Область техники, к которой относится изобретение
Настоящее изобретение относится к мягкой черной жести для лужения и способу ее изготовления, в частности, оно относится к мягкой черной жести для лужения, имеющей твердость HR 30Т (твердость по Супер-Роквеллу, измеряемую с применением алмазного столика), составляющую 49±3 (в дальнейшем именуемую Т-1СА) и 53±3 (в дальнейшем именуемую Т-2СА), соответственно, и способу их изготовления. Эта мягкая черная жесть для лужения получается с использованием способа непрерывного отжига титансодержащей стали, свободной от междоузельных атомов, (IF-стали), используемой главным образом при производстве ковша цветочных корзин с расширяющимся диаметром, баночной крышки со сложно деформированной формой и банки, производимой деформированием при штамповке.
Уровень техники
В соответствии с японским промышленным стандартом JIS G 3303 в таблице 1 показан диапазон твердости HR 30Т подвергаемой лужению стальной жести при различных классах отпуска, при этом классы отпуска от Т-1 до Т-3 предназначены для мягкой черной жести для лужения, в то время как классы от Т-4 до Т-6 предназначены для твердых жестей.
На предшествующем уровне техники луженая стальная жесть производится, главным образом, с использованием низкоуглеродистой раскисленной алюминием стали. Японский патент номер 8073943, выданный компании Japan Steel Pipe Co., Ltd 19 марта 1996 года, использует низкоуглеродистую раскисленную алюминием сталь для производства мягкой черной жести для лужения с твердостью HR 30Т, меньшей чем или равной 54-60, что является твердостью HR 30Т класса Т-3. Содержание в ней химических компонентов следующее: 0,050%≤С≤0,085%, предпочтительно 0,060%≤С≤0,080%; 0,05≤Mn≤0,60%; Si≤0,02%; Р≤0,02%; Al≤0,10%, и отношение количества атомов Аl к N больше чем или равно 15. Температура сматывания полосы в рулон при горячей прокатке поддерживается на уровне 550-620°С, а температура нагрева при отжиге регулируется таким образом, чтобы быть выше, чем 650°С, и ниже, чем температура фазового перехода Аl. После этого жесть охлаждается до температуры 350-450°С со скоростью охлаждения ≥30°С/секунду и подвергается старению в течение более чем 30 секунд.
При производстве луженой жести с использованием низкоуглеродистой раскисленной алюминием стали имеет место значительное старение. После старения увеличится твердость продукта, в то время как характеристики обрабатываемости станут плохими, и в условиях глубокой штамповки, большого расширяющегося диаметра, большой деформации, такой как существенный изгиб, легко появятся дефекты, такие как растрескивание, линия скольжения, "перекрестная штриховка", искривление, образование канта на поверхности. Кроме того, неизбежная проблема старения низкоуглеродистой стали приводит к тому, что подвергаемая лужению жесть имеет тенденцию к образованию складок и канта во время изгиба и порождает линии скольжения после деформирования при штамповке или вытягивании, из-за чего трудно удовлетворить требование пользователя. Кроме того, низкоуглеродистая раскисленная алюминием сталь не подходит для производства очень мягкой подвергаемой лужению жести.
С разработкой технологии производства IF стали развитые страны начали сначала использовать при крупносерийном производстве луженой стальной жести IF сталь, включающую в себя Nb. Из-за присущих ей свойств хорошей формуемости и сопротивления старению луженая продукция из IF стали продемонстрировала высокую конкурентоспособность на рынке.
Документ JP 719192 (компании "Japan Steel Pipe Co. Ltd"), опубликованный 1 августа 1995 года, раскрывает производство мягкой черной жести для лужения, имеющей следующий состав:
С≤0,004%, Mn≤0,6%, Аl: 0,03-0,10%, N≤0,004%, Nb: 0,021-0,050%, и отношение количества атомов Nb и С больше чем 10. Этот патент использует ниобийсодержащую IF сталь и предъявляет специальное требование в отношении содержания Nb. Поскольку ниобийсодержащая IF сталь очень чувствительна к параметрам обработки, особенно к параметрам горячей прокатки, то свойства продукта нестабильны и неоднородны. Кроме того, ее температура рекристаллизации высока, так что требуется, чтобы температура нагрева при отжиге также была высокой. При производстве этого продукта требуется большее количество переходных витков рулона и более длительная продолжительность переходного процесса. В частности, внутри печи отжига непрерывного действия легко происходит искривление и даже поломка полосы. В результате рабочие характеристики выпуска непрерывных полос являются плохими. Кроме того, из-за большого расхода тепловой энергии и высокой цены ниобия как легирующего элемента издержки производства являются относительно высокими. Кроме того, ниобийсодержащая IF сталь имеет плохую пластичность. Хотя ее анизотропия невелика, ее общие механические свойства хуже, чем у титансодержащей IF стали. Наконец, во время добычи и плавления Nb демонстрирует некоторую степень радиоактивности, поэтому ведется спор относительно того, вредно или нет для человеческого организма то, что луженая жесть, включающая в себя Nb, главным образом используется в пищевой промышленности.
