Изобретение относится к способам контроля физико-химических свойств жидких расплавов и может быть использовано в обработке металлизированных поверхностей диэлектриков расплавами нанесении жидkoфaзныx покрытий, спекании ультрадисперсных порошков в прсутствии жидкой фазы и других научно технических экспериментах, использующих тонкопленочные системы, например в пленочной электронике, планар- ной технологии, порошковой металлургии.
Цель изобретения - повышение точности определения растекаемости в тонких слоях, упрощение и ускорение нахождения оптимальных толщин расплава и металлизирующей пленки.
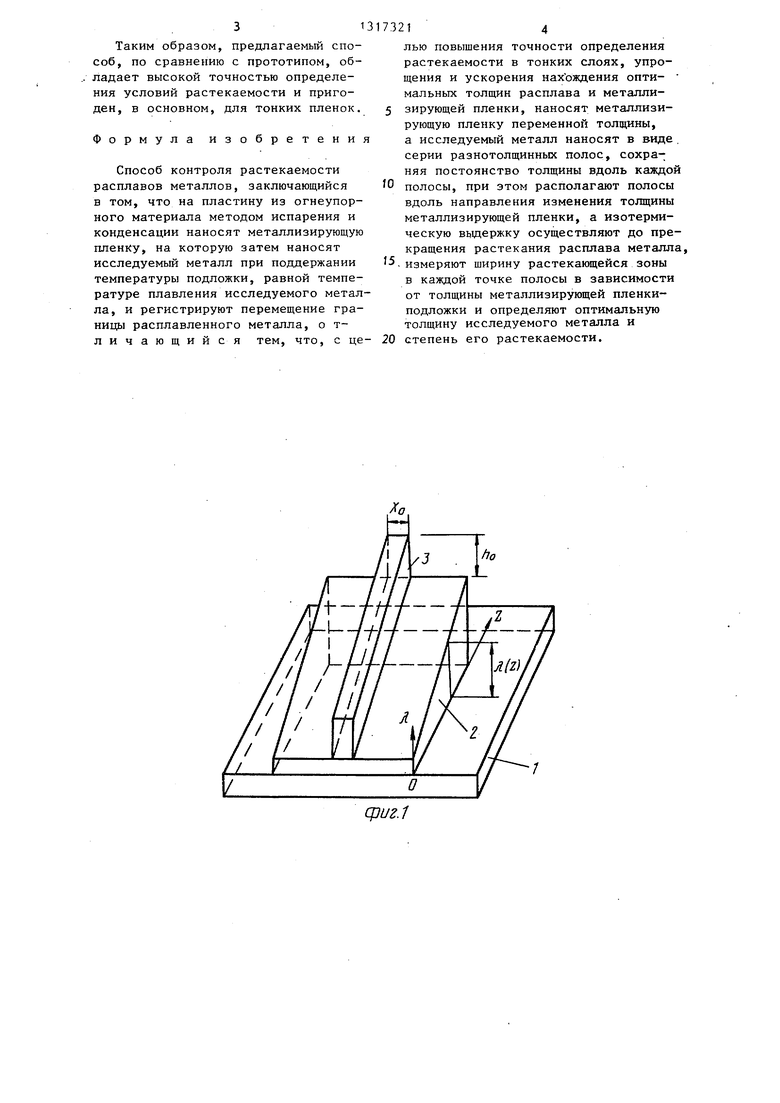
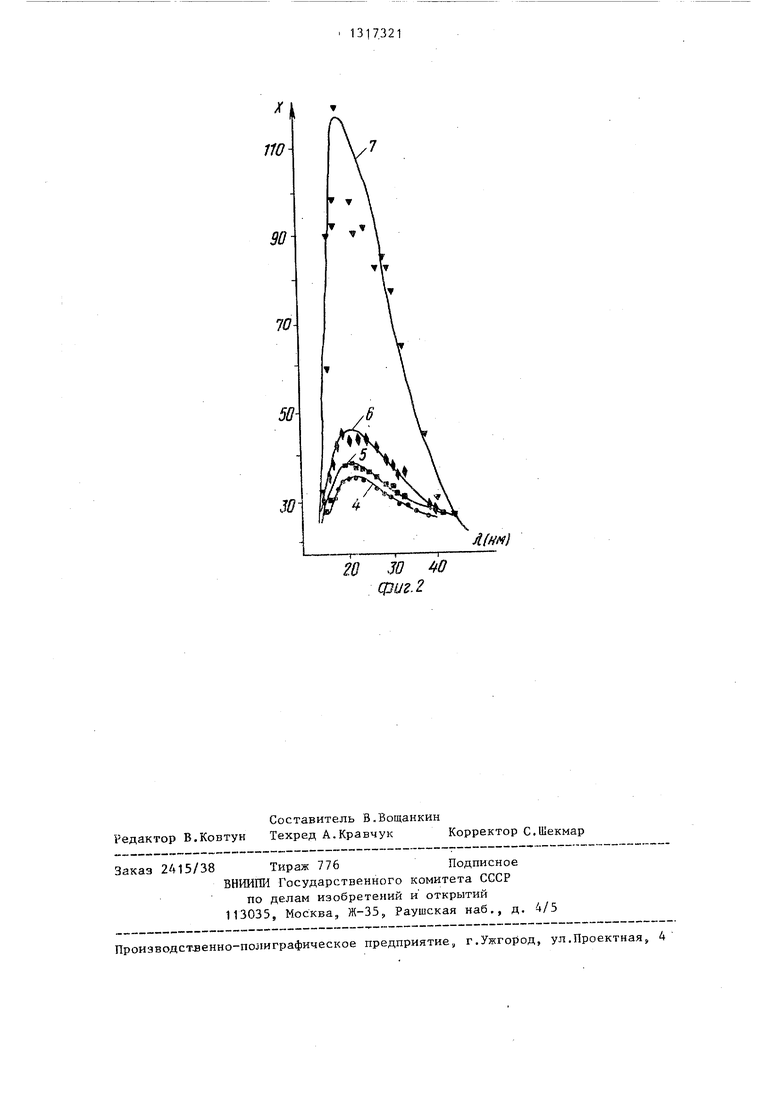
На фиг. 1 изображена огнеупорная подложка, нанесенная на нее металлизирующая пленка переменной толщины 9v(Z), имеющая линейный размер между противоположными краями, равный L, и показана одна из нанесенных полос исследуемого металла, растекаемость которого контролируется; на фиг.2 - кривые зависимости растекаемости х от толщины подложки 71 при различных временах растекания, включая кривую полного растекания, полученные при определении растекаемости одной из полос (система галлий - сплав серебро-галлий) .
Способ реализуется следующим образом.
На огнеупорную подложку 1 наносят металлизирующую пленку 2 переменной толщины, используя, например, термическое испарение и конденсацию на пластинку из стекла, кварца или си- талла. Затем на поверхность металлической пленки через щель или систему щелей напыляют пленку исследуемого металла 3 в виде полосы постоянной толщины и ширины (на фиг.1 изображена одна полоса), растекаемость которого определяется. Для этого тоже используют термическое испарение и конденсацию,металла через щель, расположенную так, чтобы нанесенная на первый металл полоса располагалась вдоль направления изменения тол щины металлизирующей пленки.
