Изобретение относится к обработке материалов резанием и может быть использовано при мерном раскрое заготовок.
Целью изобретения является повышение надежности линия раскроя заготовок.
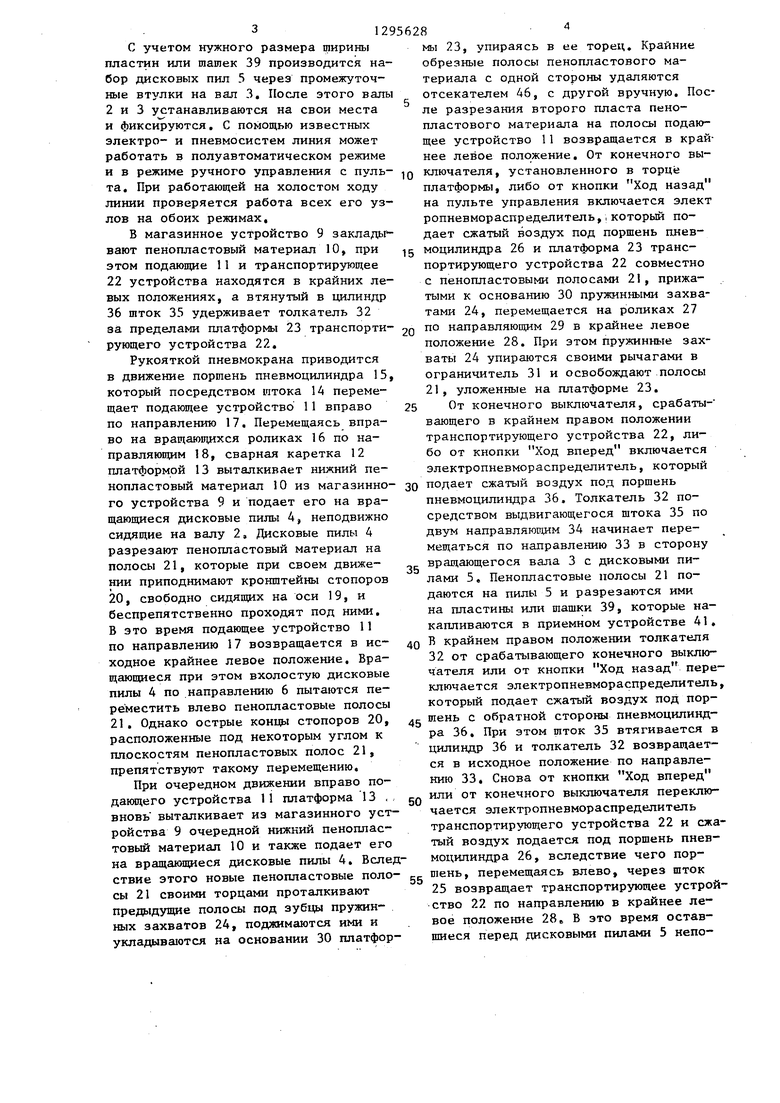
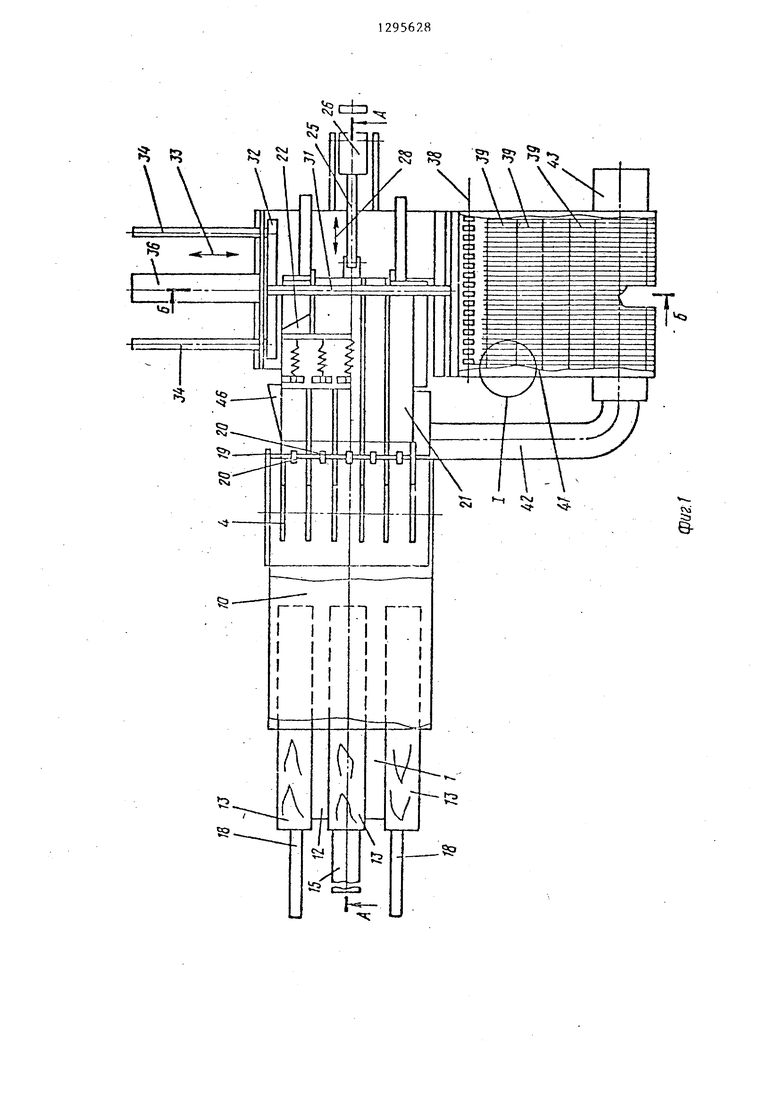
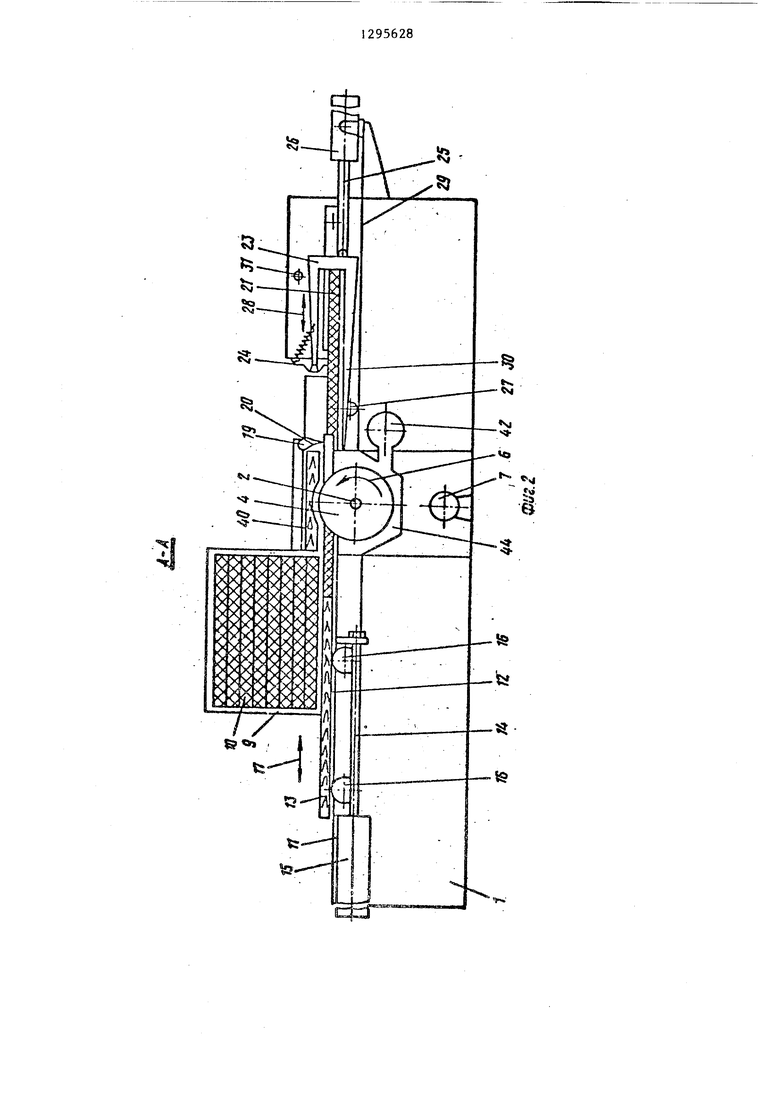
На фиг.1 изображена линия раскроя заготовок, вид в плане; на фиг,2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - узел I на фиг.I.
Линия раскроя заготовок содергкит . сварную раму 1, два перпендикулярно расположенных на подшипниках вала 2 и 3 с набором дисковых пил 4 и 5« Валы 2 и З посредством ременных передач свое вращение по стрелке 6 соответственно от электродвига- теля 7 и 8.