При этом в упомянутом патенте раскрывается, что сматывание в рулон горячекатаной полосы выполняется при 600-800°С. Эта температура сматывания полосы в рулон, особенно ее верхний предел (800°С), слишком высока для практической реализации. Диапазон температуры сматывания полосы в рулон, заявленной в этом патенте, очевидно, является неоправданным, потому что, когда сматывание выполняется при температуре около 800°С, стальная жесть существенно окисляется. Даже выше 630°С окалина видимым образом утолщается, что не только воздействует на скорость травления на последующих операциях, но также воздействует и на качество поверхности конечного продукта. Кроме того, в упомянутом патенте раскрывается, что отжиг выполняется при температуре 670-800°С. Однако поскольку в упомянутом патенте для производства мягкой черной жести для лужения используется ниобийсодержащая IF сталь, при том что отжиг осуществляется при температуре около 670°С в пределах диапазона температуры нагрева при отжиге, приведенного в упомянутом патенте (например, 670-740°С), то стальной жести трудно достигнуть рекристаллизации при обычной скорости производственной линии. То есть невозможно произвести приемлемую мягкую черную жесть для лужения. Таким образом, диапазон температуры нагрева при отжиге, заявленный в упомянутом патенте, очевидно, является необоснованным.
Раскрытие изобретения
Задача настоящего изобретение заключается в том, чтобы создать мягкую черную жесть класса Т-1СА и Т-2СА для лужения, производимую посредством непрерывного отжига титаносодержащей IF стали.
Для упомянутой цели настоящее изобретение предусматривает мягкую черную жесть класса Т-1СА и Т-2СА для лужения, содержащую следующие химические компоненты в весовых процентах:
С≤0,006%, предпочтительно С≤0,004%,
Man: 0,10-0,20%,
Аl: 0,025-0,075%, предпочтительно Аl: 0,030-0,060%,
Si≤S 0,03%,
Ti: 0,03-0,08%, предпочтительно Ti: 0,05-0,07%,
Р≤0,015%,
S≤0,015%,
N≤0,003%,
О≤0,004%,
остальное составляет железо и некоторые неизбежные примесные элементы.
Ниже приведено назначение и описание основных элементов настоящего изобретения.
Содержание С≤0,006%
При увеличении содержания С твердость мягкой черной жести для лужения увеличивается, с другой стороны, наряду с этим ее пластичность уменьшается. Для того чтобы стабильно поддерживать твердость HR 30Т на уровне ниже чем 56 и обеспечить свойство формуемости материала, необходимо, чтобы содержание С было ≤0,006%, так чтобы получить надлежащую твердость и превосходное свойство формуемости. С другой стороны, в случае увеличения содержания С, для того чтобы обеспечить сопротивление старению мягкой черной жести для лужения, количество используемого Ti должно быть увеличено соответствующим образом. В результате также возрастают издержки производства. Таким образом рекомендуется, чтобы содержание С не было слишком высоким. Предпочтительное содержание С составляет ≤0,004%.
Содержание Мn: 0,10-0,20%
Мn представляет собой основной упрочняющий элемент для мягкой черной жести для лужения. Чем выше его содержание, тем выше твердость продукта. Но цена Мn является относительно высокой. Для того чтобы снизить стоимость при условии сохранения удовлетворительных свойств, чем ниже его количество, тем это более экономично и доступно. Когда его содержание поддерживается на уровне ниже чем 0,20%, для мягкой черной жести класса Т-2СА для лужения, которая требует более высокой твердости, это требование может быть удовлетворено посредством удобного и экономичного увеличения удлинения при дрессировке. Но когда его содержание ниже, чем 0,10%, материал становится слишком мягким. С другой стороны, в самой стали имеется определенное количество Мn. Таким образом, если требуется содержание Мn, меньшее, чем 0,10%, то необходимо снизить содержание Мn в стали, что приводит к большому увеличению стоимости. По этой причине настоящее изобретение ограничивает содержание Мn диапазоном 0,10-0,20%.
