) 1
Изобретение относится к литейноьгу производству и может быть использовано при отливке методом центробежного литья тонкостенных длинномерных трубных, заготовок большого диаметра, например труб из стали 15Х1М1Ф для паропроводов энергоблоков и насадок горелок котлоагрегатов из стали ОЗХ23Н26105Т.
Целью изобретения является повышение качества отливки.
Особенностью способа является сле Дунзщее.
Соотношение размеров тонкостенной .длинномерной трубной заготовки d,/d « 1,01-1,20 и L/d, 5-20, где d, - наружный диаметр трубной заготовки; dj внутренний диаметр трубной
заготовки L - длина трубной заготовки.
Заливку жидкого металла производят с объемной скоростью 0,014- ,
р,017 на 1 м диаметра отливки. Залнвка металла со скоростью менее 0,01А м /с на 1 м диаметра отхгавки приводит к появлению на наружной поверхности неслитин и спаев. Объемная скорость заливки более 0,017 на 1 м диаметра отливки ведет к размыванию сыпучего футеровочно о покрыти формы и выбросу металла.
Жидкий металл эаливают в форму с температурой перегрева 50+ (5- 15)L Если температура перегрева будет менее ()K, то может произойти неполное заполнение формы. Это обусловлено тем, что при продвижении металла происходит усиленная теплоотдача от металла к стенкам формы, в результате чего бн застывает, не достигнув противоположного от заливочного отверстия конца. Если температура перегрева будет более ()K то происходит образование продольных треш;ин, на наружной поверхности отливки.
Выбранная величина термического сопротивления теплоизоляционного покрытия 0,01-0,02 позволяет получить плотный, однородный металл по толщине трубной заготовки. При этом скорость кристаллизации равна 15-30 х X ID м/с. Умень.шение величины термического сопротивления ниже
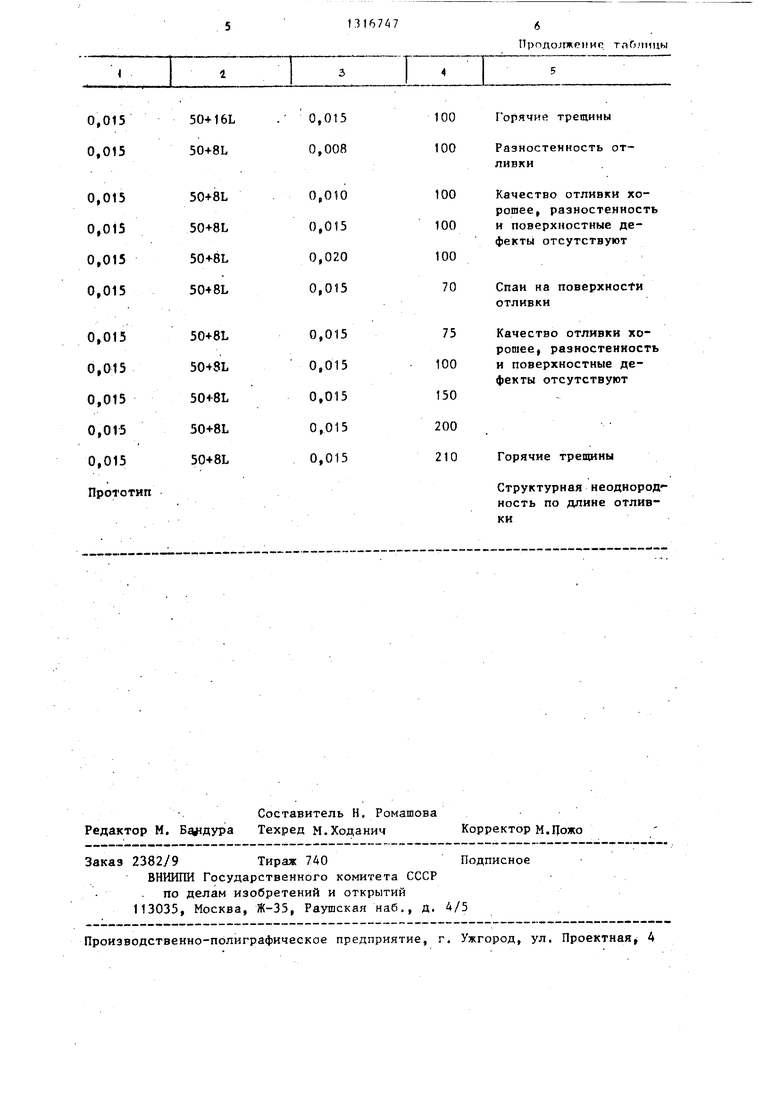
0,01 приведет за счет увеличения градиента температур по длине К разностенНости отливки. Термическое сопротивление более 0,02 м К/Вт
10
J5
20
.
