Изобретение относится к металлообработке и может быть использовано для зажима и контроля наличия прутка.
Цель изобретения - расширение технологических возможностей посредством использования различных способов подачи прутка.
На фиг. 1 представлен механизм зажима и контроля наличия прутка при зажиме и при его израсходовании, общий вид; на
пруток 7 и фиксируют его за счет возникающих сил трения, т.е. происходит зажим прутка 7. Положение конечного выключателя 4 на корпусе 1 выбирается таким образом, что он срабатывает при зажиме прутка 7, и цикл работы станка продолжается в автоматическом режиме. При этом конечный выключатель 4 настраивают на срабатывание при максимальном диаметре прутка. При подаче остатка прутка 7, недостафиг. 2 - разрез А-А на фиг. 1 (закли- 10 точной для надежного зажима длины, до20
полнительные лепестки 6, соскальзывая с прутка 7, сводятся к центру силами упругости и заклиниваются между губками 5. Перемещение цанги 2 с трубой 3 вправо становится невозможным. При срабатывании
танов станка или авоматическую перезарядку прутка 7 (если станок оснащен прутковым магазином).
Механизм кзбавляет станки-автоматы от аварийных ситуаций при окончании прутка 7, ведущих к выводу из строя набора инструмента или всего станка, позволяет оснастить станок-автомат поддерживающим устройством для прутка 7 с автоматическим 25 циклом загрузки из магазина.
Механизм можно использовать в станках, где подача прутка производится как подающими цангами, так и толкателями или устройствами, вытягивающими пруток с передней стороны шпинделя.
Формула изобретения
Механизм зажима и контроля наличия прутка, содержащий цанговый патрон,«в коническом отверстии корпуса которого устанивание зажимных губок цанги при отсутствии прутка).
Механизм зажима и контроля наличия прутка состоит из корпуса 1 цангового патрона (шпинделя), в коническом отверстии которого размещена зажимная цанга 2, привода зажима конечный выключатель 4 ос- соединенная с трубой зажима 3, контроль-тается разомкнутым и дает команду на осно-блокировочного элемента (конечного выключателя) 4, установленного на корпусе.
Между зажимными губками 5 в продольных пазах цанги 2 расположены дополнительные клиновидные упругие лепестки 6, которые предварительно сведены внутрь рабочего пространства так, что их боковые поверхности контактируют с боковыми поверхностями зажимных губок 5 и заклинивают их.
Таким образом, дополнительные лепестки 6 и зажимные губки 5 находятся в постоянном контакте (фиг. 2), при этом дополнительные лепестки 6 заклинивают зажимные губки 5 так, что в процессе работы зажимной цанги 2 они препятствуют ради- 30 альному перемещению зажимных губок 5 и осевому перемещению самой цанги 2 и трубы зажима 3.
При наличии прутка 7 в предлагаемом механизме (фиг. 1 и 2) лепестки 6
выходят из контакта с боковыми поверх- 35 новлена цанга с зажимными губками, трубу ностями зажимных губок 5, освобождаязажима и контрольно-блокировочный элеих от заклинивая, при этом дополнительные лепестки 6 контактируют с прутком 7.
Механизм работает следующим образом.
Подающим устройством (не показано) заряжаемый пруток 7 проталкивается, раздвигая дополнительные лепестки 6, через цангу 2 патрона и подается до упора (не показан). Привод механизма зажима перемещает трубу зажима 3 вправо и втягивает
40
мент, отличающийся тем, что, с целью расширения технологических возможностей посредством использования различных способов подачи прутка, цанга снабжена дополнительными клиновидными упругими лепестками, предварительно сведенными внутрь рабочего пространства так, что их боковые поверхности контактируют с боковыми поверхностями зажимных губок и
цангу 2 в коническое отверстие корпуса 45 заклинивают их, а торец трубы зажима 1, при этом зажимные губки 5 и дополни-предназначен для взаимодействия с конттельные лепестки 6 равномерно обжимаютрольно-блокировочным элементом.
пруток 7 и фиксируют его за счет возникающих сил трения, т.е. происходит зажим прутка 7. Положение конечного выключателя 4 на корпусе 1 выбирается таким образом, что он срабатывает при зажиме прутка 7, и цикл работы станка продолжается в автоматическом режиме. При этом конечный выключатель 4 настраивают на срабатывание при максимальном диаметре прутка. При подаче остатка прутка 7, недоста точной для надежного зажима длины, до точной для надежного зажима длины, дополнительные лепестки 6, соскальзывая с прутка 7, сводятся к центру силами упругости и заклиниваются между губками 5. Перемещение цанги 2 с трубой 3 вправо становится невозможным. При срабатывании
привода зажима конечный выключатель 4 ос- тается разомкнутым и дает команду на ос
танов станка или авоматическую перезарядку прутка 7 (если станок оснащен прутковым магазином).
