Известны способы бесконтактного контроля диаметра немагнитных тел круглого сечения, при которых измеряемый объект располагают внутри индуктивной катушки-датчика соосио с последней.
Недостаток устройств, работающих по этому способу, заключается в том, что они не обеспечивают точности измерения диаметра контролируемого объекта в случае смещения последнего относительно оси катушки-датчика, что особенно важно при измерениях диаметра движущейся проволоки.
В устройстве, работающем по описываемому способу, этот недостаток устранен тем, что для измерения диаметра быстро перемещающейся в процессе волочения проволоки, параметры катушки-датчика, являющейся элементом колебательного контура, подбирают такими, ири которых поперечные перемещения коптролируемой проволоки не влияют на точность измерений.
Способ основан на том, что изменения индуктивного, емкостного и активного сопротивлений, вносимых в контур изменением диаметра контролируемой проволоки и ее поперечными перемещениями, математически описываются разными функциями, что позволяет подобрать параметры колебательного контура, удовлетворяющие упомянутому условию.
Описанный способ применим во всех устройствах, предложенных для измерения труб, стержней и проволоки, имеющих индуктивную катущку-датчик, являющуюся элементом колебательного контура.
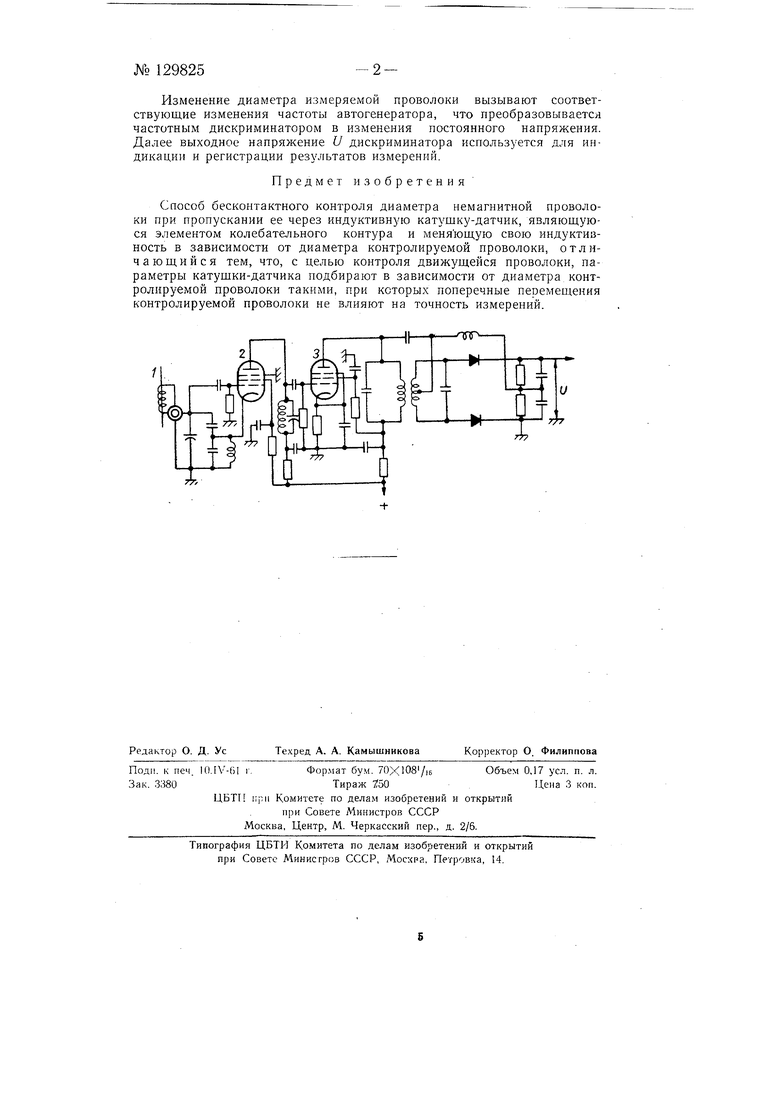
На схеме одного из вариантов устройств для измерения диаметра проволоки } - индуктивная катушка-датчик, 2 - лампа автогенератора и 5 -лампа частотного дискриминатора.
Изменение диаметра измеряемой проволоки вызывают соответствующие изменения частоты автогенератора, что преобразовывается частотным дискриминатором в изменения постоянного напряжения. Далее выходное напряжение U дискриминатора используется для индикации и регистрации результатов измерений.
Предмет изобретения
Способ бесконтактного контроля диаметра немагнитной проволоки при пропускании ее через индуктивную катушку-датчик, являющуюся элементом колебательного контура и меняющую свою индуктианость в зависимости от диаметра контролируемой проволоки, отличающийся тем, что, с целью контроля движущейся проволоки, параметры катущки-датчика подбирают в зависимости от диаметра контролируемой проволоки такими, при которых поперечные перемеодения контролируемой проволоки не влияют на точность измерений.
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесконтактного одновременного и независимого контроля диаметра и средней толщины стенок неферромагнитных труб | 1961 |
|
SU146957A1 |
| Устройство для контроля изделий из магнитных материалов | 1960 |
|
SU148947A1 |
| Прибор с датчиком для бесконтактного контроля размеров металлических изделий способом вихревых токов | 1961 |
|
SU148533A1 |
| Способ автоматического бесконтактного контроля параметров металлических изделий | 1961 |
|
SU147355A1 |
| Устройство для измерения консистенции веществ, например шуги | 1955 |
|
SU135679A1 |
| Устройство для измерения консистенции вещества | 1961 |
|
SU150293A1 |
| Устройство для контроля размеров металлических изделий | 1990 |
|
SU1788428A1 |
| МЕТАЛЛООБНАРУЖИТЕЛЬ | 1994 |
|
RU2098848C1 |
| Диэлькометрический влагомер-сигнализатор | 1976 |
|
SU603889A1 |
| Уровнемер | 1975 |
|
SU551513A2 |
