Изобретсшн относится к nepnoii металлургии, в члгтности к прокатному производству, и может быть использовано при производстве вмсокопропной тонкой жести.
Целью изобретения является повышение пластичности при сохранении высоко г о уровня прочностных свойств стальной полосы.
Пример I, Химический состав стали следутпип, 7,: С 0,06; Si 0,01; MB 0,24; S 0,01; Р 0,02, Fe - остальное .
Горячую прокатку ведут при темпе- ратуре конца прокатки 780 С; температуре смотки в рулон 580 С; толщина горячекатаной полосы 2,0 мм.
При холодной прокатке суммарная степень деформации полосы 90%; толип - на холоднокатано полосы 0,16 мм.
Низкотемпературный отпуск тонкой жес 1-й проп(здят при 530 С п течение 1 , 5 мин.
Механические свойства тонкой высо- кгшрочной жести после низкотемператур ног о отпуска; G 780 МПа; S 4%; HR30T 80 ед.
Проводят дрессировку высокопрочной жести со степенью деформации 0,9%.
Механические свойства высокопроч- поГ) жести после дрессировки: С 780 МПа; 8 8%; HR30T 80 ед.
Приме р 2. Химический состав стали, следующий, С 0,08; Si 0,03;
0,34; S 0,01; Р 0,01 ;
Мп ное
Fe - осталь
Горячую прокатку ведут при температуре конца црокатки 750 С; температуре смотки в рулон 600 С; толщина прокатаной полосы 2,0 мм.
При холодной прокатке суммарная степень деформации 87,5; толщина холоднокатаной полосы 0,25 мм.
Низкотемпературпый отпуск тонкой жести проводят при 560 С в течение 1 мин.
Механические свойства тонкой высокопрочной жести после низкотемпературного отпуска; о 710 Ша; S 5%; ПКЗОТ 7В ед.
Проводят дрессировку высокопрочной жест со степенью деформации 1,2%.
Механические свойства высокопрочной жести после дрессировки; о ц МПа; , 10%; HR30T 78 ед.
BtimniH Заказ 4605/25
40
45
50
55
Как видно из таблицы, предлагаемый способ позволяет получить жесть из малоуглеродистой стали с высокими прочностными свойствами ( G 780 МПа) и высоким относительным удлинением, значительно превьппающим относительное удлинение жести, полученной известным способом.
Формула изобретения
Способ обработки полосы из малоуглеродистой стали, включающий горячую прокатку, смотку в рулон, травление, холодную прокатку и низкотемпературный отпуск, о тличаю- щ и и с я тем, что, с целью повышения пластичности при сохранении высокого уровня прочностных свойств стальной полосы, горячую прокатку заканчивают при 750-780 С, а после
низкотемпературного отпуска проводят дрессировку с обжатием 0,9-1,2%.
Тираж 549 Подпiюное
Прпп.чв.-пп.аигр. пр-тие, г. Ужгород, ул. Проектная, 4
С, в о 11 с ТВ а 145in;oii пыг око прочно и жести njMi толнпшс полосы 0,16 чм, перату.ре полосы после низкотемпературного отпус.ка 530 (.1 (марка стали 08 КП) приведены и таСип1це.
Как видно из таблицы, предлагаемый способ позволяет получить жесть из малоуглеродистой стали с высокими прочностными свойствами ( G 780 МПа) и высоким относительным удлинением, значительно превьппающим относительное удлинение жести, полученной известным способом.
