Известные способы обработки зубьев шестерен обкаткой путем фрезерования, долбления, протягивания и т. п. не обеспечивают обычно достаточной производительности.
Предложенный способ отличается тем, что заготовке, вращающейся вокруг своей оси, сообщают непрерывную подачу по окружности, концентричной начальной окружности инструмента, исходным контуром которого является прямозубая рейка в виде сектора с внутренними зубьями. Таким образом повышается производительность обработки зубьев.
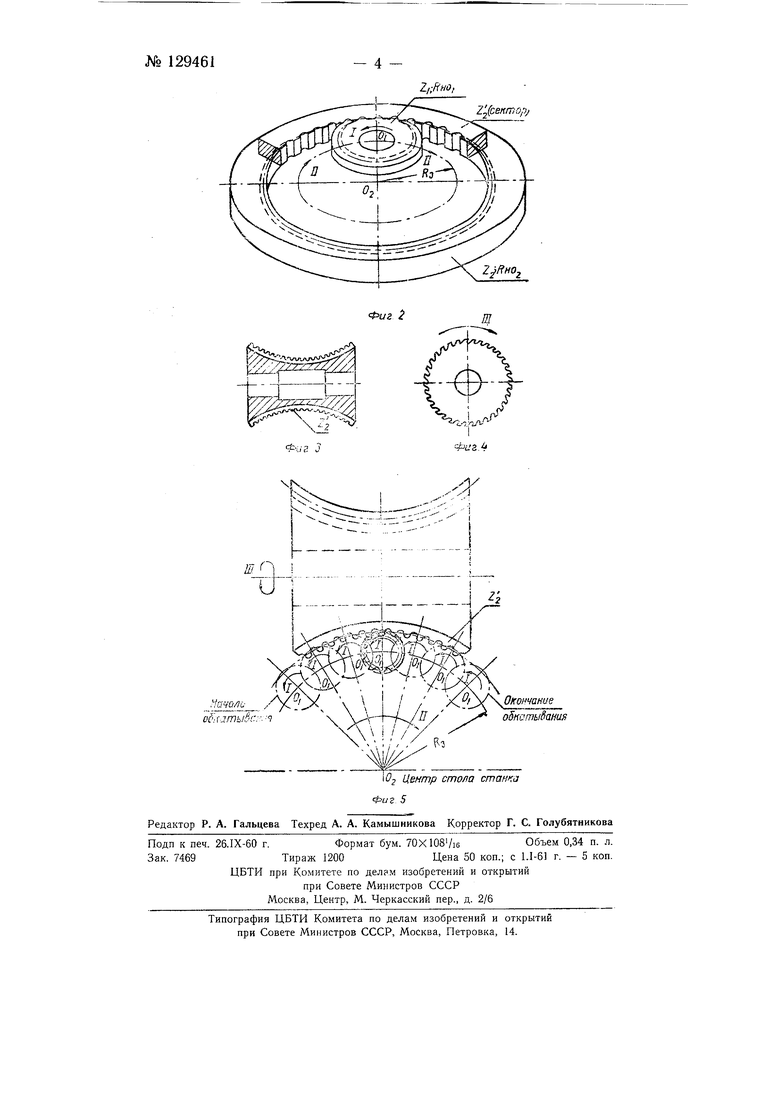
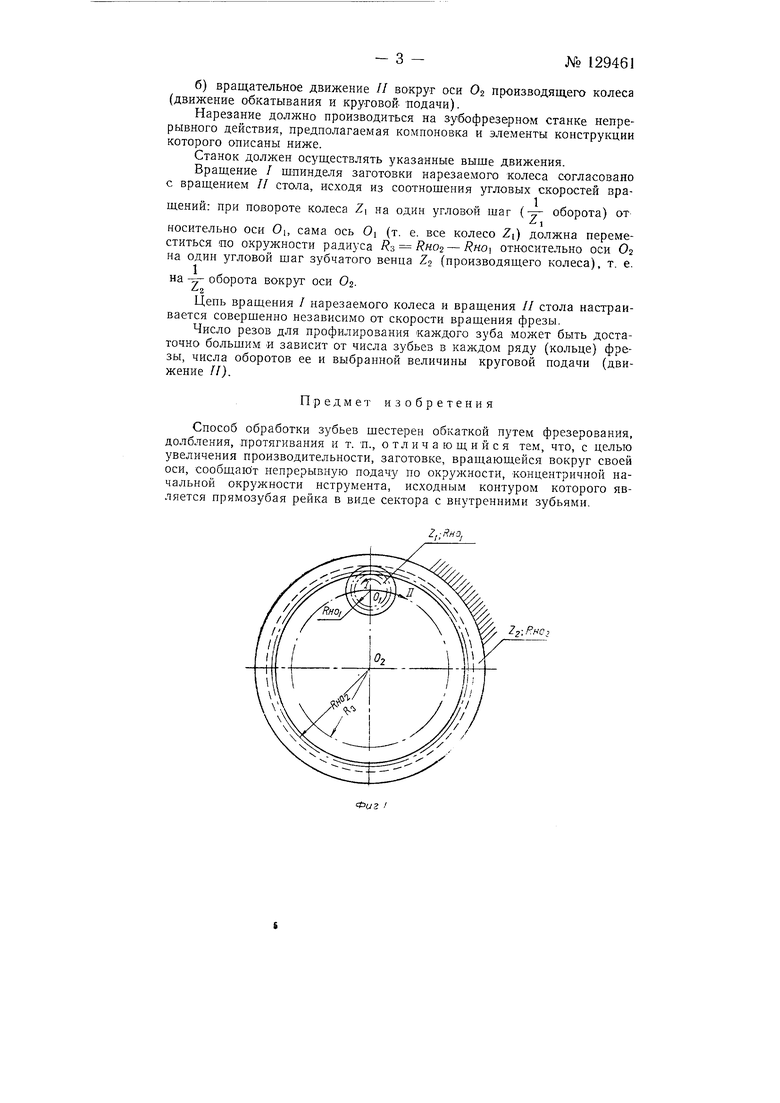
На фиг. 1 изображена схема зацепления колес с наружным и внутренним зубчатыми венцами; на фиг. 2 - принципиальная схема профилирования многорядной кольцевой вогнутой фрезы; на фиг. 3 - эта фреза в продольном разрезе; на фиг. 4 - то же, вид с торца; на фиг. 5 - принципиальная схема непрерывного зубофрезерования многорядной кольцевой вогнутой фрезой.
При нарезании зубьев осуществляется зацепление цилиндрического колеса Z, снабженного наружным зубчатым венцом (нарезаемое колесо), и неподвижного колеса, снабженного внутренним зубчатым венцом Zz (производящее колесо). Таким образом воспроизводится эпициклический планетарный, механизм с внутренним зацеплением.
Если колесо с внутренним зубчатым вендом Z2 (фиг. 1) неподвижно, то вращающееся вокруг своей оси Oi колесо Zi с наружным зубчатым венцом должно иметь также дополнительное (планетарное) вращение вокруг оси Оа внутреннего зубчатого венца Zz, т. е. должно иметь два согласованных вращательных движения:
