доохлаждаемьй карман 14, а концевая часть 15 разделительной трубы трактов подвода и отвода охлаждающей воды выступает за габарит дутьевых сопл 10 и образует с горловиной открытой наружу полости дросселированный канал 16. Открытая наружу полость 11 может быть выполнена с профилируемым поперечным сечением, образующим индивидуальные водоохлаждаемые карманы каждого сопла. Дутьевые сопла 10 на на1
Изобретение относится к черной металлургии, в частности к устройствам ля продувки стали в кислородных конертерах.
Цель изобретения - повышение стойкости фурмы.
применение изобретения позволяет наряду с возможностью компенсировать термические деформации во время эк- сплуатац1ш уменьшить площадь торцовой поверхности воздействия теплового излучения жидкого металлаj а также эф фективно организовать потоки охлаждающей воды в полости торцовой го- ловки.
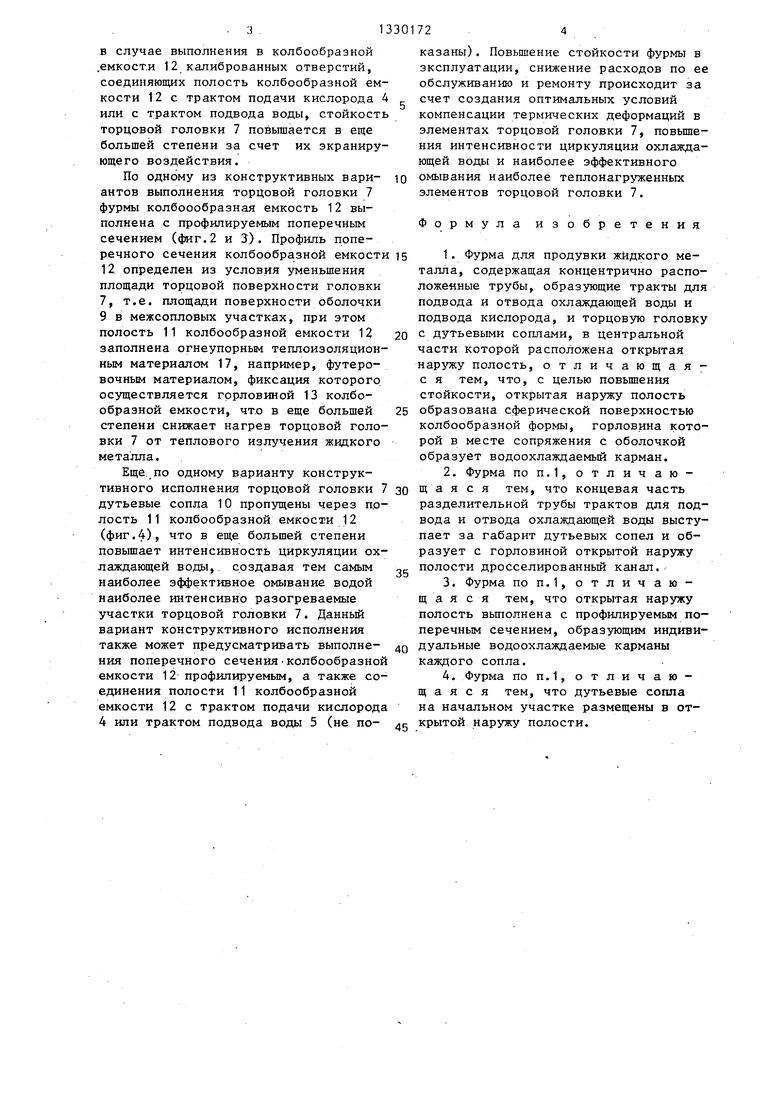
На фиг.1 изображена предлагаемая фурма, продольный разрезj на фиг.2 - то же, вариант; на фиг.З - вид А на фиг.2} на фиг.4 - вариант предлагаемой фурмы.
Фурма для продувки жидкого металла состоит из трех концентричных труб: наружной 1, разделительной 2 и внутренней 3, образующие тракты подачи кислорода 4, подвода 5 и отвода 6 охлаждающей воды. Фурма также содержит торцовую головку 7, включающую доныш- ко 8 внутренней трубы 3 и оболочку 9 наружной трубы 1, при этом донышко 8 и оболочка 9 соединены между собой дутьевыми соплами 10. Кроме того, в центральной части торцовой головки 7 имеется открытая наружу полость 11. Последняя образована колбообразной емкостью 12, стенка которой выполнена сферической и дном которой является часть донышка 8, выполненное выпуклым и размещенным в тракте 4 подачи кисорода, а горловина 13 колбообразной
чальном участке могут быть размещены в открытой наружу полости. Повышение стойкости фурмы достигается за счет компенсации термических деформаций головки фурмы во время продувки, : уменьшения площади торцовой поверхности, на которую воздействует тепловое излучение от жидкого металла, а также за счет организации потоков охлаждающей воды в торцовой головке. 3 з.п. ф-лы, 4 ил.
