Известные способы автоматического бесконтактного контроля лараметров металлических изделий, основанные на методе вихревых токов, не обеспечивают требующейся в нроизводственных условиях точности вследствие влияния перемещения контролируемого образца относительно датчика.
Предложенный способ автоматического бесконтактного контроля параметров металлических изделий не имеет указанного недостатка. Отличительной особенностью предложенного Способа, позволяющего исключить погрешности измерения из-за неизбежных при производственном контроле перемещений контролируемого объекта, является то, что датчик перемещают в пределах больших, чем возможные случайные перемещения изделия, и измеряют величину амплитуды (или фазы, или частоты) напряжения или ее производной в те моменты, когда она принимает экстремальные значения, совершенно не зависящие от перемещений контролируемого изделия.
Способ предусматривает применение обычных индуктивных катушек-датчиков, принудительно приводимых в периодическое возвратнопоступательное движение относительно контролируемого объекта.
Сущность описываемого способа состоит в следующем. Через одну из катушек двухкатушечного датчика пропускается переменный ток, а со второй снимается сигнал, несущий информацию о контролируемом изделии (трубы, ленты, рельсы, угловой прокат и т. п.).
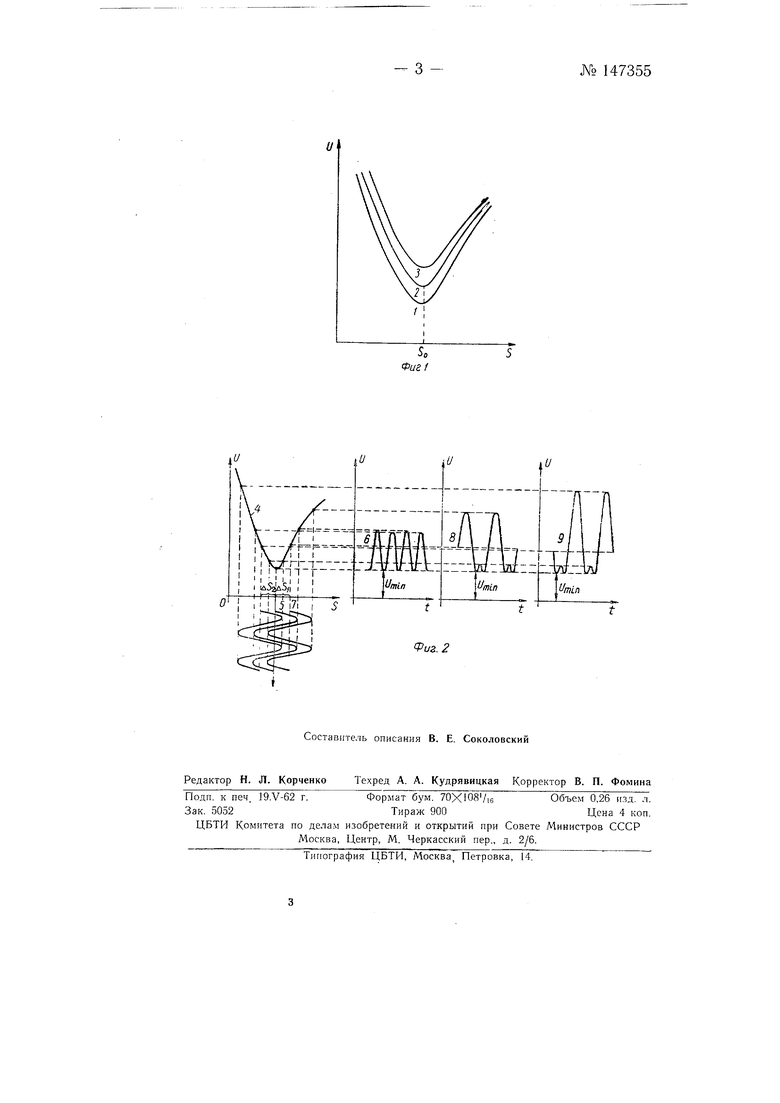
На фиг. 1 изображено типичное семейство характеристик для дифференциальной системы датчиков; на фиг. 2 показана кривая для одного значения контролируемого параметра.
По оси абцисс (см. фиг. 1) отложено расстояние 5 между датчиком и изделием, а по оси ординат -амплитуда напряжения U на выходе системы датчиков. Кривые /, 2 и 5 соответствуют различным величинам
№ 147355- 2 контролируемого параметра изделия; So - это величина заранее устанавливаемого зазора.
Кривая 4 (см. фиг. 2) соответствует кривой 2 на фиг. 1. Эта кривая характеризует процессы, происходящие при отклонении зазора от So для одного значения контролируемого параметра. Изменение зазора между датчиком и контролируемым изделием, когда среднее значение зазора равно 5о, происходит по кривой 5. Этому соответствует изменение амплитуды напряжения U во времени i, изображенное кривой 6.
Если Среднее значение зазора увеличится, т. е. контролируемое изделие отодвинется на некоторое расстояние A5i от своего начального положения, то изменение зазора будет происходить по кривой 7. Этому соответствует изменение амплитуды напряжения во времени, характеризуемое кривой 8. При отклонении изделия на расстояние ASa амплитуда напряжения во времени будет изменяться по кривой 9.
Следовательно, лри перемещениях контролируемого объекта совершенно не изменяется минимальное значение амплитуды напряжения /,иа„ на выходе системы датчиков; оно зависит только от параметров изделия.
Кривые /, .2 и 5 (см. фиг. 1) могут иметь и теревернутое изображение, т. е. быть не с минимумом, а с максимумом. В этом случае не зависимым от расстояния будет максимальное значение амплитуды.
Если зависимости от 5 амплитуды имеют вблизи некоторого значения So максимум ИЛИ минимум производной, то соответственно их значения также не зависят от зазора. Все сказанное относится и к фазе напряжения на выходе системы датчиков и к частоте, если используется датчик, включенный в контур автогенератора.
Предлагаемый способ может найти применение на машиностроительных предприятиях.
П р е дм ет изобретения
Способ автоматического бесконтактного контроля параметров металлических изделий с применением индуктивных катушек-датчиков, принудительно приводимых в периодическое возвратно-поступательное движение относительно контролируемого объекта, отличающийся тем, что, с целью исключения погрешностей измерения из-за неизбежных при производственном контроле перемещений контролируемого объекта, датчик перемещают в пределах больших, чем возможные случайные перемещения изделия, и измеряют величину амплитуды (или фазы, или частоты) напряжения или ее производной в те моменты, когда она принимает экстремальные значения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля изделий из магнитных материалов | 1960 |
|
SU148947A1 |
| Прибор для измерения диаметра проволоки | 1959 |
|
SU129825A1 |
| Прибор с датчиком для бесконтактного контроля размеров металлических изделий способом вихревых токов | 1961 |
|
SU148533A1 |
| Устройство для бесконтактного одновременного и независимого контроля диаметра и средней толщины стенок неферромагнитных труб | 1961 |
|
SU146957A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ДВИЖЕНИЯ ТОРЦОВ ЛОПАТОК РОТОРА ТУРБОМАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2231750C2 |
| Способ возбуждения упругих волн | 1984 |
|
SU1231452A1 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ МЕДНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2542624C1 |
| Устройство для определения однородности механических свойств изделий их металла и обнаружения в них зон с аномальной твердостью | 2017 |
|
RU2690074C2 |
| УСТРОЙСТВО для БЕСКОНТАКТНОГО НЕПРЕРЫВНОГО | 1965 |
|
SU172539A1 |