Перед валом 2 с дисковыми пилами 4 смонтировано магазинное устройство 9, в которое закладывается пенопластовый материал 10 (квадраты или круги). Перед магазинным устройством 9, смонтировано -подающее устройство 11, Это устройство, состоящее из сварной каретки 12, деревянной платформы 13, посредством штока 14 пневмоцилиндра 15 двухстороннего действия и двух пар .вращающихся роликов I6 получает возвратно-поступательное движение 17 по двум направляющим 18 таким образом, что деревянные планки платформы 13 свободно проходят под магазинным устройством 9. Этим обеспечивается выталкивание нижнего листа пенопластового материала 10 из магазина 9 и подача его на вращающиеся дисковые пилы 4 и вал 2,
За валом 2 на общей оси 19 установлен ряд свободно сидящих на ней стопоров 20, которые удерживают отдег ь-- ные продольно разрезанные полосы 21 пенопластового материала 10 от перемещения, совпадающего с направлением вращения 6 дискрвых пил 4
На правой стороне сварной рамы
форма 23 своей нижней частью основания 30 подходит под пластину, по которой перемещаются продольно разрезанные полосы 21 пенопластового материала 10, Этим обеспечивается свободное схожд;ение и расположение пенопластовых полос 21 на основании 30 платформы 23, а также их надежное
прижатие захватами 24 к поверхности основания платформы.
Ограничитель 31 подпружиненных захватов 24 неподвижно укреплен на стойках над транспортирующим устрой15 ством 22.
В крайнем правом положении транс- портируюп1;его устройства 22 основание 30 платформы 23 устанавливается тем, что у толкателя 32, получающего воз20 зратно-поступательное движение 33 по двум направляющим 34 от штока 35 пневмоцилиндра 36 двустороннего действия появляется возможность беспрепятственного перемещения поперек осно25 вания 30. Таким образом обеспечивается подача пенопластовых полос 21 на вращающиеся дисковые пилы 5 вала 3, которые режут поперек пенопластовые полосы на пластины или шашки.
30 На общей оси 37 установлен ряд свободно сидящих на ней стопоров 38, аналогичных стопорам 20, Для обеспечения прижатия разрезаемого материала 10 на полосы 21, а затем на плас35 тины или шашки 39 линия снабжена по;:;жимными деревянными брусами 40, Приемное устройство 41 представляет собой закрытый желоб прямоугольного сечения для накопления в нем готовых
40 пластин или шашек 39 перед заполнением загрузочной емкости С помощью отводных канапов 42 и патрубка 43 осуществляется отсос мелких отходов пенопласта и дыма из приемных емкостей
45 44 и 45. Отсекатель 46 служит для
отвода обрезков с боковой поверхности пенопластового материала,.
Устройство работает следующим обсмонтировано транспортирующее устрой- gg РЭ-зом Перед началом работы линии на ство 22. Это устройство, состоящее вал: 2 через промезкуточные втулки устаиз сварной платформы 23, подпружиненных захватов 24, посредством штока 25 пневмоцилиндра 26 двустороннего действия и двух пар вращающихся роли- ков 27 получает возвратно-поступа - тельное движение 28 по двум направляющим .29 а В крайнем левом положении транспортирующего устройства 22 платформа 23 своей нижней частью основания 30 подходит под пластину, по которой перемещаются продольно разрезанные полосы 21 пенопластового материала 10, Этим обеспечивается свободное схожд;ение и расположение пенопластовых полос 21 на основании 30 платформы 23, а также их надежное
прижатие захватами 24 к поверхности основания платформы.
Ограничитель 31 подпружиненных захватов 24 неподвижно укреплен на стойках над транспортирующим устройством 22.
В крайнем правом положении транс- портируюп1;его устройства 22 основание 30 платформы 23 устанавливается тем, что у толкателя 32, получающего воззратно-поступательное движение 33 по двум направляющим 34 от штока 35 пневмоцилиндра 36 двустороннего действия появляется возможность беспрепятственного перемещения поперек основания 30. Таким образом обеспечивается подача пенопластовых полос 21 на вращающиеся дисковые пилы 5 вала 3, которые режут поперек пенопластовые полосы на пластины или шашки.
