Изобретение относится к области электротехники, а именно к конструкциям герметизированных кабельных изделий с пластмассовой изоляцией и технологии производства многопроволочной токопроводящей жилы.
Из уровня техники известны различные конструкции герметизированных кабелей. Известны следующие технические решения для обеспечения продольной герметизации токопроводящих жил: - размещение водоблокирующих лент или нитей между каждым повивом жилы во время скрутки; - ввод герметизирующего состава в зону скрутки в процессе скрутки жилы.
Также известен одножильный судовой герметизированный огнестойкий кабель по патенту РФ № 166057 на полезную модель (МПК H01B 7/28). Данный кабель включает сердечник, состоящий из изолированной многопроволочной токопроводящей жилы и заключенный в полимерную оболочку с введенным в междупроволочное пространство токопроводящей жилы подизоляционным герметизирующим заполнителем, отличающийся тем, что изоляция токопроводящей жилы выполнена из резиновой силиконовой смеси, керамизирующейся при воздействии огня, а подизоляционный герметизирующий заполнитель междупроволочного пространства жилы представляет собой водоблокирующие нити, выполненные на основе горючих синтетических волокон.
Также применение водоблокирующих нитей или лент для герметизации токопроводящей жилы от проникновения воды и ее продольного перемещения по кабелю является наиболее простым и технологичным решением, которое широко используется для кабелей силовых (ГОСТ Р 55025-2012). Недостатком данной конструкции, является то, что герметизирующие элементы в виде водоблокирующих нитей в токопроводящей жиле и ленты поверх токопроводящей жилы не могут гарантированно обеспечить стойкость к проникновению и продольному перемещению воды и газов высокого давления, вследствие наличия воздушных пустот и отсутствия адгезии между конструктивными элементами токопроводящей жилы. Кроме этого водоблокирующие материалы являются горючими, ухудшают пожаробезопасные свойства кабеля. Ещё одним существенным минусом водоблокирующих материалов является возможность потери способности впитывать воду при перегреве, который может произойти при наложении экструдированного покрытия, особенно, в процессе вулканизации кремнийорганической резины в печах, т.е. абсорбирующий порошок нитей перестает впитывать воду. Данное техническое решение, т.е. применение гигроскопичных заполнителей, запрещено использовать в кабелях, предназначенных для применения во взрывоопасных зонах классов 0 и 1, а также для питания оборудования групп I и II по ГОСТ 31610.0 (ГОСТ Р 58342-2019).
Герметичность также может быть обеспечена за счет заполнения всех пустот в токопроводящей жиле специальными герметизирующими составами, имеющими высокую адгезию к конструктивным элементам кабеля.
Известен кабель, герметизированный для передачи данных по патенту РФ № 182083 на полезную модель (МПК H01B11/02). Данный кабель содержит по крайней мере одну коаксиальную пару, выполненную из внутреннего многопроволочного проводника из медной луженой проволоки, изоляции из сшитого полиэтилена, поверх которой наложен слой из сшитой электропроводящей композиции на основе полиэтилена с удельным объемным электрическим сопротивлением не более 103 Ом⋅см, внешнего проводника в виде оплетки из медной луженой проволоки, покрытого полимерной экструдированной оболочкой, при этом междупроволочное пространство внутреннего и внешнего проводника заполнено герметизирующим составом, отличающийся тем, что оболочка выполнена из сшитой полиолефиновой композиции, не содержащей галогенов, с кислородным индексом не менее 30%.
Также известен кабель судовой герметизированный с резиновой изоляцией и оболочкой по патенту РФ № 202014 на полезную модель (МПК H01B 7/28). Данный кабель содержит многопроволочные токопроводящие медные жилы с заполнителем и изоляцией из резины, изолированные жилы, преимущественно скрученные в сердечник с заполнителем, и оболочку из резины. Заполнитель токопроводящей жилы выполнен из термореактивного герметизирующего состава с относительным удлинением при разрыве не менее 250% и прочностью при растяжении от 3 до 5 МПа, заполнитель сердечника выполнен из термореактивного герметизирующего состава с относительным удлинением при разрыве не менее 300% и прочностью при растяжении от 1,5 до 4,5 МПа, при этом герметизирующие составы содержат натуральный и синтетические каучуки, наполнители и вулканизующую группу.