Содержание Ti: 0,03-0,08%
Ti (титан) главным образом используется для связывания свободного С в стали с образованием TiC, и Ti благоприятен для повышения сопротивления старению материала, особенно его свойства штампуемости. Кроме того, TiC также в известной степени выполняет функцию дисперсионного упрочнения, таким образом приводя к повышению прочности и твердости материала. Цена Ti, однако, высока (даже несмотря на то, что намного ниже, чем у Nb), и, таким образом, его содержание прямо воздействует на производственные затраты. По этой причине его содержание должно строго контролироваться. В настоящем изобретение достаточно, чтобы содержание Ti поддерживалось на уровне, ниже чем 0,08%. Но когда его содержание ниже чем 0,03%, невозможно связать весь свободный С и небольшое количество N в стали. По этой причине настоящее изобретение требует, чтобы содержание Ti было в пределах диапазона 0,03-0,08%, предпочтительно 0,05-0,07%.
Содержание Аl: 0,025-0,075%
Аl представляет собой раскисляющий элемент, также сильный нитридобразующий элемент, используемый главным образом для связывания атома N, благоприятный для повышения сопротивления материала старению. Кроме того, Аl представляет собой также необходимый раскислитель во время плавления стали. Если его содержание ниже чем 0,025%, то не может быть удовлетворено требование качества, а если выше чем 0,075, то не только стоимость будет высокой, но также будет подавлен рост кристаллического зерна при рекристаллизации во время отжига. По этой причине настоящее изобретение требует, чтобы содержание Аl составляло 0,025-0,075%, предпочтительно 0,030-0,060%.
Содержание Si: ≤0,03%
Хотя Si выполняет определенную упрочняющую функцию, но параллельно он уменьшает эрозионную стойкость, так что чем ниже его содержание, тем лучше эффект от настоящего изобретения. Поэтому содержание Si должно быть ниже 0,03%. Когда содержание Si превышает 0,03%, эрозионная стойкость значительно ухудшается.
Содержание других элементов: Р≤0,015%, S≤30,015%, N≤0,003%, О≤0,004%.
Элемент Р, S, N и О представляют собой вредные примесные элементы и должны строго контролироваться. Чем ниже содержание этих элементов, тем лучше продукт по настоящему изобретению. В противном случае, будут затронуты механические свойства и эрозионная стойкость мягкой черной жести для лужения. При условии, что их содержание находится в рамках предельных диапазонов по настоящему изобретению, может быть произведена мягкая черная жесть для лужения, соответствующая требованиям.
Мягкая подвергаемая лужению жесть классов Т-1СА и Т-2СА производится с использованием процесса, содержащего следующие стадии: плавление→непрерывное литье→горячая прокатка→травление и холодная прокатка→непрерывный отжиг→дрессировка→лужение. Может также использоваться и другой процесс, содержащий стадии: плавление→непрерывное литье→горячая прокатка→травление→непрерывная холодная прокатка→непрерывный отжиг→дрессировка→лужение; или процесс, содержащий стадии: плавление→непрерывное литье→горячая прокатка, травление→многократная реверсивная холодная прокатка→непрерывный отжиг→дрессировка→лужение.
Ниже описываются ключевые моменты основных операций.
Плавление стали
Расплавленная сталь проходит очистку способом Руршталь-Гереус и вакуумной дегазации, параллельно принимаются соответствующие меры для контроля содержания примесей. Наконец, посредством традиционной операции непрерывного литья получают сляб непрерывного литья и затем следует горячая прокатка.
Горячая прокатка
На стадии горячей прокатки по настоящему изобретению температура нагрева сляба (то есть температура выпуска расплавленного металла) составляет 1220±30°С, и конечная температура горячей прокатки составляет 900±20°С. В теории и производственной практике доказано, что когда конечная температура является более высокой, чем 920°С, поверхность стальной полосы существенно окисляется, приводя к плохому качеству поверхности. С другой стороны, если она ниже чем 880°С, то стальная полоса горячей прокатки имеет тенденцию образовывать двойную зернистую структуру, когда внутри полосы во время прокатки образуется две фазы, и это приводит к неоднородной характеристике структуры конечного продукта. Когда конечная температура горячей прокатки поддерживается на уровне 900±20°С, окисление поверхности стальной полосы ослабляется, и двойная зернистая структура в стальной полосе не возникает, приводя к однородной характеристике структуры конечного продукта. Конечную температуру горячей прокатки предпочтительно поддерживать на уровне 885-915°С, чтобы обеспечить более однородные характеристики и лучшее качество обработанной поверхности.
