Изобретение относится к металлообработке и может быть использовано при нарезании зубьев цилиндрических зубчатых изделий, имеющих коническую форму поверхностей впадин, методом диагонального зубофрезерования. Известна коническая червячная: фре за для обработки цилиндрических зубчатых колес, выполненная на основе производящей рейки и имеющая коническую линейчатую делительную поверх ность, оси симметрии профилей зубьев производящей рейки у такой фрезы пер пендикулярны образующей делительного конуса, а углы при вершина.х внутреннего и наружного конусов фре1зы выб;раны равными углу при вершине началь ного .конуса l. Для нарезания цилиндрических зубчатых колес с конической формой впадин, например долбяков, при диагоНсшьном фрезировании известной фрезой требуется специальное приспособление, обычно в виде гитары связи двух ходовых винтов станка, которое резко Снижает жесткость кинематической цепи за счет ее удлинения и увеличения кинематических пар. Цель изобретения - повышение точности и производительсности обработки цилиндрических зубчатых колес с конической формой впадин при диагональном зуб офрез еров анйи. Поставленная цель достигается тем что у коничвской червячной фрезы, вы ркэлненной на основе производящей рей ки, оси симметрии профилей зубьев производящей рейки расположены перпендикулярно оси фрезы, а угол при вершине конусов выступов и впадин определяют по зависимости „ b-tgO,5Q У 2агс1 , где - угол при вершине конусов выс тупов и впадин, град; b - ширина зубчатого венца обрабатываемого зубчатого коле- са, мм; 0- угол при вершине конуса впади обрабатываемого зубчатого к.ол са, град; L- длина используемой профилирую щей части фрезы, мм. На чертеже изображена предлагаема коническая червячная фреза.i Поскольку оси 1 симметрии профиле зубьев 2 производящей рейки перпенди кулярны оси 3 фрезы, то делительная поверхность фрезы, след которой изоб ражен линией 4, является цилиндричес кой . Конусы впадин и выступов зубьев фрезы выполнены под выбранным jf . Конструкция фрезы предусматривает плавное изменение от зуба к зубу рас стояния профиля от оси фрезы. При этом, как видно из чертежа, (Головка зуба плавно увеличивается, а ножка плавно уменьшается (или наоборот) от одного торца фрезы к другому при сохранении постоянной ойцей выстоты зуба. Придавая диагоналБную подачу предлагаемой фрезе, получают при фрезеровании обкаткой цилиндрические зубчатые изделия с конической формой поверхностей впадин, так как зубья фрезы, расположенные у ее торца с большим диаметром, фрезеруют зубья изделий с меньшим дц етром впадин и наоборот. Перепад диаметров впадин зубьев нарезаемой заготовки у противоположных ее торцов, очевидно, равен ,50 , где б - угол при вершине конуса впадин зубьев заготовки; - шй-f рина ее венца (для сохранения постоянства высоты нарезаемых зубьев наружная поверхность заготовки, как правило, также выполняется конической с углсян 9 при вершине конуса) . Если L - длина используемой при диагональной подаче профилирующей режущей части фрезы, то перепад рабо-чйх диаметров фрезы у противоположных ее торцов равен ,5у . Из очевидного равенства 2bigO,59 2Lig.O,55f следует, что угол у описываемой фрезы необходимо выбирать в зависимости от параметров заготовки, а именно bttf 0,5в .- Например, мм;бг10; мм получим lOOigS y.2arcl Затылование зубьев фрезы можно осуществить на обычнсял затьтовочнс оборудовании, располагая ось фрезы по линии центров станка и осуществляя затьшовочное движение перпендикудярно оси фрезы, т.е. располагая ось симметрии профиля затыловочного резца или шлифовального круга перпендикулярно оси фрезы. При этсм верхней каретке суппорта с инструментом необходимо сообщить поперечное перемещение, согласованное по углу у с основным продольным движением суйпорта станка. Использование данной фрезы при обработке цилиндрических зубчатых колес с конической впадин при диагональном зубофрезеровании позволяет укоротить кинематическую цепь, уве личить ее жестокость и, следовательно,: повысить точность и производительность зубообработки, которая повышается также за счет лучшего использования длины фрезы при диагональной подаче..