Механизм кзбавляет станки-автоматы от аварийных ситуаций при окончании прутка 7, ведущих к выводу из строя набора инструмента или всего станка, позволяет оснастить станок-автомат поддерживающим устройством для прутка 7 с автоматическим циклом загрузки из магазина.
Механизм можно использовать в станках, где подача прутка производится как подающими цангами, так и толкателями или устройствами, вытягивающими пруток с передней стороны шпинделя.
Формула изобретения
Механизм зажима и контроля наличия прутка, содержащий цанговый патрон,«в коническом отверстии корпуса которого установлена цанга с зажимными губками, трубу зажима и контрольно-блокировочный эле
мент, отличающийся тем, что, с целью расширения технологических возможностей посредством использования различных способов подачи прутка, цанга снабжена дополнительными клиновидными упругими лепестками, предварительно сведенными внутрь рабочего пространства так, что их боковые поверхности контактируют с боковыми поверхностями зажимных губок и
заклинивают их, а торец трубы зажима предназначен для взаимодействия с конт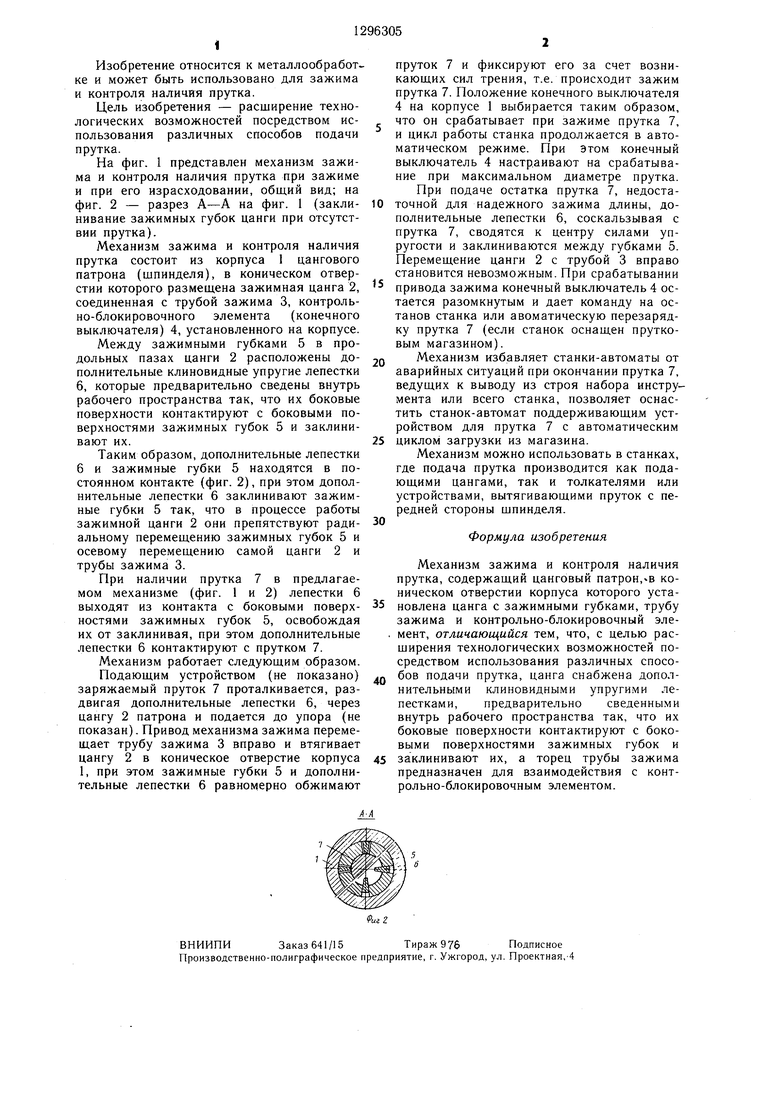
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1990 |
|
SU1787699A1 |
| ЦАНГОВЫЙ ПАТРОН | 1969 |
|
SU240449A1 |
| Механизм подачи и зажима прутка | 1979 |
|
SU831377A1 |
| Цанговый патрон | 1977 |