Температуру охлаждения горячей прокатки по настоящему изобретению поддерживают на уровне 590±40°С. Увеличение температуры сматывания полосы в рулон может снизить твердость горячекатаной жести основы, и, следовательно, снизить твердость конечного продукта и повысить свойство формуемости конечного продукта. Однако, когда температура сматывания полосы в рулон больше чем 630°С, окалина на поверхности стальной ленты имеет тенденцию легко утолщаться, что приводит к тяжелой стадии травления, и влияет на качество поверхности продукта. Когда температура сматывания полосы в рулон ниже чем 550°С, кристаллические зерна промежуточного продукта горячей прокатки являются слишком мелкими, что воздействует на структуру и свойство конечного продукта. Это также приводит к конечному продукту с мелкими кристаллическими зернами, повышенной прочностью и твердостью и плохой пластичностью. Так для мягкой луженой жести класса Т-1СА и Т-2СА по настоящему изобретению, произведенной посредством непрерывного отжига, если температуру сматывания в рулон полосы горячей прокатки поддерживают на уровне 590±40°С, количество окалины на поверхности стальной ленты после операции сматывания в рулон является малым, выполнять травление более легко, и качество поверхности конечного продукта является хорошим. Предпочтительно, чтобы температура сматывания в рулон полосы горячей прокатки поддерживалась на уровне 570-610°С, так чтобы получить хорошую пластичность и более хорошее качество поверхности.
Травление и холодная прокатка
Можно использовать комбинированную производственную линию травления и холодной прокатки или травление выполняется сначала и затем выполняется непрерывная холодная прокатка или многократная реверсивная холодная прокатка. Но предпочтительно использовать комбинированную производственную линию травления и холодной прокатки с тем, чтобы увеличить эффективность производства. Во время операции травления скорость производственной линии должна регулироваться в соответствии с производительностью травления в производственной линии, чтобы обеспечить хороший результат травления. Когда холодная прокатка выполняется непрерывно, используется пять клетей. Полная степень обжатия при холодной прокатке составляет 82-92%. Полная степень обжатия при холодной прокатке будет влиять на механические свойства материала полосы. Кроме того, надлежащая степень обжатия при холодной прокатке благоприятна для обеспечения точного размера твердого материала и управления профилем поперечного сечения полосы. Слишком малая степень обжатия приводит к плохому свойству формуемости материала полосы, в то время как слишком большая степень обжатия приводит к увеличению издержек в ходе операции холодной прокатки и неудовлетворительному профилю поперечного сечения полосы твердого материала, влияя на стабильность непрерывного движения полосы с высокой скоростью во время последующей операции непрерывного отжига.