Также известен кабель, герметизированный комбинированный усиленной защиты по патенту РФ № 165636 на полезную модель (МПК H01B11/02). Данный кабель содержит скрученные в сердечник силовые медные токопроводящие жилы, покрытые изоляцией из термопластичного полимерного материала, а также медные токопроводящие жилы с изоляцией из термопластичного полимерного материала, скрученные в пары, имеющие герметизирующий заполнитель, общую оболочку из термопластичного материала и экран из медных проволок, скрепляющий элемент в виде обмотки из синтетической пленки и защитную полимерную оболочку, отличающийся тем, что сердечник снабжен центральным грузонесущим элементом, токопроводящие жилы выполнены многопроволочными, и межпроволочное пространство, а также свободные промежутки сердечника заполнены герметизирующим заполнителем, в качестве материала изоляции жил использована композиция полиэтилена, общей оболочки пар изолированных жил - композиция сополимера этилена с винилацетатом, защитной оболочки - композиция термопластичного полиуретана.
Также известен кабель судовой герметизированный по патенту РФ № 115553 на полезную модель (МПК H01B7/02). Данный кабель содержит токопроводящие медные жилы с заполнителем и изоляцией из резины, изолированные жилы, скрученные в сердечник с заполнителем, и оболочку из резины, отличающийся тем, что заполнитель токопроводящей жилы выполнен из термореактивного герметизирующего состава с прочностью связи контакта «медь-заполнитель» и «заполнитель-изоляция» от 0,2 до 4,5 кН/м, заполнитель сердечника выполнен из термореактивного герметизирующего состава с прочностью связи контакта «заполнитель-изоляция» от 1,0 до 7,5 кН/м, а контакта «заполнитель-оболочка» от 1 до 6 кН/м, при этом предел прочности при растяжении заполнителя меньше предела прочности при растяжении изоляции и оболочки кабеля.
К недостаткам использования герметизирующего состава относится, то что высокие адгезионные и прочностные характеристики герметизирующего состава зависят от точности дозирования обоих компонентов продукта (А основа + В отвердитель). Компоненты герметика смешиваются в соотношении 10:1 по объему. Любое отклонение от данного соотношения смешивания приводит к ухудшению технических характеристик. Время отверждения герметика зависит от температуры и влажности окружающей среды, потеря жизнеспособности герметика (потеря технологичности массы при нанесении) происходит через 40 - 60 минут (при 20°С) после смешивания компонента А и отвердителя В. Во время работы с полисульфидными герметиками, следует соблюдать правила безопасности и обязательно пользоваться персональными защитными средствами, поскольку взаимодействие с кожей может иметь негативные последствия для человека. Не рекомендуется использование герметика при температуре окружающей среды менее плюс 15°С. Недостатками данных решений является отсутствие продольной герметичности (газо и паронепроницаемости) в первом случае, и значительная сложность технологии изготовления кабелей во втором случае.
Задача заявленного изобретения заключалась в обеспечении продольной герметизации многопроволочной жилы для обеспечения газо- и паронепроницаемости при повышенном давлении. Технический результат заключается в разработке конструкции токопроводящей жилы и способа ее изготовления, обеспечивающим продольную герметизацию жилы, которая в случае аварийного повреждения или обрыва кабеля обеспечивает ограничение перемещения горючих веществ и воды по токопроводящей жиле в продольном направлении, что в свою очередь обеспечивает возможность эксплуатации кабеля во взрывоопасных помещениях. Данный технический результат достигается за счет всей совокупности существенных признаков.