25
приведет к резкому уменьшению скорости npoAHK)FeHHjr фронта кристаллизации от наружной поверхности отливки к внутренней, что увеличит время кристаллизации. Поэтому успевает образоваться второй фронт кристаллизации с внутренней поверхности, а это, в свою очередь, ведет к появлению усадочных рыхлот и пор в теле отливки.
Выбранные пределы величины гравитационного коэффициента определяют такую скорость вращения формы, которая создает условия для равномерного, с достаточной скоростью, растекания жидкого металла по внутренней поверхности формы, а также создают необходимое воздействие на него со стороны центробежных сил, что ведет к получению плотной структуры металла в процессе формирования трубной заготовки. При гравитационном коэффициенте меньше 75 появляются дефекты типа спаев на поверхности заготовки, так как скорость продвижения металла будет недостаточна. При отливке трубной заготовки с гравитационным коэф4)ициектом более 200 из-за .возникающих значительных напряжений в кристаллизующейся корочке появляются продольные трещины на наружной поверх«остй заготовки.
П р и м е р. Отливали на центробежной литейной машине с горизон- J5 тальной осью вращения тонкостенные трубные заготовки 275 х 10 х X 3000 мм из стали ОЗХ23Н26Ю5Т. Жидкий металл заливали во вргццаемую
,
литейную форму через заливочное уст- 40 ройство. Перед заливкой внутренннло поверхность формы покрывали теплоизоляционным покрытием, представляющим огнеупорную краску на основе циркона. Толпхина краски рассчиты-. 45 валась таким образом, чтобы обеспечить термическое сопротивление стен- кн формы, равным 0,015 , что достигнуто вьтолнениём ее на основе циркона с бентонитовых связующим, толщиной 2 мм. При вьтолнении теплоизоляционного покрытия из сыпучих огнеупорных материалов, например кварцевого песка - первый слой, циркон - второй противопригарный слой, толщина этих слоев в соответст ВИИ с рассчетом равна 5 и 2 мМ соответственно ..
Для обеспечения движения металла в литниковом канале заливочного уст30
0
5
31
ройства с продольной линейной скоростью 0,2 от линейной скорости вращения формы в заливочном устройстве при заливке поддерживали определенную высоту столба жидкого металла.
Заливку лсидкого металла осуществляли при 1850 К, что составляет перегрев над температурой ликвидус 90
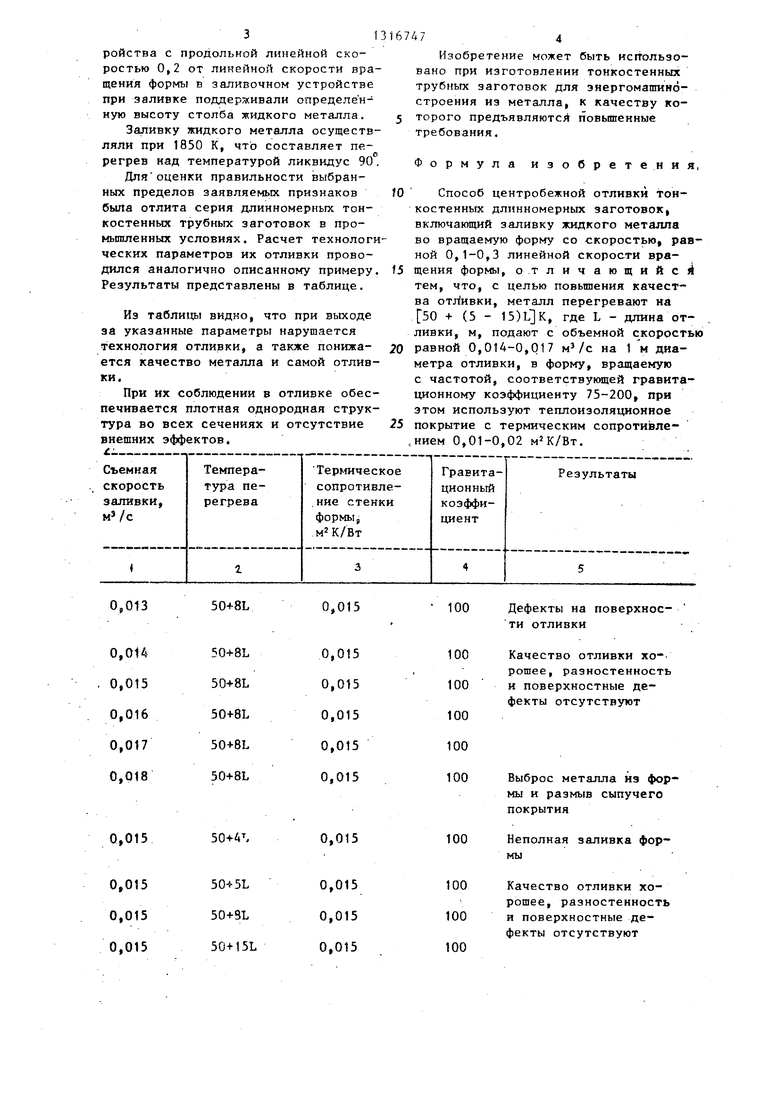
Для оценки правильности выбранных пределов заявляемых признаков была отлита серия длинномерных тонкостенных трубных заготовок в про- мьшшенных условиях. Расчет технологических параметров их отливки проводился аналогично описанному примеру Результаты представлены в таблице.
