Изобретение относится к неразрушающему контролю изделий, может быть использовано для обнаружения дефектов элементов конструкций типа консольной балки и является усовершенствованием способа по авт. св. № 1045118.
Цель изобретения - повышение чувствительности и достоверности контроля за счет выбора оптимальной точки измерения.
На чертеже приведена схема устройства, реализующего способ виброакустического контроля изделий.
Устройство содержит последовательно соединенные синусоидальный генератор 1, усилитель 2 мощности и вибратор 3, присоединенный к изделию 4, измерительный пьезопреобразователь 5, установленный на изделии 4, последовательно соединенный с усилителем 6, выход которого соединен с входами фильтра 1, настроенного на частоту ((Ор) резонанса изгибных колебаний изделия, и фильтра 8, настроенного на частоту сор/2, которые последовательно соединены соответственно с детекторами 9 и 10, выходы которых подключены к входу устройства 11 сравнения, последовательно соединенного с измерительным прибором 12.
Способ виброакустического контроля осу ществляют следующим образом.
Выбор координаты измерений осуществляют путем моделирования. Так как относительная координата Z/1 максимума отношений амплитуд на частотах, соответствующих половине частоты резонанса (А) и частоте резонанса (А,,), не зависит от местоположения трещины, а зависит только от закона распределения по длине погонной массы и изгибной жесткости, то, определив для данного образца координату танавливают измерительный преобразователь 5 на изделии 4 в сечении с координа0
5
0
5
0
5
той, например 0,46. С помощью вибратора 3, усилителя 2 мощности и синугои- дальнего генератора 1 возбуждают изгибные колебания в изделии 4 на частоте, в два раза меньшей резонансной, т.е. (Ор/2. Затем с помощью измерительного преобразователя 5, предварительного усилителя 6, фильтров 7 и 8, детекторов 9 и 10, устройства 11 сравнения и измерительного прибора 12 измеряют амплитуды колебаний контролируемого изделия 4 в сечении с абсциссой ,46 на резонансной частоте сор и на частоте, в два раза меньшей резонансной частоты (о)р/2) изгибных колебаний изделия 4, и определяют их отнощение А|УАу.
По отношению измеренных амплитуд определяют дефектность контролируемого изделия 4, а также оценивают ее степень.
Так как с уменьшением величины трещины отношение амплитуд уменьшается и в некоторых сечениях изделия становится соизмеримым с уровнем помех, например, в точках, где отношение амплитуд минимально, то предлагаемый способ позволяет избежать ошибок, связанных с невозможностью выявить полезный сигнал на уровне помех, что, обеспечивает увеличение чувствительности и достоверности контроля.
