(54) ЦАНГОВЫЙ ПАТРОН
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1977 |
|
SU733872A1 |
| Механизм подачи и зажима прутка | 1979 |
|
SU831377A1 |
| Цанговый патрон | 1981 |
|
SU1009633A1 |
| Цанговый патрон | 1979 |
|
SU806277A1 |
| Цанговый патрон | 1990 |
|
SU1787699A1 |
| Цанговый патрон | 1989 |
|
SU1685623A1 |
| Цанговый патрон | 1985 |
|
SU1266671A1 |
| Цаговый патрон | 1976 |
|
SU568504A1 |
| Цанговый патрон | 1981 |
|
SU952461A1 |
| ЦАНГОВЫЙ ПАТРОН | 1969 |
|
SU240449A1 |
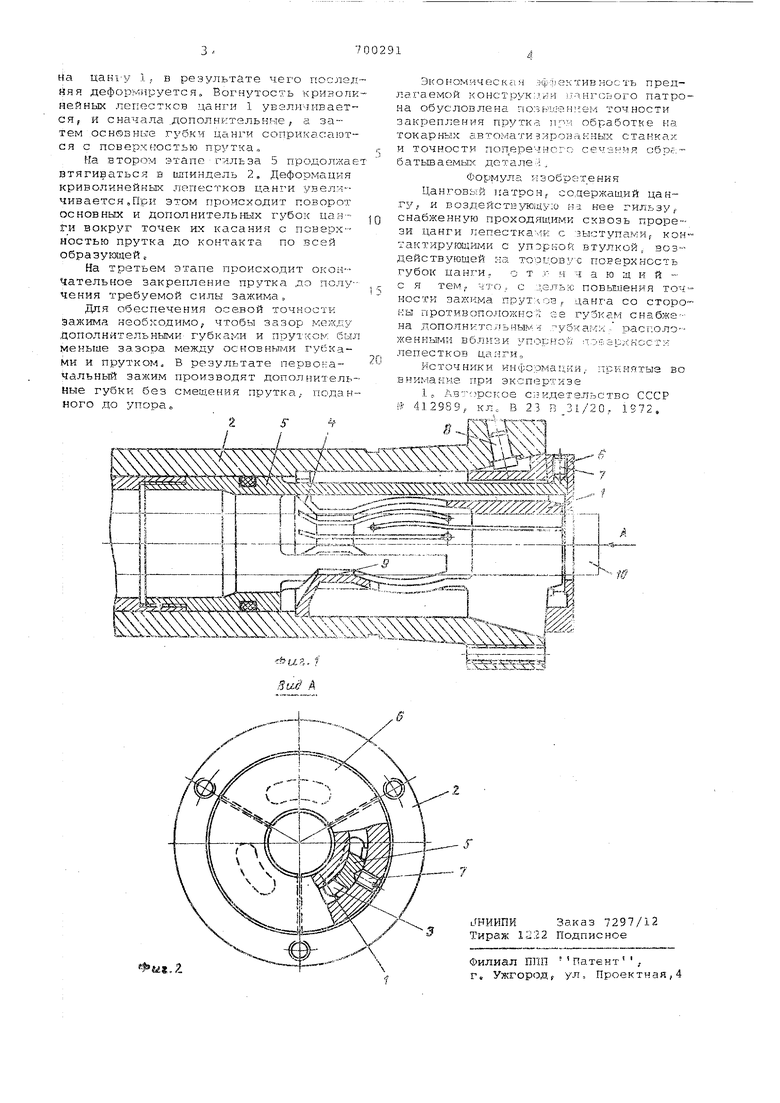
Изобретение относится к области станкостроения и может быть использо вано для закрепления в двух местах по длине прутков в токарных автоматах и токарно-револьверных станках. Известны цанговые патроны, содержащие цангу и воздействующую на нее гильзу, снабженную проходящими сквоз прорези цанги лепестками с выступами контактирующими с упорной втулкой, воздействующей на торцовую поверхность губок цанги 1. Однако в таких патронах наличие плавагацей подпружиненной зажимной цанги приводит к оттягиванию прутка при зажиме, что не обеспечивает, высокой осевой точности закрепления. Целью изобретения является создание цангового патрона, позволяющего повысить точность зажима прутков. Это достигается тем, что цанга со стороны противоположной ее губкам снабжена дополнительными губками, ра положенными вблизи упорной поверхнос ти лепестков цанги. На фиг. 1 изображен описываемый патрон в разрезе, на фиг. 2 - вид по стрелке А на фиг. 1. Патрон состоит из зажимяой цанги 1, имеющей разрезы с обеих сторон и упирающей своим торцом в торец шпинделя 2. В цанге выполнены окна 3 и пазы 4, сквозь которые проходят лепестки гильзы 5. Свободные концы лепестков гильзы 5 имеют выступы, расположенные в кольцевой канавке упорной втулки 6 и застопоренные винтами 7, Поворот цанги относительно шпинделя предотвращает шпонка 8. Цанга со стороны противоположной ее губкам снабжена дополнительными губками 9, образованными разрезами и дугами лепестков и расположенными вблизи упорной поверхности лепестков. Дуги при зажиме, уменьшаясь по радиусу, стремятся зажать пруток 10 за счет радиальной деформации, возникающей при перемещении конических губок относительно неподвижного торца с разрезами. Зажим происходит после перемещения подающей цанги и прутка вперед до упора и осуществляется в три этапа. На первом этапе выбираются последовательно зазоры между дополнительными губками 9 и основными губками цанги 1 и прутком 10 за счет перемещения гильзы 5 в шпиндель 2. При этом гильза 5 через упорную втулку 6 давит
