Изобретение относится к механосборочному производству и может быть использовано для осуществления дистанционного управл ; емого процесса соединения деталей.
Цель изобретения - расширение технологических возможностей способа за счет обеспечения дистанционного управления процессом соединения и разъединения деталей
На чертеже изображены детали в сборе.
Способ осуществляют следующим образом.
В детали в месте сопряжения выполняют полость 2 дяя размещения детали 3 и промежуточного элемента 4, В качестве последнего испогхьзуют пластину из пьезокерамического материала ТОЛ1ЦИНОЙ, определяемой из- следующего соотношения:
F.f (А+ &8, + Hi + h) .0 S- - -- --- ------- - , ,
J- Кгъ где В - толщина пластины;
F - номинальная площадь контакта, элемента из пьезокерамического материала с соединяемыми деталями; f - коэффициент трения; А - номинальная величина зазора мезвду -соединяемыми- деталями;
S e-.
SHJ- верхние и нижние отклонения размеров соединяемых деталей и промежуточного элемента из пьезокерамического материала h - величина деформации контакта учитьшающая материал соединяемых деталей и качество обработки соцрягаемых поверхностей;
Р - сила трения между соединяемы ми деталями;
da, и
- пьезомодуль и постоянная g 35 давления в направлении похшризации, характеризу ощие тип применяемой пьезокерамики.
Предварительно к промежуточному элементу 4 прикладьшают электрический потенциал, в результате чего вследствие обратного пьезоэффекта происходит уменьшение пром.ежуточноги элемента ло толщине и одновременное величение его длины и. ширины,
В полость 2 детали 1 вводят деталь 3 и промежуточный элемент 4s имеющий то1щину, обеспечивающую беспрепятственную установку его в зазор между деталями.
Затем электрический потенциал снимают и промежуточный элемент, стремясь вернуться в свои исходные геометрические размеры, фиксирует детали i и 3 по сопрягаемым поверхностям.
Процесс разборки соединения осуп ествляют в обратной последовательности.
Приме р, Ос:/ществляли сборку соединения деталей, контактирующих по площади F 900 HT м . Величина зазора между деталями А 20-10 м. Коэффициент трения в соединении ,05. В качестве промежуточного элемента была выбрана пластина из пьезокерами- ки ЦТСНВ-1, для которой d,, 400 х X , в„ (20-30),-I O- M.
Для сборки к промежуточному эле- менту подводили электрическое напряжение кВ5 величина которого обе- спечила деформацию 57(5 „, 6 Я1 + 7,5) Z 14 мкм.
Формула изобретения
Способ соединения деталей, заключающийся в том, что в месте соедине- ния выполняют полость, размещают в ней про межуточный элемент, вьшолнен- ный из материала, изменяющего свою
толгцину, после чего детали сопрягают и воздействуют на промежуточный элемент для увеличения его толщины, о т- личающийся тем, что, с целью расширения технологических возможностей, в качестве промежуточного элемента испо.пьзуют пластину из пьезокерамического материала толщинойд определяемой из следующего соотношения :
В
F.. f lA+Sj.+b Hi.+h) f. „ . ,, Гр - иг;
ъг б -пъ
где В - толщина пластины;
F - номинальная площадь контак- та элемента из пьезокерамического материала с соединяемыми- деталями; f - коэффициент трения; А - номинальная величина зазора мезвду соединяемыми деталями
в. и .
онэ - верхние и нижние отклонения размеров соединяемых
3 13481254
деталей и промежуточноголяризации, характеризующие
элемента из пьезокерамичес-тип применяемой пьезокекого материала;рамики,
h - величина деформации кон-.
