фие.2
магически связанная штоком 28, рычажной системой 29 и роликом 30 с криволинейным пазом 31 кулачка 32. Между рамкой 25 и макальной плитой 27 смонтирован очищающий нож 33. Спичечные соломки 7 из бункера поступают через элементы конструкции в наборных планках 5 над плитами обогрева к парафинирующему аппарату. Для формирова- ния спичечной головки наборные планки 5 со спичечными соломками 7 останавливаются над ванной 21 первого макального аппарата. Вращательное движение кулачка 32 преобразуют посред-
ством криволинейного профиля паза 31, ролика 30 и рычажной системы 29 в возвратно-поступательное движение штока 28, который поднимает макальную плиту 27 и опускает ее. При подъеме макальной плиты 27 нижняя кромка рамки 25 сомкнется с верхней плоскостью макальной плиты 27, образовав ванну,заполненную массу.При подъеме и опускании макальной плиты формируется головка спичек. Далее спичечная соломка 7 просушивается, обрабатывается р подается к коробконабивочному устройству. 5 ил.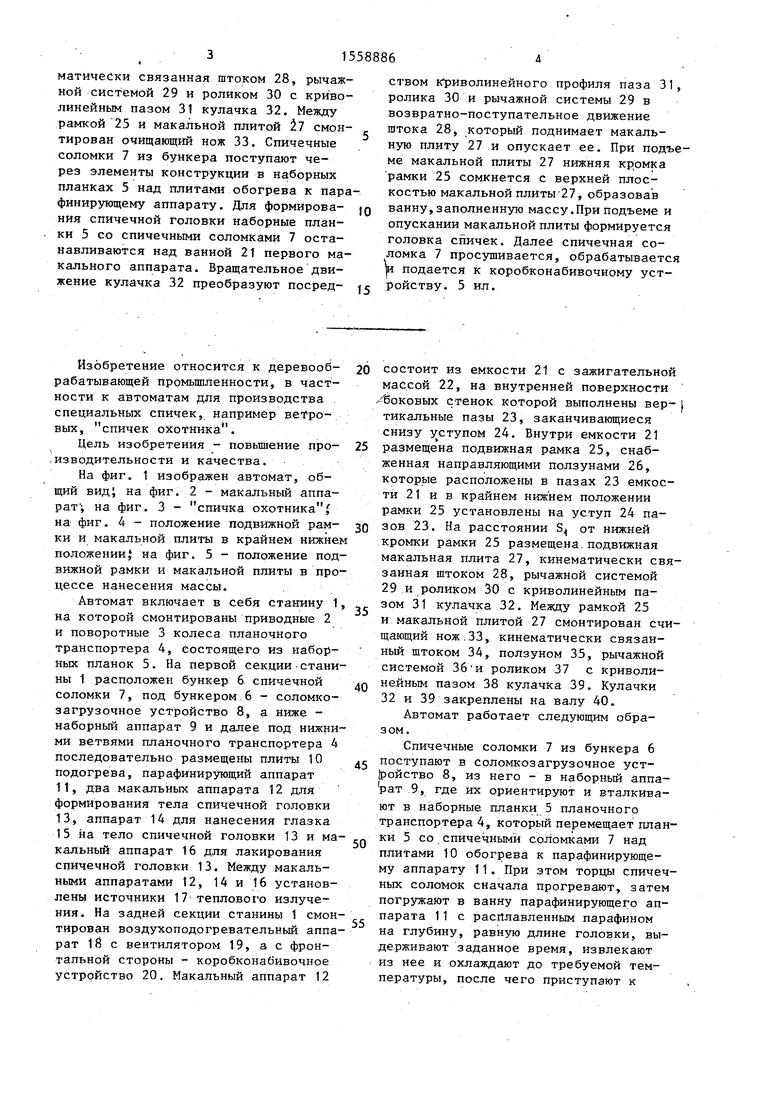
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПИЧЕК | 1967 |
|
SU206364A1 |
| Устройство для изготовления спичек | 1990 |
|
SU1723081A1 |
| Полуавтомат для изготовления каминных спичек | 1988 |
|
SU1655960A1 |
| СПИЧКА, СПОСОБ ПРОИЗВОДСТВА СПИЧЕК И СПОСОБ УКЛАДКИ СПИЧЕК | 1990 |
|
RU2024469C1 |
| Устройство для изготовления спичечных книжек | 1931 |
|
SU44882A1 |
| Способ производства спичек и машина для осуществления его | 1926 |
|
SU25896A1 |
| Устройство для нанесения зажигательной массы на транспортерную ленту макального аппарата | 1977 |
|
SU609745A1 |
| УСТРОЙСТВО ДЛЯ ВТАЛКИВАНИЯ СПИЧЕЧНЫХ СОЛОМОК В НАБОРНЫЕ ПЛАНКИ СПИЧЕЧНЫХ АВТОМАТОВ | 1933 |
|
SU39649A1 |
| УСТРОЙСТВО для ЗАПОЛНЕНИЯ НАБОРНЫХ ПЛАНОК СПИЧЕЧНОГО АВТОМАТА СПИЧЕЧНОЙ СОЛОМКОЙ | 1967 |
|
SU197421A1 |
| Линия изготовления спичек | 1987 |
|