На общей оси 37 установлен ряд свободно сидящих на ней стопоров 38, аналогичных стопорам 20, Для обеспечения прижатия разрезаемого материала 10 на полосы 21, а затем на пластины или шашки 39 линия снабжена по;:;жимными деревянными брусами 40, Приемное устройство 41 представляет собой закрытый желоб прямоугольного сечения для накопления в нем готовых
пластин или шашек 39 перед заполнением загрузочной емкости С помощью отводных канапов 42 и патрубка 43 осуществляется отсос мелких отходов пенопласта и дыма из приемных емкостей
44 и 45. Отсекатель 46 служит для
отвода обрезков с боковой поверхности пенопластового материала,.
Устройство работает следующим обнавливается такое количество дисковых пил 4j которое может обеспечивать;
а)получеш е пенопластовых полос по требуемом размеру длины пластин ипи шашек;
б)резку сразу всей площади пенопластовых заготовок с одновременной обрезкой их по боковым сторонам.
С учетом нужного размера ширины пластин или шашек 39 производится набор дисковых пил 5 через промежуточные втулки на вал 3, После этого валы 2 и 3 устанавливаются на свои места и фиксируются. С помощью известных электро- и пневмосистем линия может работать в полуавтоматическом режиме и в режиме ручного управления с пульта. При работающей на холостом ходу линии проверяется работа всех его узлов на обоих режимах,
В магазинное устройство 9 закла ц,- вают пенопластовый материал 10, при этом подающие 11 и транспортирующее 22 устройства находятся в крайних левых положениях, а втянутый в цилиндр 36 шток 35 удерживает толкатель 32 за пределами платформы 23 транспортирующего устройства 22,
Рукояткой пневмокрана приводится в движение поршень пневмоцилиндра 15, который посредством штока 14 перемещает подающее устройство 11 вправо по направлению 17. Перемещаясь вправо на вращающихся роликах 16 по направляющим 18, сварная каретка 12 платформой 13 выталкивает нижний пе35
нопластовый материал 10 из магазинно- зо подает сжатый воздух под поршень го устройства 9 и подает его на вра- щаю1циеся дисковые пилы 4, неподвижно сидящие на валу 2, Дисковые пилы 4 разрезают пенопластовый материал на полосы 21, которые при своем движении приподнимают кронштейны стопоров
20,свободно сидящих на оси 19, и беспрепятственно проходят под ними, В это время подающее устройство 11 по направлению 17 возвращается в исходное крайнее левое положение. Вращающиеся при этом вхолостую дисковые пилы 4 по направлению 6 пытаются переместить влево пенопластовые полосы
21,Однако острые концы стопоров 20, расположенные под некоторым углом к плоскостям пенопластовых полос 21, препятствуют такому перемещению.
пневмоцилиндра 36, Толкатель 32 п средством выдвигающегося штока 3 двум направляювдам 34 начинает пер мещаться по направлению 33 в стор вращающегося вала 3 с дисковыми п лами 5, Пенопластовые полосы 21 п даются на пилы 5 и разрезаются им на пластины или шашки 39, которые капливаются в приемном устройств 40 В крайнем правом положении толка 32 от срабатывающего конечного вы чателя или от кнопки Ход назад ключается электропневмораспредели который подает сжатый воздух под шень с обратной стороны пневмоцил ра 36, При этом шток 35 втягивае цилиндр 36 и толкатель 32 возвращ ся в исходное положение по напра нию 33, Снова от кнопки Ход впе или от конечного выключателя пер чается электропневмораспределител транспортирующего устройства 22 тый воздух подается под поршень моцилиндра 26, вследствие чего п шень, перемещаясь влево, через ш 25 возвращает транспортирующее у ство 22 по направлению в крайнее вое положение 28. Б это время ос шиеся перед дисковыми пилами 5 н
45
При очередном движении вправо подающего устройства 11 платформа 13 , вновь выталкивает из магазинного устройства 9 очередной нижний пенопластовый материал 10 и также подает его на вращающиеся дисковые пилы 4, Вследствие этого новые пенопластовые поло- сы 21 своими торцами проталкивают предыдущие полосы под зубцы пружинных захватов 24, поджимаются ими и укладываются на основании 30 платфор