такта, учитьшающая матери-перед установкой промежуточного элеал соединяемых деталей имента в полость детали уменьшают его
качество обработки сопря-толщину путем подключения электригаемых п оверхностей;ческого потенциала, а воздействие на
Р - сила трения мезкду соединя- Q промежуточный элемент для увеличения
емыми деталями;его толщины осуществляют за счетd и g - пьезомодуль и постоянная снятия электрического потенциа давления в направлении по-ла. , .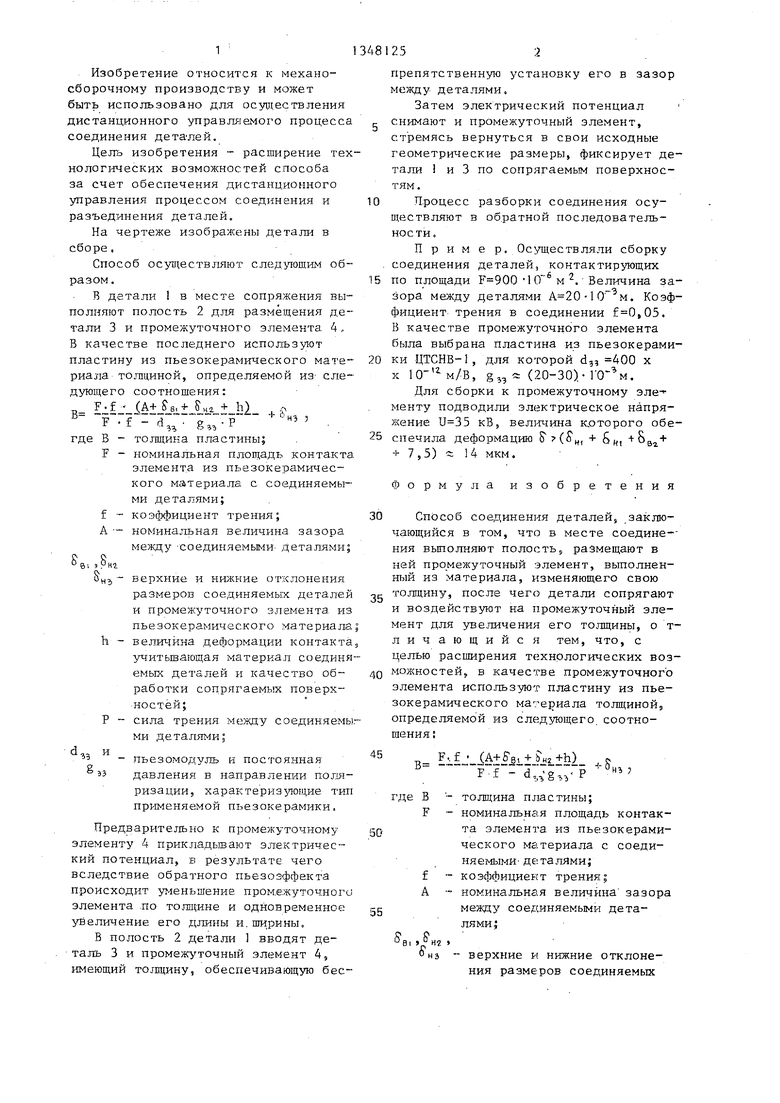
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения продольного пьезомодуля пьезокерамических материалов | 1987 |
|
SU1585708A1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ДАТЧИК УДАРА | 2013 |
|
RU2533539C1 |
| ДЕФЛЕКТОР СВЕТА | 2011 |
|
RU2453876C1 |
| Устройство для центрирования заготовки на планшайбе | 1990 |
|
SU1773571A1 |
| Пьезоэлектрический акселерометр | 1989 |
|
SU1682938A1 |
| Устройство для получения вращательного движения Абрамова Валентина Алексеевича (Абрамова В.А.) | 2016 |
|
RU2654690C9 |
| ПЬЕЗОРЕЗОНАНСНЫЙ ИЗМЕРИТЕЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ ДАВЛЕНИЯ | 2004 |
|
RU2282837C2 |
| Способ получения посадок в системе вала | 1988 |
|
SU1606755A1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ НАСОС | 2010 |
|
RU2452872C2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
Изобретение относится к сборочному производству, в частности к способам соединейия деталей. Целью изобретения является расширение технологических возможностей .способа. Для этого в детали 1 вьшолняйт полость 2, в которой размещают деталь 3 и промежуточный элемент 4 из пьезо- керамического материала, толщину которого определяют исходя из математической зав исимости, учитывающей тип материала промежуточного элемента, размеры и качество обработки сопрягаемых поверхностей соединяемых деталей. Предварительно к промежуточному элементу прикладьшают электрический потенциал, в результате чего толщина его уменьшается за счет уве- лргчения длины и пшрины. Утонение происходит до величины меньшей, чем величина зазора между деталями 1 и 3. Затем электрический потенциал снимают и промежуточный элемент, принимая исходные размеры, фиксирует детали I и 3. I ил. i (Л 00 4 00 твЛ ю СП

| Способ соединения деталей | 1977 |
|
SU727393A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