Сущность изобретения состоит в том, что способ изготовления герметичной токопроводящей жилы заключается в том, что токопроводящую жилу формируют из металлических проволок в спиральной конфигурации в контакте друг с другом, причем по меньшей мере одна металлическая проволока выполнена с предварительно нанесенным покрытием из полимерного термопластичного материала, а остальные без покрытия, причем формируют токопроводящую жилу с верхним повивом проволок без покрытия, затем поверх верхнего повива проволок без покрытия, накладывают методом экструзии под давлением герметизирующее общее покрытие из полимерного термопластичного материала или изоляцию, при этом предварительно подогревают токопроводящую жилу до температуры от 100 до 160°С. Кроме того, накладывают общее покрытие толщиной от 0,10 до 0,30 мм. Покрытие проволоки и общее полимерное покрытие токопроводящей жилы выполнено из поливинилхлоридного пластиката либо полиэтилена, либо полимерной композиции, не содержащей галогенов, либо электропроводящей композиции, либо термоэластопласта. Вместе с тем, при выполнении токопроводящей жилы с двумя и более проволоками с предварительно нанесенным покрытием из полимерного термопластичного материала, их чередуют с проволоками без покрытия между собой внутри токопроводящей жилы. Причем токопроводящую жилу формируют из по меньшей мере шести металлических проволок. Кроме того, предварительно нанесенное на проволоку покрытие из полимерного термопластичного материала выполнено толщиной