310603614
Использование всей длины |режущейсущественно повысить стойкость фрезы
части данной фрезы позволяет полу-при диагональном зубофрезерованни
чить равномерную загрузку ее зубьев(до 2-4 раз). при резании, избежать периодическихосевых перестановок фрезы и соответ- гКроме тогО| исключение дсятолнительствующих затрат вспомогательного тех-5|ного приспособления снижает затраты
нологического времени и, главное,на модернизацию станка.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диагонального фрезерования зубчатых колес | 1986 |
|
SU1468690A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2414335C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
КОНИЧЕСКАЯЧЕРВЯЧНАЯ ФРЕЗА, выполненная на основе производящей рейки, отличающаяся тем, что, с целью повышения точности и производительности обработки цилиндрических зубчатых колес с конической впадин при диагональном зубофрёзёрованйи, оси симметрии профилей зубьев производящей рейки расположены перпендикулярно оси фрезы, а угол при вершине конусов выступов и впадин определяют по зависимости,. Ь -tg 0,S Q 2arct где у - угол при вершине конусов выступов и впадин, град; Ь - ширина зубчатого венца обрабатываемого зубчатого кбле.. са, мм; 0 угол при вершине конуса впа дин ;обрабатываемого зубчатого колеса, град; длина используемой профилиIf - (Л рующей части фрезы, мм. Oi о со о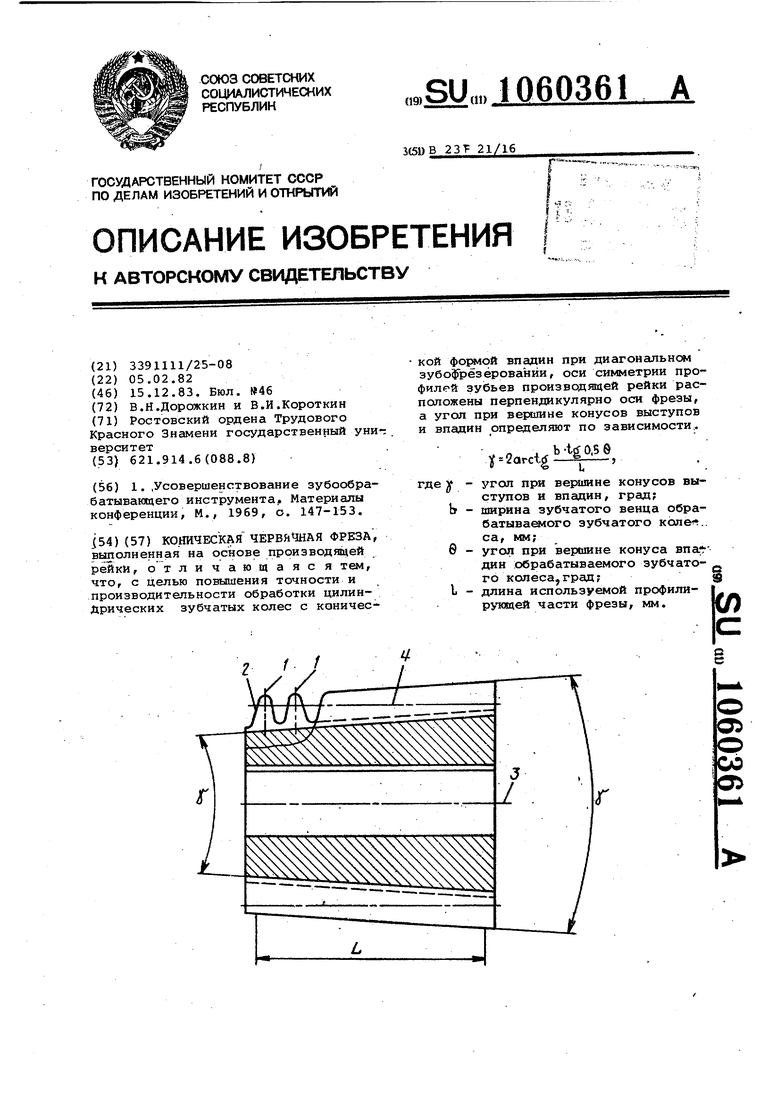
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| .Усовершенствование зубообрабатывающего инструмента | |||
| Материалы конференции, М., 1969, о | |||
| Раздвижной паровозный золотник со скользящими по его скалке поршнями и упорными для них шайбами | 1922 |
|
SU147A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