После этого помещают металлизиро- f(v) почти не смещается). Но для
ванную огнеупорную подложку с нанесенными на нее полосами в печь и устанавливают температуру выше исследуемого металла, контролируют изме
нение ширины растекшейся полосы в разных точках z, включая О и L (фиг. 1), соответствующие разным толщинам 91(2) металлизирующей пленки, строят графики () для всех полос с различными толщинами h.
По графикам определяют оптимальные условия растекаемости - толщину металлизирующей пленки Л металла и толщину hg растекающейся полосы (фиг. 1), которым соответствует максимальное растекание Хддо,
(фиг.2).
0
При конкретной реализации разработанного способа контроля растекае- мости в.тонкопленочной системе жидкий галлий - сплав AgGa.
На поверхность тонкой пленки сплава переменной толщины., изменяющейся в пределах 10-50 нм, наносили через щели шириной ,03 см полосы галлия длиной см разной толщины h (50-100 нм), располагая их вдоль направления изменения толщины пленки сплава AgGa. Изотермическую выдержку проводили до прекращения растекания во всех точках полосы. Измерения х( Л) проводили как после полного растекания, так и при других (меньших) временах растекания.
Вид полученных зависимостей ( A) для полосы Ga толщиной нм приведены на фиг.2. Аналогичные зависимости получали и для полос с други- ,
0
35
40
ми толщинами h. На основании полученных зависимостей из проведенных экспериментов определяли оптимальные условия растекаемости галлия по поверхности металлизирующих пленок сплавов AgGa: толщина металлизирующей пленки 71 , равная 20 нм, и толщина растекающейся полосы галлия h,j, равная 70 нм.
