Изобретение относится к электротехнике, в частности к технологии электрических проводов, и может быть использовано при проектировании и изготовлении проводов с изоляцией из термопластов.
Цель изобретения - повышение дол- гове чности путем уменьшения скорости удаления пластификатора из материала изоляции и повьшения гибкости.
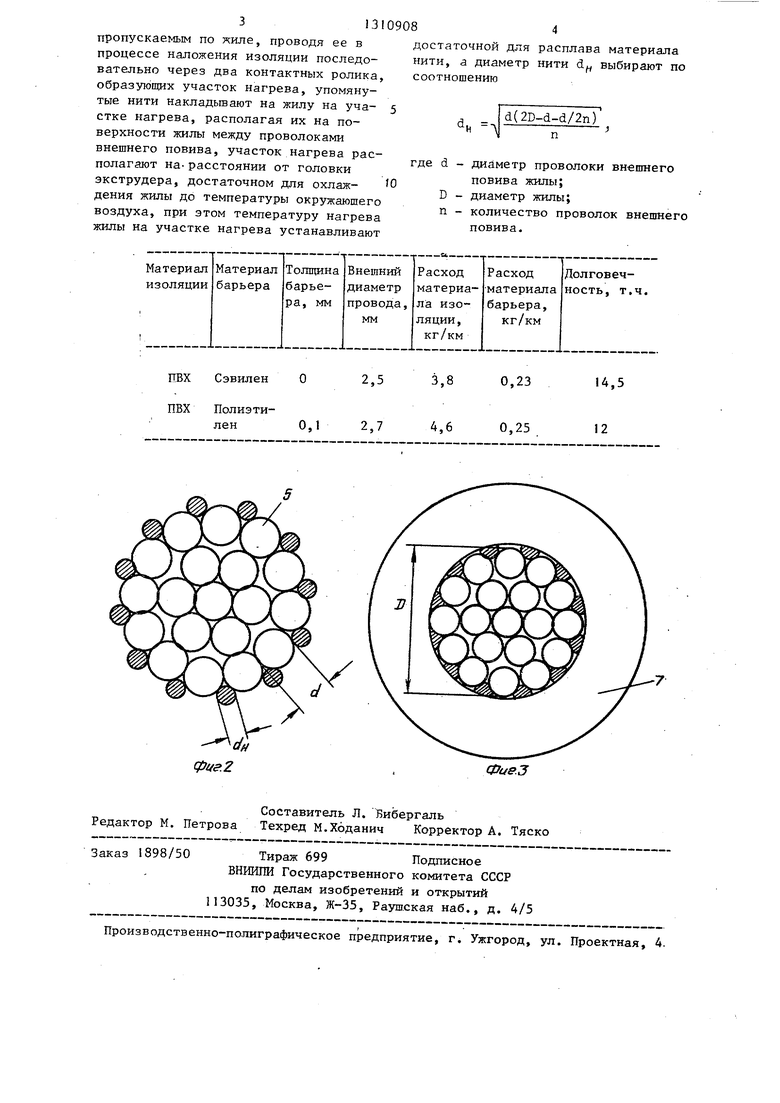
На фиг. 1 представлена схема технологической цепочки изготовления провода; на фиг. 2 - токопроводящая витая жила провода с расположенными на ее поверхности нитями из термопласта, обладающего адгезией к материалу жилы, поперечный разрез; на фиг. 3 - провод с барьером, препятствующим миграции пластификатора в полость многопроволочной жилы, по пе- речный разрез.
С отдающего барабана 1 витая многопроволочная жила 2 правильной по- вивной скрутки поступает на первый контактный ролик 3. Затем на жилу 2 методом намотки с шагом, равньм шагу скрутки внешнего повива проволок, накладывают нити 4, располагая их между проволоками 5. Жила с расположенными на ее поверхности нитями поступает на второй контактный ролик 3, отстоящий от головки экструдера 6 на расстоянии L, достаточном для охлаждения жилы после нагрева при заданной скорости наложения изоляции 7. После наложения изоляции готовый провод поступает на приемный барабан 8. Контактные ролики подключены к источнику 9 тока и вместе с участком нагрева жилы образуют замкнутую цепь, по которой от источника пропускают ток I, необходимый для нагрева жилы до температуры расплава материала нити.
Нити располагаются на поверхности жилы между проволоками верхнего повива. При нагреве материала нити он расплавляется и заполняет межпрово- лочное пространство, образуя прочное адгезионное соединение с материалом . жилы. При наложении изоляции миграция пластификатора их материала изоляции в полость жилы задерживается барьером, образованным материалом нити, образующим адгезионное соединение с поверхностью проволок, в то же время количество материала барьера, определяемое исходным диаметром
нити, таково, что внутренняя поверхность изоляции касается поверхности жилы, что в свою очередь определяет уменьщенный расход материала изолят ции и повьщ1енную гибкость провода.
Пример 1. Провод с изоляцией из ПВХ-пластиката и барьером из сзвилена. Жила провода состоит из проволок диаметром 0,3 мм и имеет правильную повивнзпо скрутку 7x0,3, Толщина изоляции 0,8 мм. Диаметр нити из сэвилена определяют по формуле
f5
d(2D-d-d/2n)
0,3(2-0,.