емкости 12 в месте сопряжения с оболочкой 9 (в месте наиболее интенсивного разогрева торцовой головки 7) образует водоохлаждаемый карман 14. 5 Для более эффективной циркуляции воды в торцовой головке 7 в местах наиболее ее интенсивного разогрева концевая часть 15 разделительной трубы 2 выполнена утолщенной и введена во0 внутрь торцовой головки 7 за габарит дутьевых сопел 10 и расположена в полости водоохлаждаемого кармана 14, образуя с горловиной 13 колбообразной емкости 12 дросселированный канал 16.
5 Причем полость колбообразной емкости 12 может сообщаться посредством калиброванных отверстий или с трактом подачи кислорода 4, или с трактом подвода воды 5, ипи с тем и другим
0 одновременно (не показано).
В процессе эксплуатации фурмы торцовая головка 7 разогревается тепловым излучением жидкого металла, тер-. 5 мические деформации которой компенсируются колбоообразной емкостью 12, служащей в данном случае своеобразным . сильфоном, дающим возможность термической деформации сопловых участков
0 торцовой головки 7 без снижения прочностных характеристик элементов упомянутой торцовоц головки, что повышает, стойкость всей фурмы в целом в эксплуатации. Создание интенсивной
g циркуляции охлаждающей воды в местах наиболее интенсивного нагрева торцовой головки, (упомянутые сопловые участки) в еще большей степени повьш1ает ,ее стойкость в эксплуатации. При этом
в случае выполнения в колбообразной .емкости 12 калиброванных отверстий, соединяющих полость колбообразной емкости 12с трактом подачи кислорода 4 или с трактом подвода воды, стойкость торцовой головки 7 повышается в еще большей степени за счет их экранирующего воздействия.
По одному из конструктивных вари- актов выполнения торцовой головки 7 фурмы колбоообразная емкость 12 выполнена с профилируемым поперечным сечением (фиг.2 и 3). Профиль поперечного сечения колбообразной емкости 12 определен из условия уменьшения площади торцовой поверхности головки 7, т.е. площади поверхности оболочки 9 в межсопловых участках, при этом полость 11 колбообразной емкости 12 заполнена огнеупорньм теплоизоляционным материалом 17, например, футеро- вочным материалом, фиксация которого осуществляется горловиной 13 колбообразной емкости, что в еще большей степени снижает нагрев торцовой головки 7 от теплового излучения жидкого металла.
Еще, по одному варианту конструктивного исполнения торцовой головки 7 дутьевые сопла 10 пропущены через полость 11 колбообразной емкости 12 (фиг.4), что в еще большей степени повышает интенсивность циркуляции охлаждающей воды, . создавая тем самым наиболее эффективное омывание водой наиболее интенсивно разогреваемые участки торцовой головки 7. Данный вариант конструктивного исполнения также может предусматривать выполне- ния поперечного сеченияколбообразной емкости 12 профилируемым, а также соединения полости 11 колбообразной емкости 12 с трактом подачи кислорода 4 или трактом подвода воды 5 (не по-
казаны). Повышение стойкости фурмы в эксплуатации, снижение расходов по ее обслуживанию и ремонту происходит за счет создания оптимальных условий компенсации термических деформаций в элементах торцовой головки 7, повьш1е- ния интенсивности циркуляции охлаждающей воды и наиболее эффективного омывания наиболее теплонагруженных элементов торцовой головки 7.
Формула изобретения
1.Фурма для продувки жидкого металла, содержащая концентрично распо- ложе«ные трубы, образующие тракты для подвода и отвода охлаждающей воды и подвода кислорода, и торцовую головку с дутьевыми соплами, в центральной части которой расположена открытая наружу полость, отличающая- с я тем, что, с целью повьш1ения стойкости, открытая наружу полость образована сферической поверхностью колбообразной формы, горловина которой в месте сопряжения с оболочкой образует водоохлаждаемый карман.
2.Фурма по п.1, отличающая с я тем, что концевая часть разделительной трубы трактов для подвода и отвода охлаждающей воды выступает за габарит дутьевых сопел и образует с горловиной открытой наружу полости дросселированный канал.
3.Фурма поп.1,отличаю- щ а я с я тем, что открытая наружу полость выполнена с профилируемым поперечным сечением, образующим индивидуальные водоохлаждаемые карманы каждого сопла.
4.Фурма ПОП.1, отличающаяся тем, что дутьевые сопла на начальном участке размещены в открытой наружу полости.