Формула изобретения
Способ виброакустичеекого контроля изделий по авт. св. № 1045118, отличающийся тем, что, с целью повышения чувствительности и достоверности контроля, определяют методом моделирования сечение по длине изделия, в котором для данного распределения погонной массы и изгибной жесткости отношение измеряемых амплитуд максимально, а измерение амплитуд колебаний производят в найденном сечении.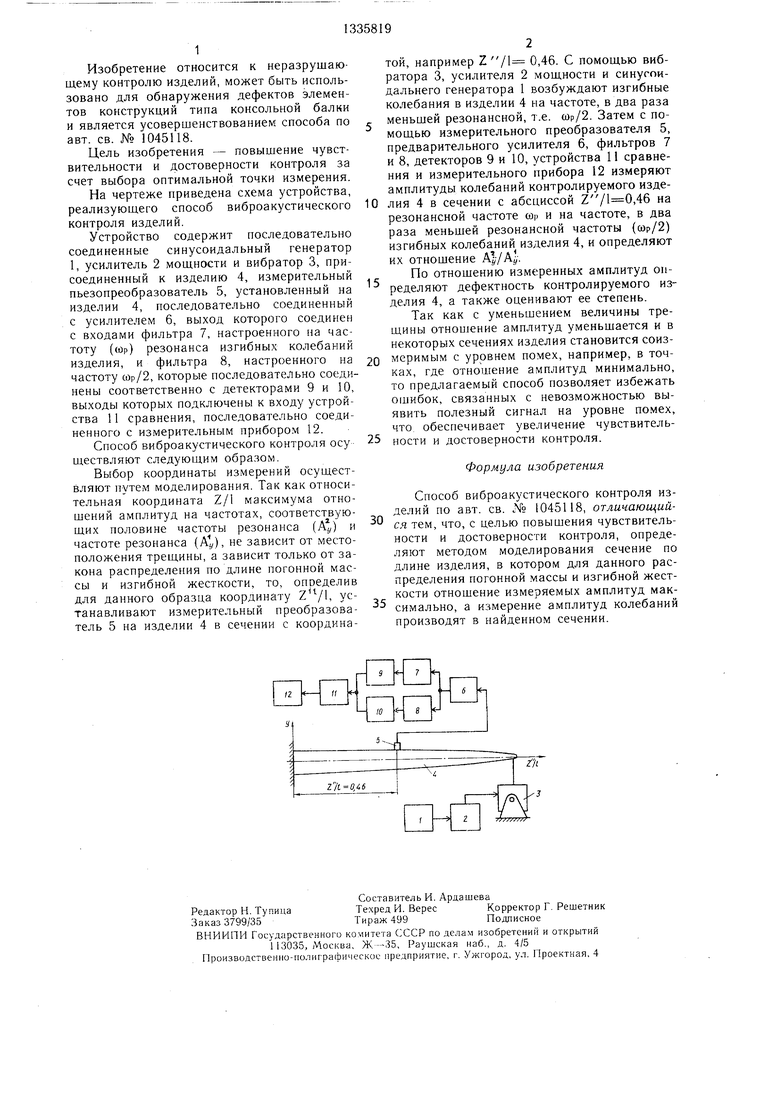
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ виброакустического контроля изделий | 1988 |
|
SU1597717A1 |
| Способ виброакустического контроля изделий | 1988 |
|
SU1569698A1 |
| Способ виброакустического контроля изделий | 1986 |
|
SU1397825A2 |
| Способ виброакустического контроля тонкостенных изделий | 1988 |
|
SU1557517A1 |
| Способ виброакустического контроля изделий | 1985 |
|
SU1250940A2 |
| Способ виброакустического контроля изделий | 1989 |
|
SU1619164A1 |
| Способ виброакустического контроля изделий | 1984 |
|
SU1250938A1 |
| СПОСОБ ВИБРОАКУСТИЧЕСКОГО КОНТРОЛЯ ОДНООСНЫХ КОНСТРУКЦИЙ | 1999 |
|
RU2170426C2 |
| Устройство для виброакустического контроля длинномерных конструкций | 2017 |
|
RU2697025C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ БЛОЧНОГО ТИПА | 2007 |
|
RU2354949C2 |
Изобретение относится к неразрушающему контролю изделий, может быть использовано для обнаружения дефектов эле ментов конструкций типа консольной балки, является усовершенствованием технического решения по а.с. № 1045118. Целью дополнительного изобретения является повышение чувствитльности и достоверности контроля за счет выбора оптимальной точки измерения. Способ осуществляется следующим образом. Путем моделирования определяют относительную координату сечения, в которой наблюдается максимум отношений амплитуд на частотах половины резонансной частоты и на резонансной частоте. Эта координата будет постоянной для изделия с данным распределением погонной массы и изгиб- ной жесткости. С помощью генератора возбуждают изгибные колебания в изделии на частоте, в два раза меньшей резонансной, измеряют в найденном сечении амплитуды колебаний на частотах, в два раза меньших резонансной и на резонансной, и по отношению амплитуд судят о дефектности изделия. 1 ил. S (Л со со ел 00 со К)
| Способ виброакустического контроля изделий | 1982 |
|
SU1045118A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
