Предлагаемое изобретение карается способа непрерывного производства плоских спичек из полосы, на которой штампом вырезаются отдельные палочки и зубчики, и заключается в том, что посредством установленных в ряд нескольких отдельных машин, производящих определенные операции, сматывающийся с ролика материал выходит из последней машины в виде готовой спичечной книжки.
Порядок операций, в котором 1) печатается реклама, 2) надрезаются отдельные спички, 3) спички парафинируются, 4) наносится на головки спичек зажигательная масса, 5) наносится на книжку терочная масса, 6) вырезаются добавочные прорези и 7) выполняются рифы и полоса фальцуется в спичечную книжку, дает возможность при небольшом изменении изготовлять также и отдельные спички.
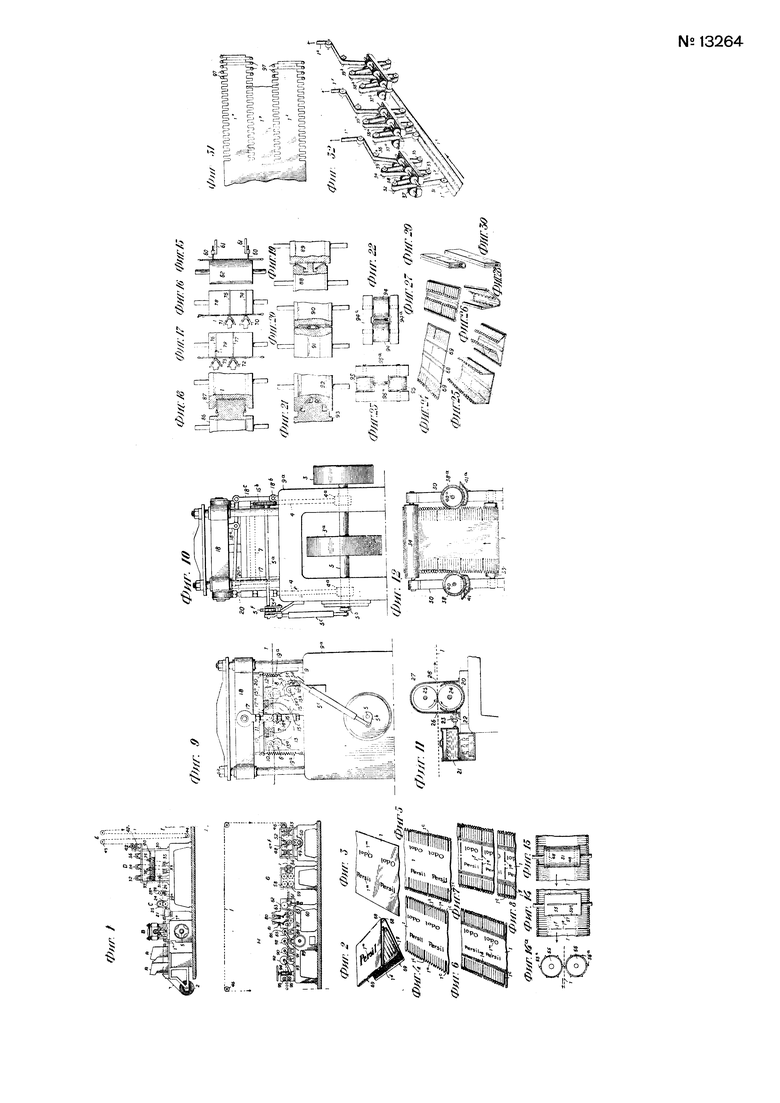
На чертеже фиг. 1 изображает схему, разделенную линией I-I на две части, являющиеся продолжением одна другой, бокового вида устройства, составленного из отдельных машин; фиг. 2 - вид готовой спичечной книжки; фиг. 3-8 - различные стадии изготовления книжки; фиг. 9-10 - вид штамповочной машины в двух вертикальных проекциях; фиг. 11 - продольный разрез пропиточной машины С фиг. 1; фиг. 12 - часть машины для нанесения на головки спичек зажигательной массы; фиг. 13 - часть машины для нанесения терочной массы; фиг. 14 и 14а - части машины для высекания добавочных прорезей; фиг. 15-23 - инструменты машины для выполнения рифов и фальцевания полосы; фиг. 24-30 - изменения, которые испытывает полоса с момента сматывания с ролика вплоть до прохождения машины для высекания добавочных прорезей; фиг. 31 - вид полосы после прохождения пресса при изготовлении отдельных спичек; фиг. 32 - схему нанесения зажигательной массы при производстве отдельных спичек.