SU1439094A1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к автоматам для производства специальных спичек. Цель изобретения - повышение производительности и качества спичек. Спичечный автомат включает станину, на которой размещены конструктивные элементы для фиксации и транспортирования наборных планок 5. В потоке установлены бункер спичечной соломки 7, соломкозагрузочное устройство, наборный аппарат. Кроме того, имеются последовательно размещенные плиты подогрева, парафинирующий, макальные аппараты. Макальный аппарат состоит из емкости 21 с зажигательной массой 22, на внутренней поверхности боковых стенок которой выполнены вертикальные пазы 23 с уступом 24. Внутри емкости 21 размещена подвижная рамка 25 с ползунами 26. Под рамкой 25 размещена подвижная макальная плита 27, кинематически связанная штоком 28, рычажной системой 29 и роликом 30 с криволинейным пазом 31 кулачка 32. Между рамкой 25 и макальной плитой 27 смонтирован очищающий нож 33. Спичечные соломки 7 из бункера поступают через элементы конструкции в наборных планках 5 над плитами обогрева к парафинирующему аппарату. Для формирования спичечной головки наборные планки 5 со спичечными соломками 7 останавливаются над ванной 21 первого накольного аппарата. Вращательное движение кулачка 32 преобразуют посредством криволинейного профиля паза 31, ролика 30 и рычажной системы 29 в возвратно-поступательное движение штока 28, который поднимает макальную плиту 27 и опускает ее. При подъеме макальной плиты 27 нижняя кромка рамки 25 сомкнется с верхней плоскостью макальной плиты 27, образовав ванну, заполненную массу. При подъеме и опускании макальной плиты формируется головка спичек. Далее спичечная соломка 7 просушивается, обрабатывается и подается к коробконабивочному устройству. 5 ил.
Изобретение относится к деревооб- рабатывающей промышленности, в частности к автоматам для производства специальных спичек, например ветровых, спичек охотника.
Цель изобретения - повышение про- изводительности и качества.