Ю
НгО
П
НгО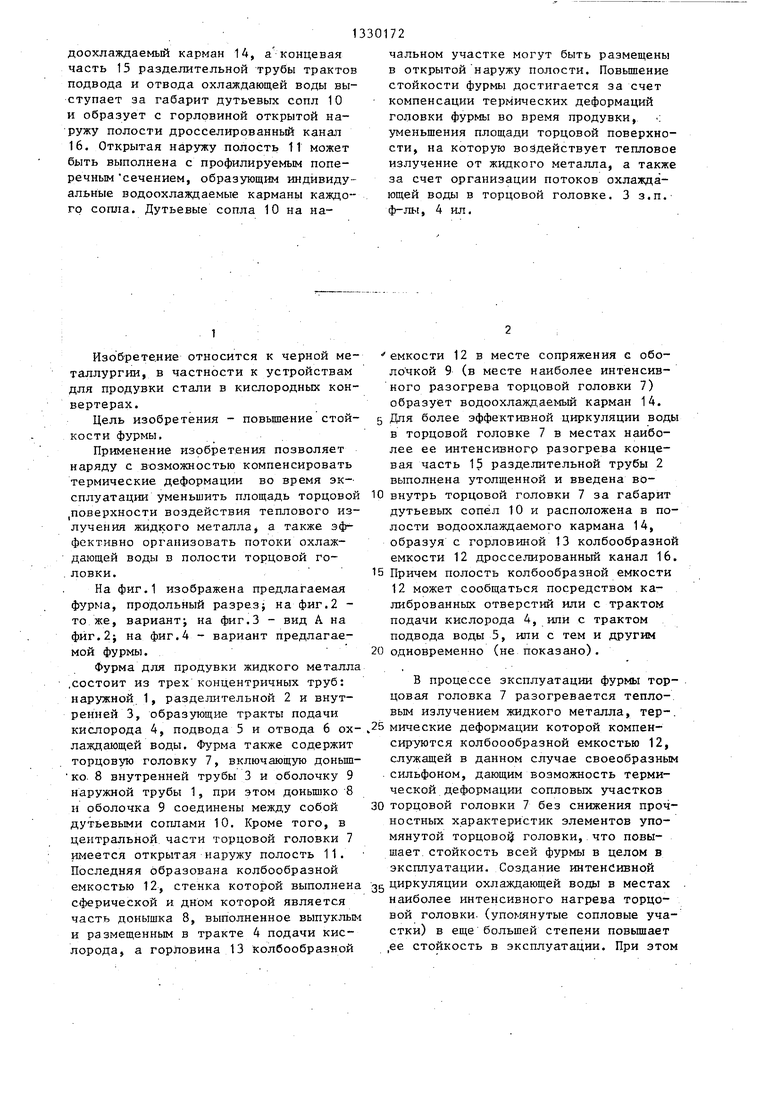
| название | год | авторы | номер документа |
|---|---|---|---|
| Сопловый блок дутьевой фурмы | 1988 |
|
SU1627564A1 |
| Головка фурмы | 1983 |
|
SU1091229A1 |
| ГАЗОКИСЛОРОДНАЯ ФУРМА | 1992 |
|
RU2094477C1 |
| Конвертер (его варианты) | 1984 |
|
SU1245599A1 |
| Фурма для продувки расплава | 1986 |
|
SU1401054A1 |
| КИСЛОРОДНАЯ ФУРМА ДЛЯ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА | 1994 |
|
RU2063446C1 |
| Фурма для продувки расплавов металла | 1989 |
|
SU1813101A3 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА | 2000 |
|
RU2181384C1 |
| Фурма для нагрева шихты и продувки металла | 1983 |
|
SU1127908A1 |
| Фурма для продувки металла | 1982 |
|
SU1126610A1 |

Изобретение относится к области черной металлургии, конкретнее к устройствам для продувки расплавленного металла в кислородных конвертерах. Цель изобретения - повьппение стойкости фурмы. Цель достигается тем, что в дентральной части тордовой головки 7 фурмы имеется открытая наружу полость 11, которая образована сферической поверхностью 12 колбообразной формы, горловина 13 которой в месте сопряжения с оболочкой 9 фурмы образует во«к ГчЭ 
Редактор Н.Киштулинец
Заказ 3541/27 . Тираж 549Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Составитель А.Каханов Техред Л.Сердкжова
Корректор Л,-Бескид
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОУРОВНЕВЫХ МЕЖСОЕДИНЕНИЙ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ С ВОЗДУШНЫМИ ЗАЗОРАМИ | 2010 |
|
RU2436188C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Фурма для продувки жидкого металла | 1982 |
|
SU1057552A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