от 0,10 до 0,20 мм. Вместе с тем, при изготовлении токопроводящей жилы из предварительно скрученных стренг, каждая из которых выполнена способом по п. 1, производится их размещение в спиральной конфигурации и контакте друг с другом, в центре стренг применяется проволока или чередующиеся проволоки с покрытием, а центральная стренга имеет также общее покрытие стренги. В то же время, при изготовлении токопроводящей жилы, состоящей из нескольких повивов, общее покрытие накладывают не только на центральную проволоку, но по каждому внутреннему повиву методом экструзии под давлением. Герметичная токопроводящая жила сформированная в спиральной конфигурации из металлических проволок, из которых, как минимум одна металлическая проволока выполнена с предварительно нанесенным покрытием из полимерного термопластичного материала, а остальные без покрытия изготовленная заявленным способом.
Изобретение поясняется графически, где
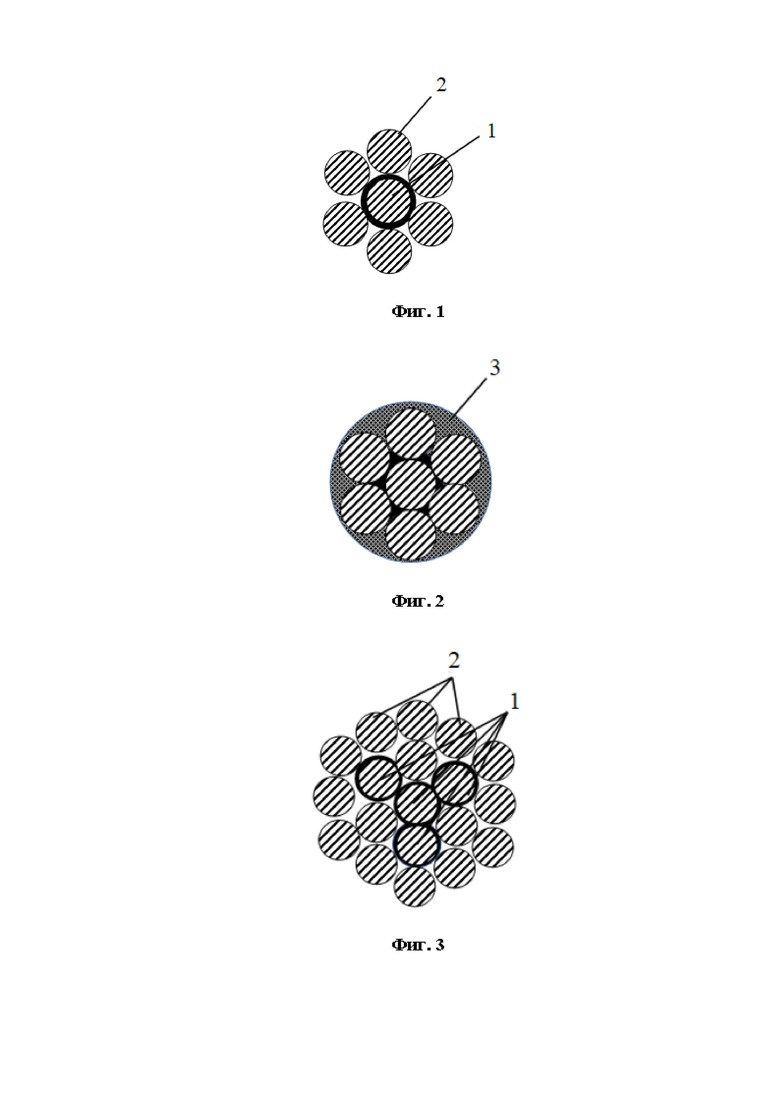
на фиг. 1 - показана скрученная токопроводящая жила с одной металлической проволокой с покрытием и с шестью без покрытия;
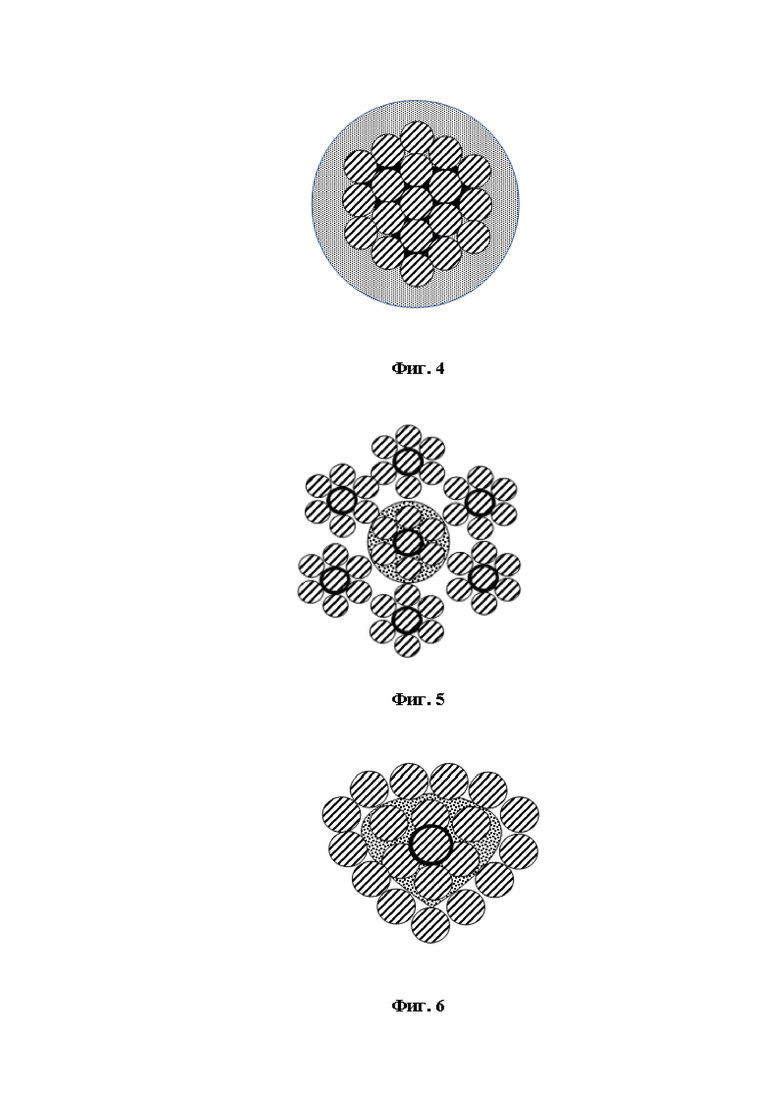
на фиг. 2 - показана герметизированная токопроводящая жила с покрытием;
на фиг. 3 - показана скрученная токопроводящая жила из девятнадцати проволок;
на фиг. 4 - показана герметизированная токопроводящая жила с изоляцией;
на фиг. 5 - показана скрученная токопроводящая жила из стренг;
на фиг. 6 - показана секторная токопроводящая жила с покрытием по повиву.