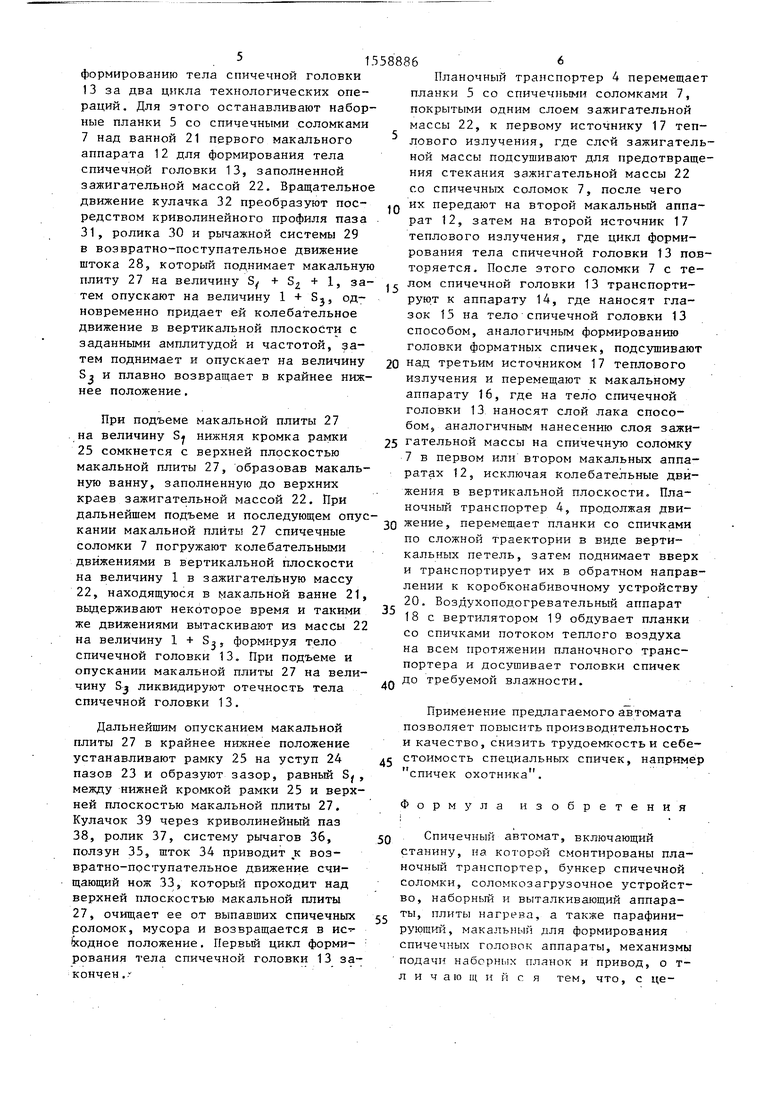
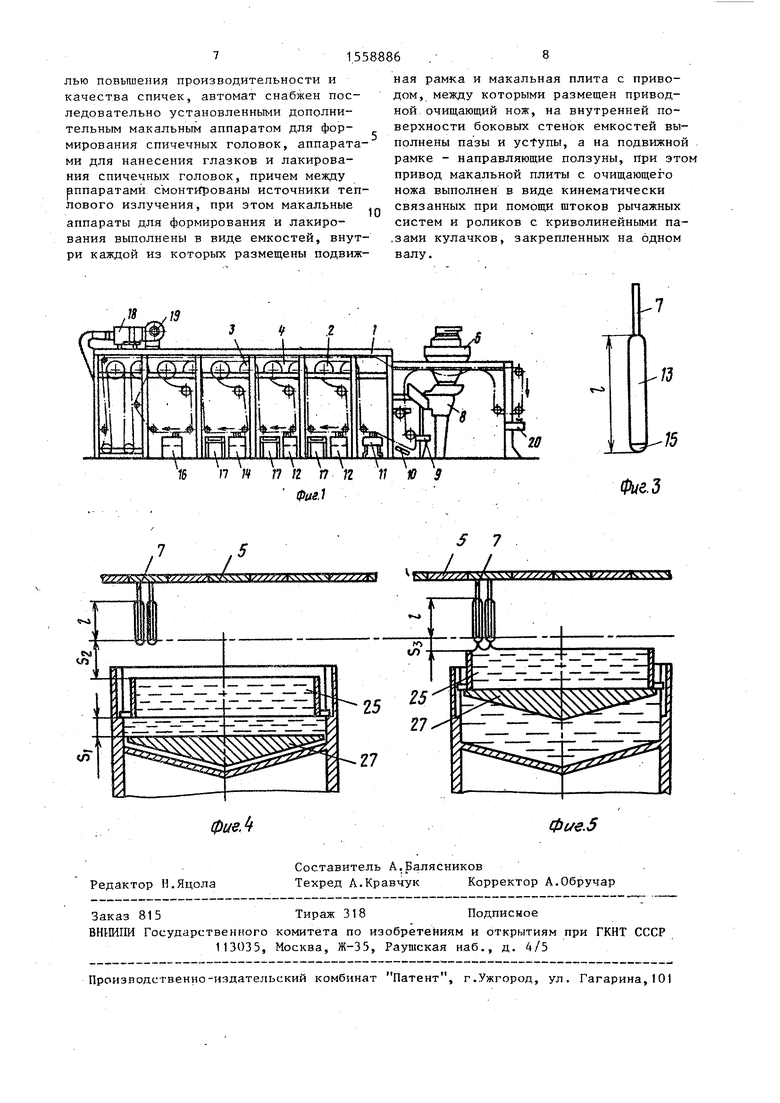
На фиг. 1 изображен автомат, общий вид на фиг. 2 - макальный аппарат; на фиг. 3 - спичка охотника J на фиг. 4 - положение подвижной рам- ки и макальной плиты в крайнем нижнем положенииJ на фиг. 5 - положение подвижной рамки и макальной плиты в процессе нанесения массы.