мы 23, упираясь в ее торец. Крайние обрезные полосы пенопластового материала с одной стороны удаляются отсекателем 46, с другой вручную. После разрезания второго пласта пенопластового материала на полосы подающее устройство 11 возвращается в крайнее левое положение. От конечного выключателя, установленного в торце платформы, либо от кнопки Ход назад на пульте управления включается элект ропневмораспределитель,I который подает сжатый воздух под поршень пневмоцилиндра 26 и платформа 23 транспортирующего устройства 22 совместно с пенопластовыми полосами 21, прижатыми к основанию 30 пружинными захватами 24, перемещается на роликах 27 по направляюш;им 29 в крайнее левое положение 28, При этом пружинные захваты 24 упираются своими рычагами в ограничитель 31 и освобождают полосы 21, уложенные на платформе 23,
От конечного выключателя, срабаты- вающего в крайнем правом положении транспортирующего устройства 22, либо от кнопки Ход вперед включается электропневмораспределитель, который
подает сжатый воздух под поршень
пневмоцилиндра 36, Толкатель 32 посредством выдвигающегося штока 35 по вум направляювдам 34 начинает перемещаться по направлению 33 в сторону вращающегося вала 3 с дисковыми пиами 5, Пенопластовые полосы 21 подаются на пилы 5 и разрезаются ими на пластины или шашки 39, которые накапливаются в приемном устройстве 41, В крайнем правом положении толкателя 32 от срабатывающего конечного выключателя или от кнопки Ход назад переключается электропневмораспределитель, оторый подает сжатый воздух под порень с обратной стороны пневмоцилиндра 36, При этом шток 35 втягивается в цилиндр 36 и толкатель 32 возвращается в исходное положение по направлению 33, Снова от кнопки Ход вперед ли от конечного выключателя переключается электропневмораспределитель транспортирующего устройства 22 и сжатый воздух подается под поршень пневмоцилиндра 26, вследствие чего поршень, перемещаясь влево, через шток 25 возвращает транспортирующее устройство 22 по направлению в крайнее левое положение 28. Б это время оставшиеся перед дисковыми пилами 5 непо
резанные полосы 21 стопорами 38, си- дящиьш на общей оси 37, удерживаются от обратного перемещения под действием вращающихся по направлению стрелки 6 дисковых пил 5.
Все исполнителыпле органы пневмо- устройствд линии устанавливают в исходное положение, цикл резки пенопластового материала повторяется,
С помощью вентилятора, подсоединенного к патрубку 43 через каналы 42, осуществляют постоянный отсос мелких частиц пенопласта и дыма из при- емных емкостей 44 и 45.
Формула изобретения
1, Линия раскроя заготовок преимущественно прямоугольного се 1ения, содержащая распиливающее устройство, состоящее из двух валов с набором
дисковых пил, расположенных взаимно перпендикулярно в плоскостях, параллельных плоскости подачи заготовок, приемно-передаточное устройство и автоматический толкатель, отличающая ся тем, что, с целью повышения надежности, приемно-передаточное устройство выполнено в виде приводных платформ, установленных на роликах с возможностью возвратно-поступательного перемещения по направляющим, и подвижных подпружиненных захватов с ограничителем поворота, связанных с приводом перемещения,при этом плоскости расположения валов совмещены между собой,
2, Линия по п.1, отличающая с я тем, что привод перемеще- |Ния платформ выполнен в виде пневмо- Килиндра.
C±D
5 R
«M S «N Ц
5 :$
c±i
5-Б

Изобретение относится к обработке материалов резанием и может быть использовано при мерном раскрое заготовок. Целью изобретения является повышение надежности линии раскроя заготовок. В магазинное устройство 9 закладывают материал 10. Перемещаясь вправо на роликах 16 по направляющим, сварная каретка 12 платформой 13 выталкивает нижний лист материала 10 из магазинного устройства 9 и подает его на вращающиеся дисковые пилы 4, которые разрезают материал на полосы 21. Последующие нарезанные полосы проталкивают своими торцами предащущие нарезанные полосы 21 на зубцы пружинных захватов 24, поджимаются ими и укладываются на основании 30 .платформы 23. Платформа 23 перемещается в крайнее правое положение и пружинные захваты 24, упираясь своими рычагами в огра-. ничитель 31, освобождают полосы 21. Затем толкателем полосы 21 перемещаются под другие дисковые пилы в направ лении, перпендикулярном первоначаль- g ному, которые разрезают полосы 21 на пластины или щашки, 1 з.п. ф-лы, 4 ил.
36
22 3221 21
...
J;-Va ,(1 4r V- 4-U .N v..r;.r:g
.у-.
T 21
21
tt
J7 Л S S
I I / / . 33 W
41
23
8 5
фи.З
55
г
33
Редактор Т,1Нубкова
Составитель В.Шебалкин
Техред М.Моргентал Корректор И.Муска
Заказ 5912Тираж 660Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.
| Авторское свидетельство СССР | |||
| ,№ 296643, кл | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