Материал 1, имеющий вид полосы, сматывается с ролика 2 и поступает в пресс А, в котором на нем наносятся рекламные надписи. Затем в штамповочной машине В полоса зазубривается по обеим боковым кромкам 1а и одновременно соответственно ширине зубцов разрезается на отдельные палочки 1b, достаточной длины для употребления в качестве спичек так, что палочки 1b сохраняют взаимную связь своими основаниями. Кроме того, на равномерных расстояниях, соответствующих длине спичечных книжек и определенному числу палочек, в полосе материала 1 выштамповываются прорезы 1с (фиг. 4). Вырезы 1с служат не только для ограничения длины книжки, но и в качестве направляющих для материала, допуская захватывание зубцами валиков в машине G за прорезы 1с полосы, передавая тем самым известную тягу на полосу материала 1.
Полоса материала покидает рекламный пресс А в натянутом состоянии, равномерно подаваясь дальше. Ввиду того, что она должна в штамповочной машине В останавливаться на время опускания и подъема штампа, чтобы воспрепятствовать обрыванию штампуемой полосы, впереди и за машиной установлены направляющие ролики, образующие петли запасного материала. Эксцентриковый пресс для штамповки В снабжен маховым колесом 3, сидящим на оси 5, соединенной двумя шатунами 4 с державкой 18. В станине 9 пресса (фиг. 9 и 10) установлены три подающих валика 6, 7, 8, на которые упруго давят валики 10, 11, 12. Валики приводятся во вращение зубчатыми колесами 13, 13а, 14а, 15, 15а, 16. Вал 5 соединен с валом 5a, на котором сидит шестерня 15b с кривошипным механизмом 5b, 5с, 5d (фиг. 10). На валу валика 7 сидит диск 17 с срезанной частью периметра 17а (фиг. 9). На этот срез при опускании державки 18, несущей режущие и штампующие инструменты 19, осуществляющие вырезание линий раздела между палочками и прорезы 1с, ложится с известным опережением брус 20, связанный шарнирно рычагами 18с с кронштейном 18b, а 20а-с кронштейном 18а. Этим стопорится на время хода штампа дальнейшее движение полосы материала 1. Брус 20 под влиянием пружин 19а прижимается к диску 17, чем и прерывает его вращение, а также находящихся вместе с ним в движении частей привода. Вращение вала 5а на время остановок стопорит храповик 5a-5f. После пресса В полоса 1 поступает в машину С, пропитывающую ее парафином, в которой равномерное распределение парафина достигается при помощи цилиндрического приемника 20. Парафин, поступающий из резервуара 21, нагреваемого горелками, попадает в приемник по трубке 22, снабженной краном 23 (фиг. 11). В приемнике установлен подогреваемый валик 24, к которому прижимается второй, также подогреваемый, валик 25. Оба валика закрыты кожухом с проходными щелями 26 для материала 1, чтобы предупредить разбрызгивание парафина. Затем полоса материала, пройдя пару направляющих валиков 28, 29, зубцы коих 28, а29а соответствуют размерам прорезей 1с, попадает в машину D для нанесения на спичечные головки зажигательной массы. Машина состоит из станины 30, в которой расположены направляющие ролики 31, 32, 33, 34, 35 и 36. Подходящая горизонтально полоса получает наклонное или вертикальное направление движения, так что обе кромки полосы последовательно должны коснуться поверхностей трех пар колес 37-37а, 38-38а и 39-39а. Колеса 37, 38, 39 сидят на общем валу 40, укрепленном в станине 30, а колеса 37а, 38а, 39а на валу 40а над ванной 41-41а (фиг. 12), содержащей тестообразную зажигательную массу.
Движение полосы 1 мимо пары колес 37-37а происходит так, что полоса, направляясь наклонно вверх, касается поверхностей колес; затем полоса проходит вниз пару колес 38-38а по направлению плоскости, проходящей через середину ширины колес и, наконец, касается поверхности колес 39-39а, снова двигаясь наклонно вверх. Таким попеременным движением и прикосновением головок зажигательная масса наносится не только на торцевых кромках зубцов, но и на широких сторонах. Далее полоса опять проходит пару валиков 42-42а (фиг. 1), соответствующих валикам 28-28а, и подводится затем к машине для нанесения терочной массы. Это осуществляется посредством двух расположенных на одном валу 47 вращающихся круглых щеток 48, к коим зажигательная масса подводится парой колес 49, захватывающей ее из установленной на станине машины F ванны 50 (фиг. 1). Из машины F полоса попадает в резательную машину G. Последняя имеет (фиг. 14-14а) пару валиков 55, 56, на поверхности коих на равномерных расстояниях укреплены смещенные друг относительно друга ножи 55а, 56а, вырезающие в полосе 1 между концами палочек и на расстояниях, соответствующих вырезам 1с, прорезы 1е такой длины и расположенные так, что они образуют продолжение вырезов 1с, т.е. позволяют в дальнейшем разделение полосы на отдельные части отламыванием в ручную. Чтобы сохранить цельность полосы для производимой над ней фальцовочной операции, остаются не разрезанными узкие перемычки у ножки палочек и посередине полосы. В не разрезанных перемычках воткнутые между ножами 55а, 56а в валик 55 иглы 57 могут выдавить еще дыры 1f, что еще более облегчит позднейшее отрывание книжечек. Из машины для разрезания полос, через пару валиков 58, 59, полоса входит в машину Н для складывания фальцовки. Предварительно, чтобы еще более облегчить позднейшее отрывание отдельных палочек, линия соединения их с книжечкой обжимается вращающимися зубчатыми колесиками 60, катящимися по валику 62, служащему опорой полосе 1 (фиг. 15).