Автомат включает в себя станину 1, на которой смонтированы приводные 2 и поворотные 3 колеса планочного транспортера 4, состоящего из наборных планок 5. На первой секции станины 1 расположен бункер 6 спичечной соломки 7, под бункером 6 - соломко- загрузочное устройство 8, а ниже - наборный аппарат 9 и далее под нижними ветвями планочного транспортера 4 последовательно размещены плиты 10 подогрева, парафинирующий аппарат 11, два макальных аппарата 12 для формирования тела спичечной головки 13, аппарат 14 для нанесения глазка 15 на тело спичечной головки 13 и макальный аппарат 16 для лакирования спичечной головки 13. Между макальными аппаратами 12, 14 и 16 установлены источники 17 теплового излучения. На задней секции станины 1 смонтирован воздухоподогревательный аппарат 1Й с вентилятором 19, ас фронтальной стороны - коробконабивочное устройство 20. Макальный аппарат 12
5
0
5
0
0
0
5
состоит из емкости 21 с зажигательной массой 22, на внутренней поверхности -боковых стенок которой выполнены вертикальные пазы 23, заканчивающиеся снизу уступом 24. Внутри емкости 21 размеще на подвижная рамка 25, снабженная направляющими ползунами 26, которые расположены в пазах 23 емкости 21 ив крайнем нижнем положении рамки 25 установлены на уступ 24 пазов 23. На расстоянии S от нижней кромки рамки 25 размещена подвижная макальная плита 27, кинематически связанная штоком 28, рычажной системой 29 и роликом 30 с криволинейным пазом 31 кулачка 32. Между рамкой 25 и макальной плитой 27 смонтирован счищающий нож 33, кинематически связанный штоком 34, ползуном 35, рычажной системой 36 и роликом 37 с криволинейным пазом 38 кулачка 39. Кулачки 32 и 39 закреплены на валу 40.
Автомат работает следующим образом.
Спичечные соломки 7 из бункера 6 поступают в соломкозагрузочное устройство 8, из него - в наборный аппа- рат 9, где их ориентируют и вталкивают в наборные планки 5 планочного транспортера 4, который перемещает планки 5 со спичечными соломками 7 над плитами 10 обогрева к парафинирующему аппарату 11. При этом торцы спичечных соломок сначала прогревают, затем погружают в ванну парафинирующего аппарата 11 с расплавленным парафином на глубину, равную длине головки, выдерживают заданное время, извлекают из нее и охлаждают до требуемой температуры, после чего приступают к
51
формированию тела спичечной головки 13 за два цикла технологических операций. Для этого останавливают наборные планки 5 со спичечными соломками 7 над ванной 21 первого макального аппарата 12 для формирования тела спичечной головки 13, заполненной зажигательной массой 22. Вращательно движение кулачка 32 преобразуют посредством криволинейного профиля паза 31, ролика 30 и рычажной системы 29 в возвратно-поступательное движение
28,
который поднимает макальную + S.
1, за3 j одштока
плиту 27 на величину S + S2 + тем опускают на величину 1 + S новременно придает ей колебательное движение в вертикальной плоскости с заданными амплитудой и частотой, затем поднимает и опускает на величину Sj и плавно возвращает в крайнее нижнее положение.
При подъеме макальной плиты 27 на величину Sj нижняя кромка рамки 25 сомкнется с верхней плоскостью макальной плиты 27, образовав макальную ванну, заполненную до верхних краев зажигательной массой 22. При дальнейшем подъеме и последующем опускании макальной плиты 27 спичечные соломки 7 погружают колебательными движениями в вертикальной плоскости на величину 1 в зажигательную массу 22, находящуюся в макальной ванне 21, выдерживают некоторое время и такими же движениями вытаскивают из массы 22 на величину 1 + S,, формируя тело спичечной головки 13. При подъеме и опускании макальной плиты 27 на величину Sj ликвидируют отечность тела спичечной головки 13.