0
5
0
5
0
5
5
0
0,17.
На участке нагрева провод нагревают до 343-373 К, при которой сэви- лен, расплавляясь, заполняет межпроволочное пространство внешнего повива проволок. После охлаждения на участке L на экструдере накладьгоают - изоляцию,
В таблице приведены данные по проводу, изготовленному предлагаемым способом, с данными провода, антидиффузионный барьер которого выполнен в виде сплошного слоя из полиэтилена.
Формула изобретения
Способ изготовления электрического провода, содержащего центральную многопроволочную жилу правильной скрутки, поверх которой концентрично . расположен слой изоляции из композиционного материала на осн рве термопластов и барьер из термопластичного материала, размещенного между внутренней поверхностью слоя изоляции и поверхностью жилы, включающий нагрев жилы, наложение на нагретую жилу термопластичного материала барьера и последующее наложение методом экструзии слоя изоляции, отличающийся тем, что, с целью повышения долговечности провода путем уменьшения скорости удаления пластификаторов из материала изоляции и повышения гибкости провода, в качестве материала барьера используют термопласт, обладающий адгезией к материалу жилы, формируют из этого материала нити, нагрев жилы выполняют током.
31310908
пропускаемым по киле, проводя ее в процессе наложения изоляции последовательно через два контактных ролика, образующих участок нагрева, упомянутые нити накладывают на жилу на уча- 5 стке нагрева, располагая их на поверхности жилы между проволоками внешнего повива, участок нагрева располагают на- расстоянии от головки экструдера, достаточном для охлаж- О дения жилы до температуры окружающего воздуха, при этом температуру нагрева жилы на участке нагрева устанавливают
ПВХ Сэвилен О 2,5 3,8 0,23 14,5
ПВХ Полиэтилен 0,1 2,7 4,6 0,25 12
достаточной для расплава материала нити, а диаметр нити d выбирают по соотношению
н
d(2D-d-d/2n)
d - диаметр проволоки внешнего
повива жилы; D - диаметр жилы; п - количество проволок внешнего
повива.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКИЙ МНОГОЖИЛЬНЫЙ КАБЕЛЬ | 2016 |
|
RU2642419C1 |
| СПОСОБ СКРУТКИ СЕРДЕЧНИКА МНОГОЖИЛЬНЫХ КАБЕЛЕЙ СВЯЗИ, УСТРОЙСТВО ДЛЯ СКРУТКИ И МНОГОЖИЛЬНЫЙ КАБЕЛЬ СВЯЗИ | 2009 |
|
RU2396620C1 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ХОЛОДОСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕРАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2535603C2 |
| Герметичная токопроводящая жила и способ её изготовления | 2022 |
|
RU2785328C1 |
| ГЕРМЕТИЗИРОВАННЫЕ ПАРА И ТРОЙКА, И КАБЕЛИ МОНТАЖНЫЕ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОБЕЗОПАСНЫЕ, ДЛЯ НИЗКОСКОРОСТНЫХ СИСТЕМ АВТОМАТИКИ С СЕРДЕЧНИКОМ ИЗ ГЕРМЕТИЗИРОВАННЫХ ПАР ИЛИ ТРОЕК (ВАРИАНТЫ) | 2022 |
|
RU2787357C1 |
| КОМБИНИРОВАННЫЙ КАБЕЛЬ УПРАВЛЕНИЯ | 2017 |
|
RU2658848C1 |
| ГИБКИЙ НАГРЕВАТЕЛЬНЫЙ ПРОВОД | 1993 |
|
RU2046553C1 |
| Способ изготовления электрического кабеля и кабель, изготавливаемый данным способом | 2022 |
|
RU2797030C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПРОВОДОВ | 1994 |
|
RU2087959C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КАБЕЛЕЙ С ПРОПИТАННОЙ БУМАЖНОЙ ИЗОЛЯЦИЕЙ | 2024 |
|
RU2823602C1 |
Изобретение относится к электротехнике, в частности к кабельной технике. Цель изобретения - повьшение долговечности провода путем уменьшения скорости удаления пластификаторов из материала изоляции и повьшения гибкости провода. На жилу 2 методом ;намотки накладывают нити 4, располагая их между проволоками. Контактные ролики 3 подключены к источнику тока 9 и вместе с участком нагрева жилы образуют замкнутую цепь, по которой от источника пропускают ток, необходимый для нагрева жилы до температуры расплава материала нити. Материал нити расплавляется и заполняет меж- проволочное пространство, образуя прочное адгезионное соединение с материалом жилы, задерживающее миграцию пластификатора из материала изоляции в полость жилы, и уменьшая расход материала изоляции. 3 ил. 1 табл. Q S (Л СО О 00 фие.1
фцг.2
Составитель Л. Бибергаль Редактор М. Петрова Техред М.Ходанич Корректор А. Тяско
1898/50
Тираж 699 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
Фие.З
| Привезенцев В | |||
| А | |||
| Основы кабельной техники, изд | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления струн | 1924 |
|
SU345A1 |
| Авторское свидетельство СССР №,725089, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