Способ изготовления герметичной токопроводящей жилы заключается в том, что токопроводящую жилу формируют в спиральной конфигурации и контакте друг с другом из по меньшей мере шести металлических проволок, из которых, как минимум одна металлическая проволока с покрытием 1, а остальные без покрытия 2. Проволока 1 имеет предварительно нанесенное покрытие из полимерного термопластичного материала толщиной от 0,10 до 0,20 мм. Причем проволоку 1 располагают в центре токопроводящей жилы. А при выполнении токопроводящей жилы с несколькими проволоками 1, их чередуют с проволоками 2 между собой внутри токопроводящей жилы и формируют токопроводящую жилу с верхним повивом проволок 2 без покрытия. Далее поверх верхнего повива проволок 2 без покрытия, для герметизации наружных промежутков между проволоками, накладывают методом экструзии под давлением общее покрытие 3 из полимерного термопластичного материала толщиной от 0,10 до 0,30 мм или изоляцию токопроводящей жилы толщиной, нормируемой по нормативной документации. Полимерное покрытие проволоки и общее полимерное покрытие токопроводящей жилы может быть выполнено из поливинилхлоридного пластиката, полиэтилена, полимерной композиции, не содержащей галогенов, электропроводящей композиции, термоэластопласта или другого полимерного термопластичного материала. Изоляция токопроводящей жилы может быть выполнена из любого вида термопластичного полимерного материала, любого вида сшиваемого полимерного материала, любого вида резины или термоэластопласта. При наложении общего покрытия или изоляции, используют предварительный подогрев токопроводящей жилы до температуры плавления материала покрытия примерно от 100 до 160°С, при котором покрытие проволок расплавляется и заполняет промежутки между отдельными проволоками внутри токопроводящей жилы, обеспечиваю ее газо- и паронепроницаемость и водопроницаемость. При изготовлении токопроводящей жилы из предварительно скрученных стренг, каждая из которых выполнена заявленным способом, производится размещение в спиральной конфигурации и контакте друг с другом, стренг, в центре которых применяется проволока или чередующиеся проволоки с покрытием, а центральная стренга имеет также общее покрытие стренги (как показано на фиг. 5). При изготовлении токопроводящей жилы, состоящей из нескольких повивов, общее покрытие может накладываться не только на центральную проволоку, но по каждому внутреннему повиву методом экструзии под давлением (как показано на фиг. 6).
Герметичная токопроводящая жила сформированная в спиральной конфигурации из по меньшей мере шести металлических проволок, из которых, как минимум одна металлическая проволока с покрытием 1, а остальные без покрытия 2. Проволока 1 имеет предварительно нанесенное покрытие из полимерного термопластичного материала толщиной от 0,10 до 0,20 мм. Причем проволоку 1 располагают в центре токопроводящей жилы. А при выполнении токопроводящей жилы с несколькими проволоками 1, их чередуют с проволоками 2 между собой внутри токопроводящей жилы и формируют токопроводящую жилу с верхним повивом проволок 2 без покрытия. Далее поверх верхнего повива проволок 2 без покрытия, наложено методом экструзии под давлением общее покрытие 3 из полимерного термопластичного материала толщиной от 0,10 до 0,30 мм или изоляция токопроводящей жилы толщиной, нормируемой по нормативной документации. Полимерное покрытие проволоки и общее полимерное покрытие токопроводящей жилы может быть выполнено из поливинилхлоридного пластиката, полиэтилена, полимерной композиции, не содержащей галогенов, электропроводящей композиции, термоэластопласта или другого полимерного термопластичного материала. Изоляция токопроводящей жилы может быть выполнена из любого вида термопластичного полимерного материала, любого вида сшиваемого полимерного материала, любого видов резины или термоэластопластов. При необходимости изоляция токопроводящей жилы может быть наложена непосредственно на общее покрытие токопроводящей жилы, в этом случае изоляция накладывается без обжатия «методом трубки». При осуществлении способа выбирают скорость экструдирования общего покрытия или изоляции и температуру экструдирования, в зависимости от сечения токопроводящей жилы, толщины покрытия или изоляции, и использования предварительного подогрева заготовки жилы перед входом ее в головку экструдера, из условия обеспечения расплавления материала покрытия.