Непрерывный отжиг
В настоящем изобретении для производства мягкой луженой жести класса Т-1СА и Т-2СА используют непрерывный отжиг с температурой нагрева при отжиге, составляющей 720-770°С, и продолжительностью выдерживания 25-50 секунд. Предпочтительная температура нагрева при отжиге составляет 735-765°С. Хотя мягкая черная жесть для лужения может также быть произведена с использованием отжига в колпаковой печи, механическое свойство головной, средней и хвостовой частей большого рулона луженого жестяного продукта, произведенного посредством отжига в колпаковой печи, является неоднородным, и профиль поперечного сечения полосы и качество поверхности продукта намного хуже, чем у мягкой черной жести для лужения, произведенной непрерывным отжигом. Настоящее изобретение приготавливает мягкую луженую жесть класса Т-1СА и Т-2СА посредством непрерывного отжига, используя титансодержащую IF сталь, механические свойства продукта, полученного таким образом, однородны, и качество поверхности является хорошим. Продукт может хорошо соответствовать требованию пользователя, поэтому он имеет высокую рыночную конкурентоспособность. Когда температура нагрева при отжиге выше, чем 770°С, стальная полоса имеет тенденцию к искривлению и даже поломке в печи отжига в случае, если стальная полоса является широкой и тонкой, что вызвано мягкостью стальной полосы. В то же самое время расход энергии также увеличивается. Когда температура нагрева при отжиге ниже чем 720°С, при условиях нормальной скорости производственной линии непрерывного отжига, трудно обеспечить осуществление рекристаллизации стальной полосы, и твердость продукта увеличивается, и свойство формуемости продукта ухудшается. Согласно настоящему изобретению мягкая черная жесть для лужения получается непрерывным отжигом титансодержащей IF стали при более низкой температуре отжига по сравнению с непрерывным отжигом ниобийсодержащей IF стали (согласно результату моделирования испытаний по отжигу никакая температура нагрева при отжиге никельсодержащей IF стали, кроме 750-800°С, недостаточна для того, чтобы можно было обеспечить рекристаллизацию). Поэтому при организации производства количество использованного переходного рулона может быть уменьшено, а время для повышения и понижения температуры может быть сокращено, так чтобы повысить эффективность производства и снизить издержки производства. Кроме того, вероятность искривления и поломки стальной полосы в печи отжига значительно уменьшается из-за снижения температуры. Продолжительность выдерживания и температура нагрева при отжиге влияют друг на друга. Повышение температуры нагрева при отжиге способствует сокращению продолжительности выдерживания. Но продолжительность выдерживания не может быть меньше чем 25 секунд, в противном случае рост зерна в ходе рекристаллизации недостаточен и имеет своим результатом материал слишком высокой твердости. В то же самое время, в случае, если скорость производственной линии немного более высока, стальная полоса имеет тенденцию сходить с направляющей. С другой стороны, продолжительность выдерживания не может длиться слишком долго. Если она дольше чем 50 секунд, то эффективность производства уменьшается из-за слишком низкой скорости производственной линии непрерывного отжига, и кристаллические зерна становятся слишком большими, что имеет своим результатом мягкий материал. Кроме того, стальная полоса имеет тенденцию искривляться и даже ломаться в печи отжига.
Дрессировка
После осуществления рекристаллизации титансодержащей IF стали величина деформации дрессировки значительно влияет на свойство, природу и качество материала. С увеличением величины деформации, очевидно, повышается прочность и твердость. Для мягкой луженой жести класса Т-1СА, полученной непрерывным отжигом согласно настоящему изобретению, дрессировка выполняется двумя клетями после отжига. Удлинение при дрессировки поддерживают на уровне 0,8-1,8%. Для мягкой луженой жести класса Т-2СА удлинение при дрессировке поддерживают на уровне 1,8-3,0%. Диапазон удлинения при дрессировке для упомянутых выше Т-1СА и Т-2СА может быть надлежащим образом отрегулирован в соответствии с толщиной продукта. Более малое удлинение при дрессировке применяется для более тонкой стальной полосы; и большее удлинение при дрессировке - для более толстой стальной полосы.
Лужение
Мягкая луженая жесть классов Т-1СА и Т-2СА, приготовленная непрерывным отжигом в соответствии с настоящим изобретением, может быть покрыта оловом при помощи традиционной технологии лужения для обыкновенных луженых жестей.
Луженая мягкая стальная полоса, содержащая химические компоненты согласно настоящему изобретению, которая получена из титансодержащей IF стали, согласно настоящему изобретению не имеет проблемы старения и также не чувствительна к параметрам обработки при горячей прокатке. Температура рекристаллизации мягкой черной жести для лужения, произведенной из титансодержащей IF стали, согласно настоящему изобретение ниже, чем эта температура у мягкой черной жести для лужения, произведенной из ниобийсодержащей IF стали, что приводит к более низкому расходу тепловой энергии печи, более короткой продолжительности переходного процесса по температуре в нормальных условиях производства, сниженному количеству используемых переходных витков или повторно отжигаемых витков и тем самым снижает производственные издержки. Кроме того, во время непрерывного отжига в печи стальная полоса не имеет тенденции к искривлению, и характеристики движения непрерывной полосы являются хорошими, а риск поломки полосы является малым. Мягкая черная жесть для лужения, произведенная с использованием титансодержащей IF стали, согласно настоящему изобретению имеет более стабильные механические свойства, чем эта жесть, произведенная с использованием ниобийсодержащей IF стали. Кроме того, при приготовлении мягкой черной жести для лужения согласно настоящему изобретению при условии обеспечения однородных свойства, природы и качества материала горячая прокатка использует более низкую конечную температуру и температуру сматывания полосы в рулон, количество окалины от окисления на поверхности стальной полосы после горячей прокатки является малым, последующее травление легко выполнимо, что имеет своим результатом хорошее качество поверхности конечного продукта.