/ - вращение вокруг оси О с определенной угловой скоростью;
// - вращение вокруг оси Oz, при котором ось колеса Z перемещается ПО окружности, радиус которой з равен:
,
№ 129461- 2 где RHO2 и Rnoi - радизсы начальных окружностей соответственно внутреннего зубчатого венца Zz и зубчатого колеса Zi.
Вращения колеса Zi вокруг своей оси Oi и вокруг оси О должны быть согласованы так, чтобы при повороте колеса Zi на один угловой
шаг ( - оборота) относительно оси Oi оно перекатывалось по внут/реннему венцу Zz на - оборота вокруг оси Оу.
Если вырезать (фиг. 2) из внутреннего зубчатого венца Zz (производящего колеса) сектор Zz с числом зубьев, равным (теоретически) числу зубьев нарезаемого колеса Zi (или, практически, с несколько больщим числом зубьев), и сделать этот сектор исходным для профилирования рел ущего инструмента (многорядной кольцевой вогнутой фрезы, секторной вогнутой зубодолбежной гребенки, секторной плоско-вогнутой многорядной зуборезной протяжки, шлифовального многорядного вогнутого круга и т. д.), то таким инструментом можно осуществить зубонарезание на станках непрерывного действия.
В частности, непрерывное зубофрезерование по -предлагаемому способу осуществляется следующим образом.
Исходным профилем для проектирования многорядной кольцевой вогнутой фрезы является сектор Zz (фиг. 2, 3 и 4) внутреннего зубчатого венца Zz (нроизводящего колеса).