После ведущих роликов 63, полоса проходит две пары валиков, выдавливающих в ней рифы 68, 69 (фиг. 24). Эти рифы ограничивают середину полосы 1 и образуют линии излома, или складывания готовых спичечных книжек. Рифы делаются прижиманием полосы 1 в двух, следующих друг за другом, операциях четырьмя поставленными наклонно под углом парами колесиков 70, 71, 72, 73. При дальнейшем своем движении полоса материала 1 попадает в различные приспособления, складывающие ее согласно фиг. 18-23 из полосы в готовую книжку. Сперва (фиг. 18) полосе 1 сообщают. U-образную форму, прижимая ее установленными на оси 84 державками 85 с валком 87 к валку 86.
Следующая пара валиков 88, 89 с профилем, изображенным на фиг. 19, сообщает ей форму по фиг. 26. Затем парными валками 90-91 и 92-93 с профилем по фиг. 20-21 ей сообщается форма по фиг. 27 и 18.
Между роликами 94 (фиг. 22) происходит складывание по фиг. 29. Наконец, из этой формы роликами 95 между опорами 95а по фиг. 23 она прессуется в окончательный плоский вид на подобие книги, показанной на фиг. 30. Если устройство по фиг. 1 должно давать не связанные спички, то на штампе В полоса материала разделяется (фиг. 31) на ряд более узких полос 1х, 1y, 1z. Разделенный на полосы 1х, 1у, 1z материал после того, как он покинул валики 28, 29, ребра коих имеют в данном случае длину и ширину, соответствующую размерам впадин на обеих наружных кромках, снабжается головками 97 в машине D. Эта операция схематически изображена на фиг. 32. Окунающиеся валики 37, 38, 39 с соответствующими направляющими роликами 31, 32, 33, 34, 35, 36 разбиты на три группы и в трех местах сдвинуты по направлению движения полосы. Так, при разделенной на три части полосе материала, парой колес 37 снабжается головками полоса 1х, колесом 37а - полоса 1у и колесом 37b - полоса 1z. После этого полосы подводятся к режущему приспособлению, и в нем от каждой полосы одновременно отрезается некоторое количество спичек, соответствующее размерам коробки, при чем отрезанные спички падают через воронки в коробки, расположенные на трясущемся столе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления спичечных книжек | 1931 |
|
SU44882A1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ПАЧЕК ПЛОСКИХ СПИЧЕК | 1925 |
|
SU7452A1 |
| Спичечная лента из дерева или папки | 1926 |
|
SU5882A1 |
| СПОСОБ ПРОИЗВОДСТВА СПИЧЕК | 1925 |
|
SU13144A1 |
| СПИЧКИ ДЛЯ ТУРИСТОВ | 1991 |
|
RU2027692C1 |
| Спичечный автомат | 1987 |
|
SU1558886A1 |
| ПРИСПОСОБЛЕНИЕ К АВТОМАТИЧЕСКИМ СПИЧЕЧНЫМ МАШИНАМ ДЛЯ СОБИРАНИЯ СПИЧЕК | 1926 |
|
SU6014A1 |
| Способ производства спичек и машина для осуществления его | 1926 |
|
SU25896A1 |
| ПЛАСТМАССОВЫЙ ИЛИ МЕТАЛЛИЧЕСКИЙ СПИЧЕЧНЫЙ КОРОБОК | 1990 |
|
RU2018246C1 |
| Способ приготовления зажигательной массы для спичек | 1947 |
|
SU74047A1 |
1. Способ непрерывного производства плоских спичек из полосы папки или подобных материалов, на каковой полосе штампующим органом вырезывают отдельные палочки и зубчики, отличающийся тем, что этим же штампующим органом через определенное количество палочек 1b (фиг. 4) высекают вырезы 1c, в целях перемещения полосы папки при процессе производства ведущими валиками, снабженными соответствующими вырезам 1c зубцами.
