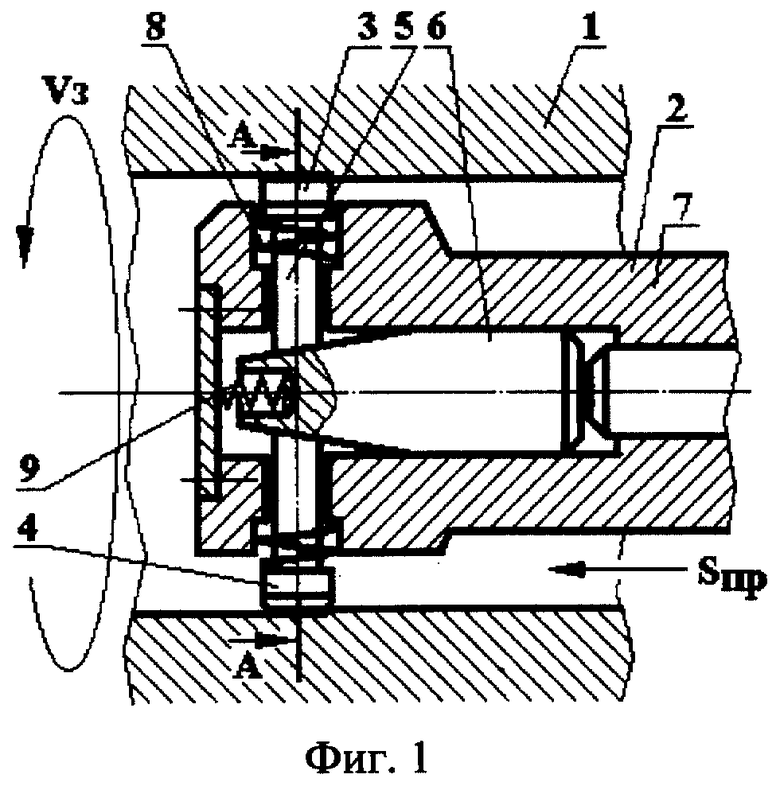
Способ восстановления и упрочнения внутренних поверхностей отверстий статико-импульсным раскатыванием, включающий воздействие на поверхность отверстия путем приложения нормально к ней статической и периодической импульсной нагрузки с помощью обрабатывающего устройства с оправкой, бойком и волноводом в виде стержней, расположенных на центральной продольной оси оправки, при этом периодическую импульсную нагрузку прикладывают с помощью бойка, воздействующего на волновод, отличающийся тем, что при воздействии на поверхность отверстия получают островершинные и плосковершинные макровыступы, образующие рельеф восстанавливаемой упрочненной поверхности, при этом используют обрабатывающее устройство со сменными диаметрально расположенными деформирующими инструментами, закрепленными на радиально расположенных плунжерах, которые контактируют свободными торцами с имеющей коническую форму поверхностью волновода, на свободном торце которого установлена винтовая цилиндрическая пружина сжатия, статическую нагрузку прикладывают с помощью смонтированных на упомянутых плунжерах цилиндрических пружин сжатия, для получения островершинных макровыступов используют сменные деформирующие инструменты в виде клиньев с острым углом, а для получения плосковершинных макровыступов - сменные деформирующие инструменты с гладкой цилиндрической поверхностью с радиусом, равным радиусу обрабатываемого отверстия.
| СПОСОБ СТАТИКОИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1996 |
|
RU2098259C1 |
| Сборная деформирующая протяжка | 1986 |
|
SU1324831A1 |
| Комбинированная головка для обработки отверстий | 1977 |
|
SU878535A1 |
| Инструмент для получения микрорельефа | 1991 |
|
SU1781018A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В ТЯЖЕЛОНАГРУЖЕННЫХ КОРПУСНЫХ ДЕТАЛЯХ | 2002 |
|
RU2220834C2 |
| US 4367576 A1, 11.01.1983. | |||