Из таблицы видно, что при выходе за указанные параметры нарушается технология отливки, а также понижается качество металла и самой отливки.
При их соблюдении в отливке обеспечивается плотная однородная структура во всех сечениях и отсутствие внешних эффектов.
0,013
50+8L
0,015
0,015
50+4L
0,015
167Д74
Изобретение может быть исп-ользо- вано при изготовлении тонкостенных трубных заготовок для энергомашиностроения из металла, к качеству ко- 5 торого предъявляютсА повьшгенные требования.
Формула изобретения,
Способ центробежной отливки тонкостенных длинномерных заготовок, включающий заливку жидкого металла во вращаемую форму со скоростью, равной 0,1-0,3 линейной скорости вра- щения формы, отличающийс тем, что, с целью повьш1ения качества отбивки, металл перегревают иа 50 + (5 - 15), где L - длина отливки, м, подают с объемной скоростью равной 0,014-0,017 м /с на 1 м диаметра отливки, в форму, вращаемую с частотой, соответствующей гравитационному коэффициенту 75-200, при этом используют теплоизоляционное покрытие с термическим сопротивле- нием 0,01-0,02 м К/Вт.
Дефекты на поверхности отливки
Качество отливки хо-. рошее, разностенность и поверхностные дефекты отсутствуют
00
Выброс металла из формы и размыв сыпучего покрытия
Неполная заливка формы
Качество отливки хорошее, разностенность и поверхностные дефекты отсутствуют
nponojrmeiiMt тлО.ммцы
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ДЛИННОМЕРНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ТРУБ | 2009 |
|
RU2388575C1 |
| Способ производства центробежнолитых тонкостенных труб-заготовок размером 288х12х5500 мм из стали с содержанием бора от 2,01 до 3,5 % для изготовления шестигранных труб-заготовок размером "под ключ" 257+1,5/-1,0х6±1,0х4300+80/-20 мм и стеллажей для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива | 2024 |
|
RU2831245C1 |
| Способ производства центробежнолитых тонкостенных труб-заготовок размером 288х12х5500 мм из стали с содержанием бора от 1,3 до 1,8 % для изготовления шестигранных труб-заготовок размером "под ключ" 257+1,5/-1,0х6±1,0х4300+80/-20 мм и стеллажей для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива | 2024 |
|
RU2831234C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТОНКОСТЕННЫХ ТРУБ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2606824C2 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ЗАГОТОВОК | 2009 |
|
RU2391181C1 |
| Способ производства толстостенных центробежнолитых трубных заготовок | 2024 |
|
RU2840420C1 |
| Способ однонаправленного и ускоренного затвердевания крупногабаритных толстостенных центробежно-литых стальных заготовок | 2019 |
|
RU2727369C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |
| Способ центробежной отливки стальной заготовки | 1983 |
|
SU1135541A1 |
| Способ производства бесшовных труб большого диаметра из конструкционных сталей | 2019 |
|
RU2714355C1 |
Изобретение относится к литейному производству и может быть использовано при отливке методом центробежного литья тонкостенных длинномерных трубных заготовок. Цель изобретения - повышение качества металла. В способе центробежной отливки тонкостенной длинномерной трубной заготовки, включающем заливку жидкого металла во вращаемую форму со скоростью, равной 0,1 - 0,3 линейной скорости ее вращения, металл, пе- гретый на ЗО- (5 - 15)L К, где L - длина отливки, подают с объемной скоростью, равной 0,014 - 0,017 на 1 м диаметра отливки, в форму, вращаемую с частотой, соответствующей гравитационному коэффициенту 75 - 200, при этом используют теплоизоляционное покрытие с термическим сопротивлением 0,01 - 0,02 . 1 табл. g а 4 
| Паро-механическая форсунка | 1928 |
|
SU10078A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
