Изобретение относится к машиностроению и может быть использовано во всех областях, связанных с неразрушающим контролем качества сборного режущего инструмента
Цель изобретения - повьшение точности путем поддержания постоянным значения мощности нагружения.
На чертеже представлена схема устройства, реализующего предлагаемый способ.
Постоянство мощности нагружения инструмента обеспечивается путем ст билизации произведения скорости нагружения, прямо пропорциональной линейному увеличению частоты генератора на амплитуду силы нагружения, обратно пропорциональную линейному увеличению частоты генератора, что в конечном итоге позволяет избавиться от влияния частоты на мощность нагруженияо
Способ осуществляют следующим образом.
Конструкция устройства, реализующего способ, состоит из корпуса инструмента 1 с режущей пластиной 2, на которой закреплен акселерометр Зо В вершину инструмента упирается вибратор 4, имеющий датчик силы 5, Переменную силу вибратора задают с помощью генератора сигналов 6, стабилизацию мощности нагружения инст- румента производят с помощью систем автоматического регулирования уровн (АРУ) генератора. Сигнал мощности образуется при делении в измерителе
0
5
09
0
5
0
36
152
отношения напряжений 7 сигнала с датчика силы на сигнал, обратно пропорциональный скорости нагружения V, который реализуется с помощью деления в измерителе отношения напряжений 8 единичного напряжения источника постоянного тока 9 на напряжение аналогового выхода частоты генератора, пропорциональное скорости V нагружения,
Таким оьразом, получаем следующую зависимость на входе АРУ генератора, определяющую мощность N нагружения,
Р: 1 /V Р V N о
После этого устанавливают уровень сигнала, поступающего на вход АРУ генератора, и задают развертку частоты. Сигнал с акселерометра 3 регистрирует амплитуду виброускорения режущей пластины о
Формула изобретения
Способ контроля качества сборного инструмента, включающий определение параметров вибрации инструмента при воздействии на него силы, изменяющейся по гармоническому закону при линейной развертке задающей частоты, отличающийся тем, что, с целью повьш1ення точности, параметры вибрации определяют при поддержании постоянным произведения амплитудного значения гармонической силы на скорость перемещения вершины инструмента
U-F(f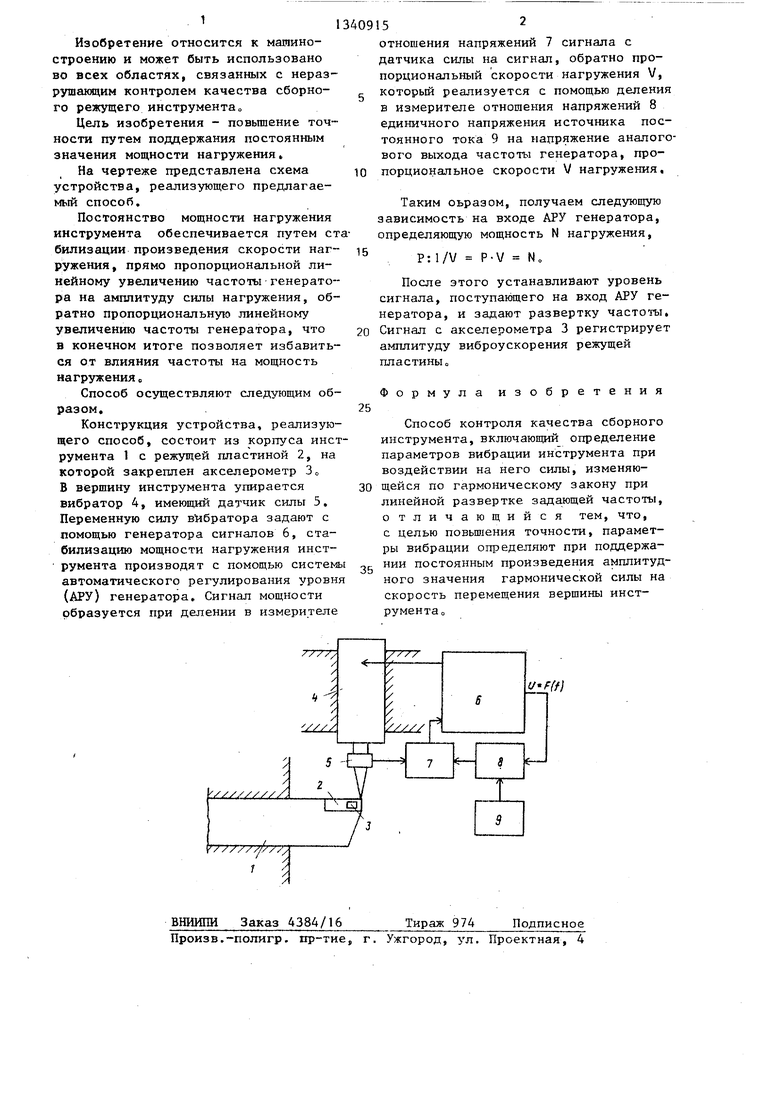
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство вибродиагностики режущего инструмента | 1989 |
|
SU1714461A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОИСПЫТАНИЙ | 1997 |
|
RU2138792C1 |
| Стенд для неразрушающего контроля качества сборного режущего инструмента | 1986 |
|
SU1342603A1 |
| Устройство для выброиспытаний | 1986 |
|
SU1384992A1 |
| Стенд для неразрушающего контроля качества сборного режущего инструмента | 1983 |
|
SU1161260A1 |
| Способ вибрационной диагностики процессов разрушения конструкций | 2017 |
|
RU2659193C1 |
| Устройство управления вибрационным источником сейсмических сигналов | 1977 |
|
SU661460A1 |
| Способ обработки металлических изделий | 1986 |
|
SU1397502A1 |
| Сейсмический вибратор | 1981 |
|
SU1010582A1 |
| Устройство для управления сейсмическим вибратором | 1982 |
|
SU1084762A1 |
Изобретение относится к машиностроению и может быть использовано в областях, связанных с неразрушающим контролем качества сборного режущего инструмента. Целью изобретет НИН является повыщение точности путем поддержания постоянными значения; мощности нагружения. Для этого измерение параметров вибраций инструмента производят при поддержании постоянного уровня действующей на инструмент мощности, определяемой по формуле , где N - мощность нагружения; Р - амплитудное значение гармонической силы; V - скорость нагружения инструмента, при этом сигнал мощности, подлежащий стабилизации, устанавливают с помощью деления напряжения с датчика силы на величину, обратно пропорциональную напряжению аналогового выхода линейной развертки частоты генератора 1 ил. G (Л 00 4 О 1Х ел
ВНИИПИ Заказ 4384/16
Произв.-полигр, пр-тие, г. Ужгород, ул. Проектная, 4
Тираж 974
Подписное
| Малыгин ВоИ | |||
| Исследование качества конструкций и разработка математической модели сборных торцовых фрез | |||
| - ДиссерТо к.техн.наук УДН, 1984, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