Примеры
Ниже приводится описание мягкой черной жести для лужения, произведенной согласно настоящему изобретению.
Примеры 1-6
Луженая мягкая стальная жесть класса Т-1СА приготавливается с использованием титансодержащей IF стали. Расплавленную сталь подвергают очистке способом Руршталь-Гереус и вакуумной дегазации, принимая различные меры для контроля примесей. Наконец, сляб непрерывного литья приготавливается согласно традиционной технологии непрерывного литья. Химический состав расплавленной стали приводятся в таблице 2, также в стали присутствуют другие неизбежные примесные элементы, остальное составляет Fe.
Перед горячей прокаткой сляб непрерывного литья нагревается до температуры для начала прокатки при горячей прокатке. Он подвергается черновой прокатке, чистовой прокатке и охлаждению в ламинарном потоке и за этим следует сматывание полосы в рулон. После охлаждения при комнатной температуре в течение 2-3 дней он подвергается травлению и непрерывной холодной прокатке с использованием комбинированной производственной линии, состоящей из производственной линии CDCM (для травления) и производственной линии непрерывной холодной прокатки, для приготовления холоднокатаной жести. Конкретные параметры обработки приводятся в таблице 3.
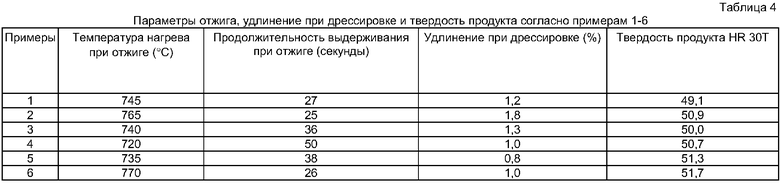
Холоднокатаная стальная полоса подвергается непрерывному отжигу на производственной линии непрерывной линии отжига и обработки проката (CAPL) (для непрерывного отжига) и дрессировке на производственной линии дрессировки, за которыми следует традиционное лужение, таким образом получается луженая жесть. Параметры процесса отжига, удлинение при дрессировке и твердость конечного продукта приводятся в Таблице 4.
Механические свойства конечного продукта приводятся в таблице 5.

Примеры 7-12
Мягкая черная жесть класса Т-2СА для лужения приготавливается с использованием титансодержащей IF стали. Расплавленную сталь подвергают очистке способом Руршталь-Гереус и вакуумной дегазации, принимая различные меры для контроля примесей. Наконец, сляб непрерывного литья приготавливается согласно традиционной технологии непрерывного литья. Химический состав расплавленной стали приводится в таблице 6. В стали также присутствуют другие неизбежные примесные элементы, остальное составляет Fe (железо).
Перед горячей прокаткой сляб непрерывного литья нагревается до температуры для начала прокатки при горячей прокатке. Он подвергается черновой прокатке, чистовой прокатке и охлаждению в ламинарном потоке и за этим следует сматывание полосы в рулон. После охлаждения при комнатной температуре в течение 2-3 дней он подвергается травлению и непрерывной холодной прокатке с использованием комбинированной производственной линии, состоящей из производственной линии CDCM (для травления) и производственной линии непрерывной холодной прокатки для приготовления холоднокатаной жести. Конкретные параметры обработки приводятся в таблице 7.
Холоднокатаная стальная полоса подвергается непрерывному отжигу на производственной линии CAPL (для непрерывного отжига) и дрессировке на производственной линии дрессировки, за которыми следует традиционное лужение, таким образом получается луженая жесть. Параметры процесса отжига, удлинение при дрессировке и твердость конечного продукта приводятся в Таблице 8.