Формула изобретения
Способ обработки полосы из малоуглеродистой стали, включающий горячую прокатку, смотку в рулон, травление, холодную прокатку и низкотемпературный отпуск, о тличаю- щ и и с я тем, что, с целью повышения пластичности при сохранении высокого уровня прочностных свойств стальной полосы, горячую прокатку заканчивают при 750-780 С, а после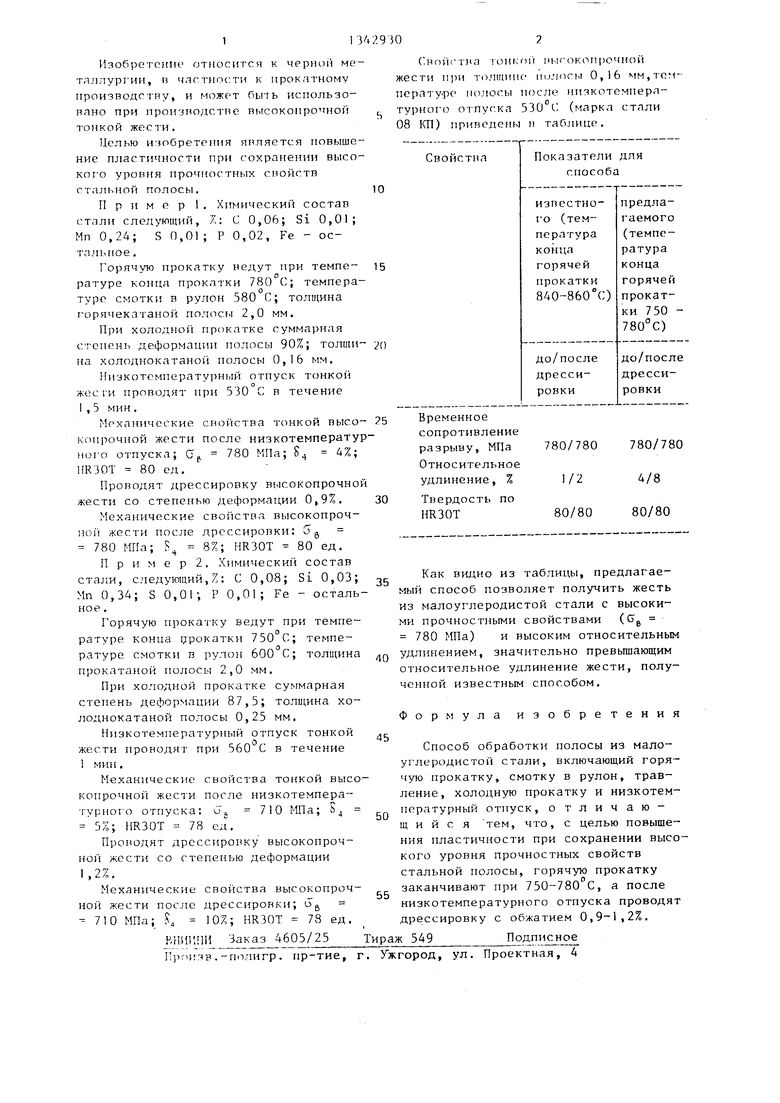
| название | год | авторы | номер документа |
|---|---|---|---|
| МЯГКИЕ ЧЕРНЫЕ ЖЕСТИ С ТВЕРДОСТЬЮ HR 30Т, СОСТАВЛЯЮЩЕЙ 51±3, ДЛЯ ЛУЖЕНИЯ И СПОСОБ ДЛЯ ИХ ПРОИЗВОДСТВА | 2006 |
|
RU2382111C2 |
| Способ производства высокопрочной особонизкоуглеродистой холоднокатаной стали с отжигом в периодических печах | 2021 |
|
RU2760968C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКИХ ХОЛОДНОКАТАНЫХ ПОЛОС ПОД МЕТАЛЛИЧЕСКИЕ ИЛИ ПОЛИМЕРНЫЕ ПОКРЫТИЯ | 2007 |
|
RU2351661C1 |
| МЯГКАЯ ЧЕРНАЯ ЖЕСТЬ ДЛЯ ЛУЖЕНИЯ И СПОСОБ ДЛЯ ЕЕ ПРОИЗВОДСТВА | 2006 |
|
RU2381293C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНЧАЙШЕЙ ЖЕСТИ | 2013 |
|
RU2511155C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА ИЗ СТАЛИ С ДВУХФАЗНОЙ ФЕРРИТО-МАРТЕНСИТНОЙ СТРУКТУРОЙ | 2020 |
|
RU2749411C1 |
| Способ производства холоднокатаного проката | 2024 |
|
RU2834541C1 |
| Способ производства высокопрочной особонизкоуглеродистой холоднокатаной стали с высокой пластичностью | 2021 |
|
RU2764618C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 1999 |
|
RU2164248C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2014 |
|
RU2562203C1 |
Изобретение относится к черной металлургии, в частности к прокатному производству, и может быть использовано при производстве высокопрочной тонкой жести. Цель - повышение пластичности при сохранении высокого уровня прочностных свойств стальной полосы. Горячую прокатку заканчивают при 750-780 С, полосу сматывают в рулон при 580-600 С, затем проводят травление поверхности полосы и холодную прокатку с обжатием 90%,после чего осуществляют отпуск при 530 - 560 С и дрессировку с обжатием 0,9 - 1,2%. 1 табл. (Л
| Industrial heating engineer | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Логарифмическая линейка для расчета водопроводных и канализационных труб | 1924 |
|
SU1886A1 |