Дальнейшим опусканием макальной плиты 27 в крайнее нижнее положение устанавливают рамку 25 на уступ 24 пазов 23 и образуют зазор, равный Sj, между нижней кромкой рамки 25 и верхней плоскостью макальной плиты 27. Кулачок 39 через криволинейный паз 38, ролик 37, систему рычагов 36, ползун 35, шток 34 приводит %к возвратно-поступательное движение счищающий нож 33, который проходит над верхней плоскостью макальной плиты 27, очищает ее от выпавших спичечных роломок, мусора и возвращается в Ьсодное положение. Первый цикл формирования тела спичечной головки 13 закончен
0
5
Планочный транспортер 4 перемещает планки 5 со спичечными соломками 7, покрытыми одним слоем зажигательной массы 22, к первому источнику 17 теплового излучения, где слей зажигательной массы подсушивают для предотвращения стекания зажигательной массы 22 со спичечных соломок 7, после чего их передают на второй макальный аппарат 12, затем на второй источник 17 теплового излучения, где цикл формирования тела спичечной головки 13 повторяется. После этого соломки 7 с телом спичечной головки 13 транспортируют к аппарату 14, где наносят глазок 15 на тело спичечной головки 13 способом, аналогичным формированию головки форматных спичек, подсушивают
0 над третьим источником 17 теплового излучения и перемещают к макальному аппарату 16, где на тело спичечной головки 13 наносят слой лака способом, аналогичным нанесению слоя зажи5 гательной массы на спичечную соломку 7 в первом или втором макальных аппаратах 12, исключая колебательные движения в вертикальной плоскости. Планочный транспортер 4, продолжая дви0 жение, перемешает планки со спичками по сложной траектории в виде вертикальных петель, затем поднимает вверх и транспортирует их в обратном направлении к коробконабивочному устройству 20. Возд хоподогревательный аппарат 18 с вертилятором 19 обдувает планки со спичками потоком теплого воздуха на всем протяжении планочного транспортера и досушивает головки спичек до требуемой влажности.
0
Применение предлагаемого автомата позволяет повысить производительность и качество, снизить трудоемкость и себестоимость специальных спичек, например спичек охотника.
Формула изобретения
i.
Спичечный автомат, включающий станину, на которой смонтированы планочный транспортер, бункер спичечной соломки, соломкозагрузочное устройство, наборный и выталкивающий аппараты, плиты нагрева, а также парафинирующий, макальный для формирования спичечных ГОЛОРОК аппараты, механизмы подачи наборных планок и привод, о т- л и ч а ю щ и ii г я тем, что, с целью повышения производительности и качества спичек, автомат снабжен последовательно установленными дополнительным макальным аппаратом для формирования спичечных головок, аппаратами для нанесения глазков и лакирования спичечных головок, причем между аппаратами смонтированы источники теплового излучения, при этом макальные аппараты для формирования и лакирования выполнены в виде емкостей, внутри каждой из которых размещены подвиж1В П Т) К П П П Ю 3
Фие.1
I
/
rSrSi jfii SSffSAXiiX iX SSSfSti X X -Г#Л
Л
ная рамка и макальная плита с приводом, между которыми размещен приводной очищающий нож, на внутренней поверхности боковых стенок емкостей выполнены пазы и уступы, а на подвижной рамке - направляющие ползуны, при этом привод макальной плиты с очищающего ножа выполнен в виде кинематически связанных при помощи штоков рычажных систем и роликов с криволинейными па- ,зами кулачков, закрепленных на одном валу.
Я
15
Фие.З
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПИЧЕК | 0 |
|
SU206364A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Звягин Б.Н., Полухин Ю.Ф | |||
| Обору- дование спичечного производства | |||
| - М.: Лесная промышленность, 1977, с | |||
| Приспособление для воспроизведения изображения на светочувствительной фильме при посредстве промежуточного клише в способе фотоэлектрической передачи изображений на расстояние | 1920 |
|
SU172A1 |