Преимущества изобретения: 1. Не увеличиваются габариты токопроводящей жилы и обеспечивается частичный контакт между центральными металлическими проволоками за счет расплавления материала покрытия и применения уплотняющего калибра при подогреве токопроводящей жилы; 2. Возможность применения данных способов при изготовлении уплотненных токопроводящих жил круглой или секторной формы; 3. Изобретение обеспечивает снижение пожарной опасности кабеля при применении в качестве покрытия в токопроводящих жилах поливинилхлоридных пластикатов пониженной пожарной опасности или полимерных композиций, не содержащих галогенов по следующим параметрам: нераспространение горения при групповой прокладке, дымообразование при горении и тлении; 4. За счет применения данного способа герметизации повышается стойкость кабеля к радиальным нагрузкам и стойкость к воздействию внешних воздействующих факторов; 5. Обеспечивается радиальная и продольная герметичность, то есть исключается прохождение воды по внутренним пустотам токопроводящей жилы при воздействии гидростатического давления, радиальная и продольная герметичность при воздействии взрывоопасных газов высокого давления в случае аварийного повреждения оболочки или полного обрыва кабеля; 6. Применение материала покрытия с относительным удлинением не менее 120% позволяет исключить разрывы покрытия и сохранить герметичность токопроводящей жилы при критических монтажных изгибах в том числе при минусовой температуре.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрического кабеля и кабель, изготавливаемый данным способом | 2022 |
|
RU2797030C1 |
| Способ изготовления силового кабеля и кабель, изготавливаемый данным способом | 2023 |
|
RU2808049C1 |
| ЭЛЕКТРИЧЕСКИЙ МНОГОЖИЛЬНЫЙ КАБЕЛЬ | 2016 |
|
RU2642419C1 |
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ СВЯЗИ | 2006 |
|
RU2338279C2 |
| СИЛОВОЙ ГЕРМЕТИЗИРОВАННЫЙ КАБЕЛЬ (ВАРИАНТЫ) | 2021 |
|
RU2759825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 2024 |
|
RU2825997C1 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ХОЛОДОСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕРАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2535603C2 |
| СПОСОБ СКРУТКИ СЕРДЕЧНИКА МНОГОЖИЛЬНЫХ КАБЕЛЕЙ СВЯЗИ, УСТРОЙСТВО ДЛЯ СКРУТКИ И МНОГОЖИЛЬНЫЙ КАБЕЛЬ СВЯЗИ | 2009 |
|
RU2396620C1 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ОГНЕСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕ РАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2542350C1 |
| КАБЕЛЬ МОНТАЖНЫЙ БРОНИРОВАННЫЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, В ТОМ ЧИСЛЕ ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2015 |
|
RU2658308C2 |
Изобретение относится к области электротехники, а именно к конструкциям герметизированных кабельных изделий с пластмассовой изоляцией и технологии производства многопроволочной токопроводящей жилы. Cпособ изготовления герметичной токопроводящей жилы заключается в том, что токопроводящую жилу формируют из металлических проволок в спиральной конфигурации в контакте друг с другом. Одна металлическая проволока выполнена с предварительно нанесенным покрытием из полимерного термопластичного материала, а остальные без покрытия. Токопроводящую жилу формируют с верхним повивом проволок без покрытия. Поверх верхнего повива проволок без покрытия накладывают методом экструзии под давлением герметизирующее общее покрытие из полимерного термопластичного материала или изоляцию, при этом предварительно подогревают токопроводящую жилу до температуры от 100 до 160°С. Изобретение обеспечивает продольную герметизацию жилы. 2 н. и 7 з.п. ф-лы, 6 ил.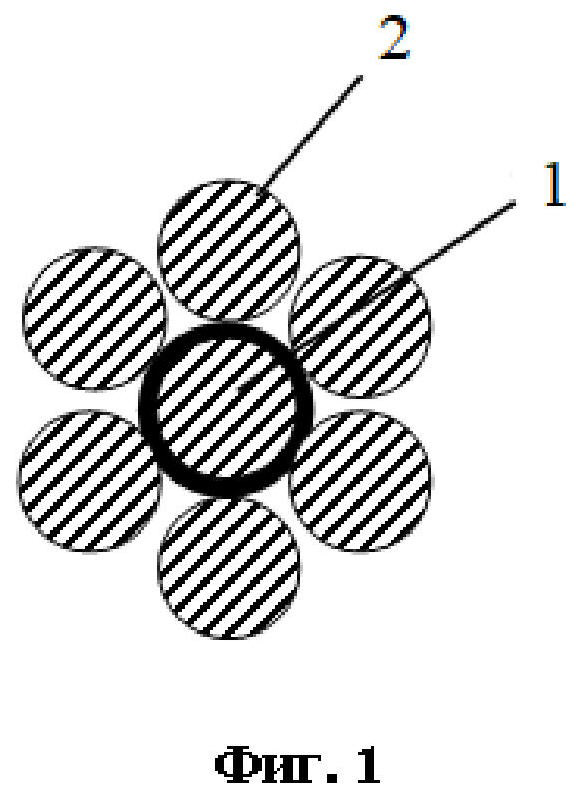