При этих толщинах слоев расплава и подложки наблюдается максимальная растекаемость х галлия по сплаву AgGa. Максимальное растекание происходило на величину х..„.,г
ЛЛО КС
120-1,43ч10 см 0,17 см. Из приве- 50 денных на фиг. 2 кривых 4,5 и 6 видно, что определить условия растекаемости можно и за более короткое время, чем время полного растекания (положение максимумов на кривых х
45
большей точности все же предпочтительным является установление оптимальных условий растекания из кривой полного растекания 7.
313
Таким образом, предлагаемый способ, по сравнению с прототипом, обладает высокой точностью определения условий растекаемости и пригоден, в основном, для тонких пленок.
Формула изобретения
Способ контроля растекаемости расплавов металлов, заключающийся в том, что на пластину из огнеупорного материала методом испарения и конденсации наносят металлизирующую пленку, на которую затем наносят исследуемый металл при поддержании температуры подложки, равной температуре плавления исследуемого металла, и регистрируют перемещение границы расплавленного металла, о т- личающийся тем, что, с це73214
лью повышения точности определения растекаемости в тонких слоях, упрощения и ускорения нахождения оптимальных толщин расплава и метапли5 зирующей пленки, наносят металлизирующую пленку переменной толщины, а исследуемый металл наносят в виде серии разнотолщинных полос, сохраняя постоянство толщины вдоль каждо
О полосы, при этом располагают полосы вдоль направления изменения толщины металлизирующей пленки, а изотермическую вьщержку осуществляют до прекращения растекания расплава металл
5. измеряют ширину растекающейся зоны в каждой точке полосы в зависимости от толщины металлизирующей пленки- подложки и определяют оптимальную толщину исследуемого металла и
20 степень его растекаемости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения коэффициента вязкости металлов | 1984 |
|
SU1267211A1 |
| Способ контроля растекаемости жидких металлов | 1988 |
|
SU1555647A1 |
| Способ определения коэффициента вязкости | 1987 |
|
SU1430827A1 |
| Способ формирования тонкоплёночного рисунка на подложке | 2015 |
|
RU2613054C1 |
| ЖИДКОСТЬ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ДЛЯ ОБРАЗОВАНИЯ МЕТАЛЛООКСИДНОЙ ТОНКОЙ ПЛЕНКИ, МЕТАЛЛООКСИДНАЯ ТОНКАЯ ПЛЕНКА, ПОЛЕВОЙ ТРАНЗИСТОР И СПОСОБ ПОЛУЧЕНИЯ ПОЛЕВОГО ТРАНЗИСТОРА | 2011 |
|
RU2546725C2 |
| СПОСОБ ФРАКТАЛЬНОГО КОНТРОЛЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ | 2014 |
|
RU2601531C2 |
| Способ бесконтактного фрактального контроля шероховатости гидрофобной поверхности | 2017 |
|
RU2672788C1 |
| СВЧ акустический масс-сенсор | 2019 |
|
RU2723956C1 |
| МАГНИТОРЕЗИСТИВНЫЙ СПИНОВЫЙ СВЕТОДИОД | 2020 |
|
RU2748909C1 |
| РАВНОМЕРНОЕ НАНЕСЕНИЕ РАДИОАКТИВНОГО СЛОЯ | 1998 |
|
RU2155643C2 |
Изобретение относится к области исследования растекаемости жидких расплавов. Цель изобретения - повышение точности определения растекаемости в тонких слоях, упрощение и ускорение нахождения оптимальных тол- пщн расплава и металлизирующей пленки. На огнеупорную горизонтально расположенную подложку наносят металлизирующую пленку переменной толщины, на нее наносят серию полос исследуемого металла с разными толщинами и после изотермической выдержки измеряют ширину растекшейся зоны в зависимости от толщины металлизирующей подложки . 2 ил. I (Л
сриг.1
/Г
т
9070
soso
Л{нм1
Составитель В.Вощанкин Редактор В.Ковтун Техред А.Кравчук Корректор С.Шекмар
Заказ 2415/38 Тираж 776Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва,, Ж-35р Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул,Проектная, 4
20 JO 0 сриг.2
| Генератор импульсов | 1978 |
|
SU785956A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления угольного электрода | 1984 |
|
SU1281604A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