Механические свойства конечного продукта приводятся в таблице 9

| название | год | авторы | номер документа |
|---|---|---|---|
| МЯГКИЕ ЧЕРНЫЕ ЖЕСТИ С ТВЕРДОСТЬЮ HR 30Т, СОСТАВЛЯЮЩЕЙ 51±3, ДЛЯ ЛУЖЕНИЯ И СПОСОБ ДЛЯ ИХ ПРОИЗВОДСТВА | 2006 |
|
RU2382111C2 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 1999 |
|
RU2165465C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНЧАЙШЕЙ ЖЕСТИ | 2013 |
|
RU2511155C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2006 |
|
RU2307173C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 2008 |
|
RU2371486C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2008 |
|
RU2366726C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКИХ ХОЛОДНОКАТАНЫХ ПОЛОС ПОД МЕТАЛЛИЧЕСКИЕ ИЛИ ПОЛИМЕРНЫЕ ПОКРЫТИЯ | 2007 |
|
RU2351661C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА С ПОЛИУРЕТАНОВЫМ ПОКРЫТИЕМ | 2017 |
|
RU2649486C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА | 2008 |
|
RU2361933C1 |
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ, ОБЛАДАЮЩИЙ ПРЕВОСХОДНОЙ ФОРМУЕМОСТЬЮ, И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2012 |
|
RU2511000C2 |
Изобретение относится к области металлургии, а именно к производству мягких черных жестей с твердостью HR30T 49±3 или HR30T 53±3, предназначенных для лужения. Выплавляют сталь, содержащую следующие компоненты, вес.%: углерод≤0,006, марганец 0,10-0,20, алюминий 0,025-0,075, кремний≤0,03, титан 0,04-0,08, фосфор≤0,015, серу≤0,015, азот≤0,003, кислород≤0,004, железо и неизбежные примеси остальное и выполняют ее разливку при температуре выпуска 1190-1250°С с получением сляба. Осуществляют горячую прокатку сляба в полосу при конечной температуре прокатки 880-920°С. Сматывают полосу в рулон при температуре 550-630°С. Осуществляют травление, холодную прокатку с степенью обжатия на уровне 82-92%, непрерывный отжиг при температуре 720-770°С в течение 25-50 секунд и дрессировку с удлинением полосы на 0,8-3,0%. Обеспечивается требуемая твердость жести. 2 н. и 10 з.п. ф-лы, 9 табл.
1. Мягкая черная жесть для лужения, содержащая следующие компоненты, вес.%:
С≤0,006
Mn 0,10-0,20
Al 0,025-0,075
Si≤0,03
Ti 0,04-0,08
Р≤0,015
S≤0,015
N≤0,003
О≤0,004
Fe и неизбежные примеси - остальное,
полученная однократной холодной прокаткой.
2. Мягкая черная жесть для лужения по п.1, в которой содержание С составляет не более 0,004%.
3. Мягкая черная жесть для лужения по п.1, в которой содержание Al составляет 0,030-0,060%.
4. Мягкая черная жесть для лужения по п.1, в которой содержание Ti составляет 0,05-0,07%.
5. Мягкая черная жесть для лужения по п.1, стальной лист которой получен непрерывным отжигом.
6. Способ получения мягкой черной жести для лужения по п.1, включающий выплавку стали, непрерывную разливку расплавленного сляба, горячую прокатку сляба в полосу при температуре выпуска сляба 1190-1250°С и при конечной температуре прокатки 880-920°С, смотку полосы в рулон при температуре 550-630°С, травление, холодную прокатку со степенью обжатия 82-92%, непрерывный отжиг при температуре 720-770°С в течение 25-50 с и дрессировку с удлинением полосы на 0,8-3,0%.
7. Способ по п.6, в котором травление и холодную прокатку выполняют на комбинированной производственной линии.
8. Способ по п.6, в котором холодную прокатку выполняют в виде непрерывной холодной прокатки или реверсивной холодной прокатки.
9. Способ по п.6, в котором указанный отжиг проводят при температуре 735-765°С.
10. Способ по любому из пп.6-8, в котором дрессировку выполняют с использованием одинарного дрессировочного стана или спаренных дрессировочных станов.
11. Способ по п.6, в котором для получения мягкой черной жести для лужения, имеющей твердость HR30T 49±3, дрессировку выполняют с удлинением полосы на 0,8-1,8%.
12. Способ по п.6, в котором для получения мягкой черной жести для лужения, имеющей твердость HR30T 53±3, дрессировку выполняют с удлинением полосы на 1,8-3,0%.
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 1999 |
|
RU2165465C1 |
| ХОЛОДНОКАТАНАЯ СТАЛЬ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2003 |
|
RU2233904C1 |
| ХОЛОДНОКАТАНАЯ СТАЛЬ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2003 |
|
RU2233905C1 |
| ХОЛОДНОКАТАНАЯ СТАЛЬ ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2190684C1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