1. Способ изготовления герметичной токопроводящей жилы, заключающийся в том, что токопроводящую жилу формируют из металлических проволок в спиральной конфигурации в контакте друг с другом, причем по меньшей мере одна металлическая проволока выполнена с предварительно нанесенным покрытием из полимерного термопластичного материала, а остальные без покрытия, причем формируют токопроводящую жилу с верхним повивом проволок без покрытия, затем поверх верхнего повива проволок без покрытия накладывают методом экструзии под давлением герметизирующее общее покрытие из полимерного термопластичного материала или изоляцию, при этом предварительно подогревают токопроводящую жилу до температуры от 100 до 160°С.
2. Способ по п. 1, отличающийся тем, что накладывают общее покрытие толщиной от 0,10 до 0,30 мм.
3. Способ по п. 1, отличающийся тем, что общее полимерное покрытие токопроводящей жилы выполнено из поливинилхлоридного пластиката, либо полиэтилена, либо полимерной композиции, не содержащей галогенов, либо электропроводящей композиции, либо термоэластопласта.
4. Способ по п. 1, отличающийся тем, что при выполнении токопроводящей жилы с двумя или более проволоками с предварительно нанесенным покрытием из полимерного термопластичного материала их чередуют с проволоками без покрытия между собой внутри токопроводящей жилы.
5. Способ по п. 1, отличающийся тем, что токопроводящую жилу формируют из по меньшей мере шести металлических проволок.
6. Способ по п. 1, отличающийся тем, что предварительно нанесенное на проволоку покрытие из полимерного термопластичного материала выполнено толщиной от 0,10 до 0,20 мм.
7. Способ по п. 1, отличающийся тем, что при изготовлении токопроводящей жилы из предварительно скрученных стренг, каждая из которых выполнена способом по п. 1, производится их размещение в спиральной конфигурации и контакте друг с другом, в центре стренг применяется проволока или чередующиеся проволоки с покрытием, а центральная стренга имеет также общее покрытие стренги.
8. Способ по п. 1, отличающийся тем, что при изготовлении токопроводящей жилы, состоящей из нескольких повивов, общее покрытие накладывают не только на центральную проволоку, но по каждому внутреннему повиву методом экструзии под давлением.
9. Герметичная токопроводящая жила, сформированная в спиральной конфигурации из металлических проволок, из которых как минимум одна металлическая проволока выполнена с предварительно нанесенным покрытием из полимерного термопластичного материала, а остальные без покрытия, изготовленная способом по любому из пп. 1-8.
| Геликоптерный винт | 1921 |
|
SU1187A1 |
| 0 |
|
SU192930A1 | |
| Способ склеивания шпона | 1944 |
|
SU67325A1 |
| ТОКОПРОВОДЯЩАЯ ЖИЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2242061C2 |
| Устройство для соединения звеньев речных и тому подобных бонов | 1933 |
|
SU33459A1 |
| FR 3086791 A1, 03.04.2020. | |||

