Изобретение относится к обработке металлов давлением, а именно к нагреву заготовок под обработку давлением
Целью изобретения является повышение точности регулирования температу- ры путем компенсации погрешности от изменений температуры окружающей среды.
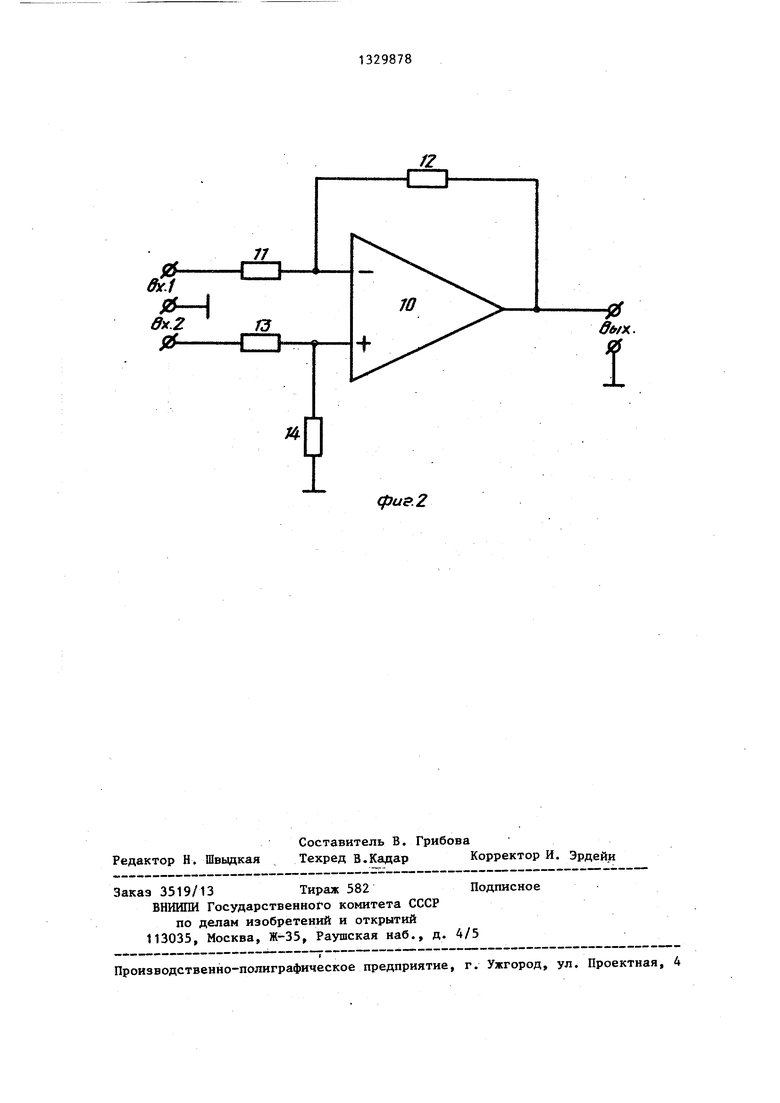
На фиг.1 приведена блок-схема уст- ройства; на фиг.2 - принципиальная схема дифференциального усилителя.
Устройство содержит датчик 1 напряжения индуктора, задатчик 2 напряжения генератора, датчик 3 температу- ры рабочего инструмента, датчик 4 , температуры окружающей среды, фильтр 5 нижних частот с усилителем (ограниченного усиления), дополнительный фильтр 6 нижних частот с усилителем (ограниченного усиления), выход которого соединен с первым входом дифференциального усилителя 7, выход которого соединен с вторым входом блока 8 сравнения, а второй вход - с выхо- дом фильтра 5 нижних частот с усилителем, вход которого подключен к датчику 3 температуры рабочего инструмента первый вход блока 8 сравнения соединен с датчиком 1 напряжения ин- дуктора, третий вход соединен с за- датчиком 2 напряжения генератора, а выход - с исполнительным элементом 9 датчик 4 .температуры окружающей среды соединен с входом фильтра 6 нижних частот с усилителем.
Дифференциальный усилитель (фиг.2 выполнен на базе операционного усилителя 10. Резисторы 11.и 12 формируют требуемый коэффициент передачи по инвертирующему входу, а резисторы 13 и 14 - по неинвертирующему.
Устройство для регулирования индукционного нагрева металлов под обработку давлением работает следующим образом.