|
SU733872A1 |
| Цанговый патрон | 1978 |
|
SU700291A1 |
| Цанговый патрон | 1978 |
|
SU784993A1 |
| Цанговый патрон | 1987 |
|
SU1407694A1 |
| Цанговый патрон | 1985 |
|
SU1292932A1 |
| МЕХАНИЗМ ПОДАЧИ И ЗАЖИМА ПРУТКА | 2012 |
|
RU2483842C1 |
| ЦАНГОВЫЙ ПАТРОН | 1970 |
|
SU264880A1 |
Изобретение относится к металлообработке и может быть использовано для зажима и контроля наличия прутка. Цель изобретения - расширение технологических возможностей посредством использования различных способов подачи прутка. В коническом отверстии корпуса 1 размещена цанга 2, соединенная с трубой 3 зажима, предназначенной для взаимодействия с контрольно-блокировочным элементом 4, закрепленным на корпусе 1. Цанга 2 снабжена дополнительными клиновидными упругими лепестками 6, предварительно сведенными внутрь рабочего пространства так, что их боковые поверхности контактируют с боковыми поверхностями зажимных губок 5 цанги 2 и заклинивают их. 2 ил. ел to со 05 оо о СП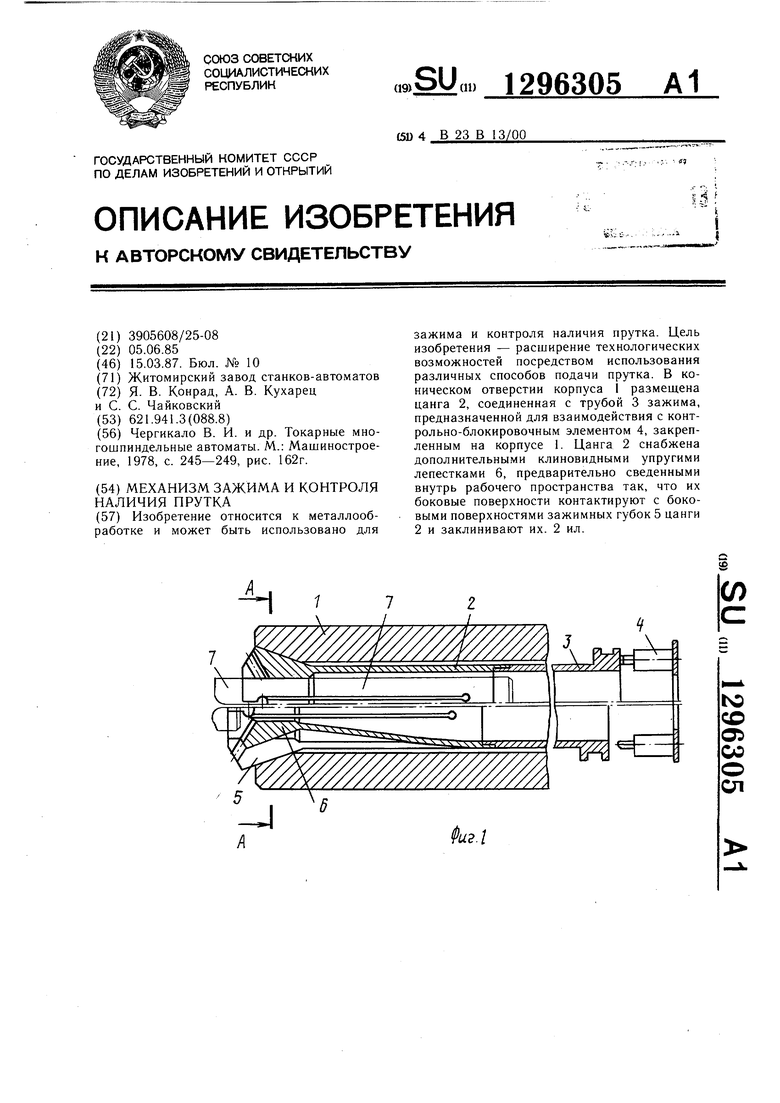
ВНИИПИЗаказ 641/15Тираж 976Подписное
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
| Чергикало В | |||
| И | |||
| и др | |||
| Токарные многошпиндельные автоматы | |||
| М.: Машиностроение, 1978, с | |||
| Льночесальная машина | 1923 |
|
SU245A1 |
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