2. Прием выполнения способа, указанного в п. 1, отличающийся тем, что вырезы 1с делают через ряд спичечных палочек, соответствующих длине спичечной книжки.
3. Прием выполнения означенного в п.п. 1-2 способа, отличающийся тем, что полосу папки после парафинирования ее и нанесения на зубцы кромок зажигательной массы снабжают прорезами 1е и 1f (фиг. 7) против вырезов 1с, в целях облегчения отрыва части полосы для образования спичечной книжки.
4. Прием выполнения означенного в п. 1 способа, отличающийся тем, что полосу папки после парафинирования, нанесения на нее зажигательной и терочной массы снабжают рифами 69, 69, 68 (фиг. 24) и в несколько приемов загибают в виде книжечной полосы по фигурам 25-30.
5. Прием выполнения способа, означенного в п. 4, отличающийся тем, что сначала полосу папки загибают по рифам 69, 69 так, что спички вместе с частью не надрезанной полосы располагаются под прямым углом к обложечной части (фиг. 25 и 18), загибают затем спички под углом к обложечной части (фиг. 26 и 19), после чего валками 90, 91 (фиг. 20) прижимают первые ко второй, а затем загибают обложечную часть по фигуре 28 валками 92, 93, обжимают обложечную часть по фигуре 29 валками 94, 94 (фиг. 23) и сплющивают кромки книжечной полосы по фигуре 30 валками 95, 95 (фиг. 23).
6. Приспособление для выполнения означенного в п. 1 способа, отличающееся тем (фиг. 9-10), что, в целях остановки вращения протягивающих под режущим или штампующим инструментом 19 в момент действия их валиков 6, 7, 8, сочлененных друг с другом зубчатками 13а, 13, 14а, 15, 15а, 16 и действующих от храповика 5f кривошипного механизма 5d, 5с, 5b и вала 5, предназначен диск 17 на валике 7 со срезанной частью 17а и брус 20, подвешенный к державке 18 для штампующего инструмента 19 при помощи рычагов 20а, 18с и кронштейнов 18а, 18b, каковой брус притягивается к диску 17 пружинами 19а, 19а. так что при опускании державки 18с режущим инструментом 19 брус 20а с некоторым опережением ложится на срезанную часть 17а на диске 17 связанного с ним валика 7 и сочлененных с последним валиков 6, 8.
7. Приспособление для выполнения означенного в п. 1 способа для парафинирования полос папки, отличающееся тем, что оно состоит из подогреваемого горелками резервуара 21 для парафинирующего состава, сообщенного трубкой 22 с краном 23 с цилиндрическим приемником 20, так что уровень нагретой массы одинаков в резервуаре 21 и приемнике 20, в то время как в приемнике помещен обычный наносящий парафин на полосу 1 папки валик 24 (фиг. 12).
8. Приспособление для выполнения означенного в п. 1 способа для отнесения на зубцы кромок полосы зажигательной массы, отличающееся тем (фиг. 12 и 1), что оно состоит из погруженных в ванны 41, 41а с зажигательной массой системы пар колес 37-37а, 38-38а, 39-39а, насаженных на горизонтальных осях, и из направляющих валиков 31, 32, 33, 34, 35, 36, расположенных таким образом, чтобы полоса папки проходила сначала с валика 31 на валик 32 наклонно с нанесением зажигательной массы калесами 37, 37а на одну сторону кромки с зубцами, а затем вертикально при помощи валиков 33, 34 для нанесения колесами 38, 38а зажигательной массы на торец кромки папки, после чего снова наклонно при помощи валиков 35, 36 для нанесения колесами 39, 39а зажигательной массы на другой стороне кромки полосы.
9. Приспособление для выполнения означенного в п. 1 способа, отличающееся тем, что оно состоит из последовательно расположенных (фиг. 1): 1) печатающих рекламы на полосе папки приборов А, А, 2) штампующего с вырезыванием соломок в полосе приспособления В, 3) прибора С для парафинирования, 4) приспособления D для нанесения на зубцы полосы зажигательной массы, 5) приспособления F для нанесения терочной массы, 6) приспособления G для выполнения прорезов 1f, 1a, и 7) приспособления Н для выполнения рифов 68, 69, 69 и для фальцевания полосы папки в спичечную полосу.
10. Прием выполнения означенного в п. 1 способа, отличающийся тем (фиг. 31, 32), что штампующей машиной, при получении отдельных спичек, полосу папки надрезывают с образованием чередующихся зубцов на ряд полос 1x, 1у, 1z, по ширине соответствующих длине спичек, и после парафинирования полосу папки проводят через аппарат, означенный в п. 8, для нанесения зажигательной массы отдельными полосами 1x, 1y, 1z.