Профиль каждого кольцевого ряда зубьев по длине фрезы (фиг. 5) соответствует -профилю той впадины }1арезаемого колеса Zi, которая расположена на соответствующем угловом расстоянии от межосевой линии сопрягаемых венцов - нарезаемого колеса и производящего колеса с внутренним зубчатым венцом.
Получение профиля зубьев фрезы может быть схематически представлено следующим образом.
Профиль сектора Z нроизводящего колеса (внутреннего зубчатого венна Zs) вращают вокруг оси будущей фрезы, образуя непрерывный многорядный кольцевой фасонный профиль (диаметральное сечение которого и представляет собой, таким образом, про-филь исходного сектора Zj производящего колеса (венца Zz .
Затем на фрезе прорезаются параллельные оси, канавки, образующие передние гранн зубьев. Каждый зуб затыловывается по задней и боковым граням. Зубья могут быть и острозаточенными.
Фрезу можно также схематически представить как набор фасонных дисковых фрез, профиль каждой из которых соответствует определенной в-падине производящего внутреннего венца Z.
Число кольцевых рядов зубьев по длине фрезы должно быть равным (или несколько большим) числу зубьев нарезаемого колеса Zj.
В процессе нарезания зубьев должны быть осуществлены следующие основные движения.
Фреза получает только главное вращательное движение резания /// вокруг своей о-си с любой заданной скоростью резания, которая ограничивается только режущими свойствами инструментального материала и другими факторами собственно процесса резания. Это движение не участвует и не связано с обкатыванием (огибанием) в процессе получения профиля зубьев.
Нарезаемое колесо Zj -получает два согласованных движения: а) вращательное движение / вокруг своей оси Oi (движение деления) в зацеплении с исходным профилем сектора Zz внутреннего венца Zg производящего колеса, по которому профилированы зубья фрезы. Центр Oi вращения колеса Z, находится при этом на окружности радиуса .
б) вращательное движение // вокруг оси Ог производящего колеса (движение обкатывания и круговой. Подачи).
Нарезание должно производиться на зубофрезерном станке непрерывного действия, предполагаемая компоновка и элементы конструкции которого описаны ниже.
Станок должен осуществлять указанные выще движения.
Вращение / шпинделя заготовки нарезаемого колеса согласовано с вращением // стола, исходя из соотнощения угловых скоростей вращений: при повороте колеса Z на один угловой шаг (- оборота) от
носительно оси О,, сама ось О; (т. е. все колесо Zi) должна переместиться по окружности радиуса R-A Rno - RHO относительно оси О2 на один угловой плаг зубчатого венца Т.-) (производящего колеса), т. е.
на -J- оборота вокруг оси 0ч.
Цепь вращения / нарезаемого колеса и вращения // стола настраивается соверщенно независи.мо от скорости вращения фрезы.
Число резов для профилирования каждого зуба может быть достаточно большим и зависит от числа зубьев в каждом ряду (кольце) фрезы, числа оборотов ее и выбранной величины круговой подачи (движение //).
Предме изобретения
Способ обработки зубьев щестерен обкаткой путем фрезерования, долбления, протягивания и т. п., отличающийся тем, что, с целью увеличения производительности, заготовке, вращающейся вокруг своей оси, сообщают непрерывную подачу по окружности, концентричной начальной окружности нструмента, исходным контуром которого является прямозубая рейка в виде сектора с внутренними зубьями.
22:P.nc:i

| название | год | авторы | номер документа |
|---|---|---|---|
| Коническая червячная фреза | 1982 |
|
SU1060361A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| Способ чистовой обработки эвольвентных профилей зубьев зубчатых колес | 1982 |
|
SU1098143A1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| Способ диагонального зубофрезерования колес с бочкообразными зубьями | 1986 |
|
SU1404213A1 |
| Способ обработки зубчатых колес | 1990 |
|
SU1797530A3 |
| Способ изготовления гиперболоидных зубчатых колес | 1991 |
|
SU1819196A3 |
| Устройство для накатывания внутренних зубчатых профилей | 1987 |
|
SU1447505A1 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| Приспособление к зубофрезерному станку для снятия заусенцев с зубьев цилиндрических зубчатых колес | 1991 |
|
SU1816575A1 |