С помощью задатчика 2 напряжения генератора (фиг.1) задается требуемо значение напряжения на индукторе. Электрический сигнал с датчика 1 на- пряжения индуктора пропорционален напряжению индуктора и является обратной связью системы регулирования. Датчик 3 температуры рабочего инструмента (например, термопара) дает .электрический сигнал, пропорциональ- ньш температуре рабочего инструмента Датчик 4 температуры окружающей среды, аналогичньш датчику 3 температуры рабочего инструмента, дает электрический сигнал, пропорциональный температуре окружающей среды (температуры холодного спая термопары - датчика 3 температуры рабочего инструмента) . Электрические сигналы дат чика 3 температуры рабочего инструмента и датчика 4 темпер атуры окружающей среды 4, содержащие, кроме информации о температурах, наведенную в цепи ЭДС от переменных магнитных полей, поступают на входы идентичных фильтров нижних частот с усилителями (ограниченного усиления) 5 и 6 с частотами среза 15 Гц. Все сигналы ЭДС от переменных магнитных полей, содержащие спектр частот выше 15 Гц, имеют затухание 20 дБ/октаву, а электрические сигналы ниже 15 Гц, несущие информацию о температурах, поступают на входы дифференциального усилителя 7: сигнал датчика 3 температуры рабочего инструмента через фильтр 5 - неинвертирующему входу, а сигнал датчика 4 температуры окружающей среды через фильтр 6 - к инвертирующему входу дифференциального усилителя 7. Сигналы фильтров 5 и 6, содержащие ЭДС от переменных полей с частотами ниже 15 Гц и не полностью подавленными частотами выше 15 Гц, являются синфазными для дифференциального усилителя 7, т.е. происходит их подавление на 70-80 дБ. Сигналы, содержащие информацию о TeMnepaTypaXj являются для дифференциального усилителя дифференциальными, т.е. они вычитаются. Таким образом производится подавление ЭДС от магнитных полей и компенсация температуры холодного спая датчика 3 температуры инструмента и, как следствие, повышается точность определения температуры рабочего инструмента. Электрические сигналы с датчика 1 напряжения индуктора, задатчика 2 напряжения генератора и фильтров 5 и 6 поступают в блок 8 сравнения, где складываются с учетом их полярностей. Суммарный сигнал из блока 8 сравнения поступает на исполнительный элемент 6 (ЭМУ, тиристорный возбудитель), который питает обмотку возбуждения генератора. Таким образом разность сигналов датчика 3 темпера- туры рабочего инструмента и датчика 4 температуры окружающей среды, прошедших через фильтры 5 и 6 на входы дифференциального усилителя 7, воздействуя на сумму сигналов от датчика напряжения индуктора 1 и задатчика напряжения генератора 2, изменяет величину суммарного сигнала от блока 8 сравнения и тем самым вносит коррекцию в величину напряжения индуктора в зависимости от температуры рабочего инструмента.
Дифференциальный усилитель (фиг.1 |И 2) построен на базе операционного усилителя 10 и резисторов 11-14. Для обеспечения и получения максимального коэффициента подавления синфазного сигнала величины резисторов взяты одинаковые.
Данное устройство для регулирования индукционного нагрева металлов под обработку давлением позволяет .в сравнении с известным повысить точность измерения температуры инструмента примерно на 10% за счет фильтрации электрического сигнала с датчика 3 температуры рабочего инструмента и компенсации температуры его холод- ного спая. Повьппается также износостойкость штампового инструмента в связи с увеличенной точностью измерения температуры нагреваемого инструмента. Одновременно устройство позволяет сократить расход электроэнергии за счет повышения точности под- , держивания температуры, чем обуславливается эффективность использования устройства.
Формула изобретения Устройство для регулирования ин- дукционного нагрева металлов под обработку давлением по авт.св. № 997936, отличающееся тем, что, с целью повышения точности регулирования температуры путем компенсации погрешности от изменений температуры окружающей среды, оно снабжено датчиком температуры окружающей среды, дополнительным фильтром нижних частот с усилителем и дифференциальным усилителем, входы которого соединены с выходами обоих фильтров нижних частот, а выход дифференциального усилителя подключен к одному из входов блока сравнения, причем вход дополнительного фильтра нижних частот с усилителем соединен с датчиком температуры окружающей среды.
.
Редактор Н. Швыдкая
Составитель В. Грибова
Техред В.Кадар Корректор И. Эрдейи
Заказ 3519/13 Тираж 582Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
««...«..«-.«i««.«.-...ta«.«...«...««.. . - « .
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фи.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования индукционного нагрева металлов под обработку давлением | 1981 |
|
SU997936A2 |
| Устройство для регулирования индукционного нагрева металлов под обработку давлением | 1988 |
|
SU1542683A2 |
| Многозонная индукционная нагревательная установка | 1983 |
|
SU1153397A1 |
| Устройство для измерения скорости жидкости в двухфазном потоке | 1987 |
|
SU1543349A1 |
| СИСТЕМА УПРАВЛЕНИЯ ПРЕЦИЗИОННЫМ НУЛЬ-ТЕРМОСТАТОМ | 2006 |
|
RU2352911C2 |
| Термоэлектрическое термостатирующее устройство | 1981 |
|
SU978110A1 |
| Устройство для термического дифференциального анализа | 1983 |
|
SU1125524A1 |
| АВТОНОМНЫЙ ТЕПЛОСЧЕТЧИК И СПОСОБ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2694277C1 |
| Термоэлектрический термометр | 1989 |
|
SU1719924A1 |
| ПРЕОБРАЗОВАТЕЛЬ СОПРОТИВЛЕНИЯ И ТЕРМО-ЭДС В НАПРЯЖЕНИЕ | 2015 |
|
RU2612200C1 |
Изобретение относится к обработке металлов давлением, а именно к нагреву заготовок под обработку давлением. Изобретение позволяет повысить точность регулирования температуры путем компенсации погрешности от изменений температуры окружающей-среды. Сущность изобретения заключается в том, что вводится датчик температуры окружающей среды, который исключает погрешность определения температуры рабочего инструмента из-за неском- пенсированности температуры холодного спая датчика температуры рабочего инструмента. Используемый дополнительный фильтр низких частот с усилителем позволяет осуществить также nof asne- ние помех, возникающих от ЭДС переменных магнитных полей. Это также обус- с лавливает увеличение точности регулирования температуры. 2 ил. сл со to CD 00 00 N)
| Устройство для регулирования индукционного нагрева металлов под обработку давлением | 1981 |
|
SU997936A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
