Изобретение относится к устройствам для центробежной обработки внутренних поверхностей колец или втулок уплотненным шлифовальным материалом и может быть использовано при шлифовании или полировании деталей в машиностроении или приборостроении.
Известны устройства и способы, в которых раскрыта конструкция устройств для центробежной абразивной обработки [1, 2, 3], содержащие цилиндрические контейнеры, установленные в гнездах водила с возможностью планетарного вращения. В контейнеры устанавливают обрабатываемые детали и через отверстия в торцовых крышках контейнеров подают абразивную суспензию, состоящую из абразивных частиц и водной эмульсии. При планетарном вращении контейнеров под действием инерционных сил частицы твердой фракции суспензии прижимаются к внутренней поверхности обрабатываемых деталей и образуют плотный брусок, копирующий форму профиля деталей. Вращение контейнеров вокруг собственной оси обеспечивает относительное перемещение плотного абразивного бруска и поверхностей деталей, что приводит к их обработке.
Недостатками устройств для реализации способов центробежной обработки являются неудобства, связанные с установкой обрабатываемых деталей, например колец с профильной внутренней поверхностью, в цилиндрический контейнер, при базировании по наружной поверхности колец, обусловленные малой величиной зазора между поверхностями колец и стенкой контейнера, а также проблемный характер извлечения колец из контейнера после обработки вследствие попадания шлама и мелких абразивных частиц в зазор между обработанными кольцами и стенкой контейнера. Это увеличивает время на установку и смену колец, что снижает производительность центробежных устройств и затрудняет их обслуживание при эксплуатации.
Наиболее близким заявляемому изобретению является «Устройство для центробежной обработки поверхности деталей» по авт. свид. №878522 [3]. Обрабатываемые детали (кольца) устанавливают в цилиндрические контейнеры, снабженные торцовыми крышками с коническими отверстиями, которые обеспечивают центрирование контейнеров относительно выполненного из двух частей водила, причем неподвижная в осевом направлении часть водила снабжена поддерживающими элементами, выполненными в виде гильз с цилиндрическими поясками для фиксации контейнеров на опорах неподвижной части водила при смене обрабатываемых деталей (для снятия контейнеров подвижная зажимная часть составного водила отводится пневмоприводом в крайнее правое положение и освобождает контейнеры).
Недостатками известного устройства являются большое вспомогательное время, необходимое на установку и извлечение обработанных деталей из цилиндрических контейнеров, а также возможность снижения качественных параметров полированной поверхности, обусловленная появлением рисок и царапин на поверхности при извлечении деталей (колец) из контейнеров или при падении контейнеров на решетку сепарирующего устройства вследствие недостаточной длины цилиндрического пояска контейнера.
При установке пакета колец в цилиндрический контейнер при зазоре между кольцами и внутренней поверхностью контейнера от 0,2 мм до 0,6 мм возможны перекос и заклинивание отдельных колец в контейнере, что затрудняет их установку. А в процессе обработки зазоры между кольцами, а также между стенками колец и контейнеров забиваются под действием инерционных сил мелкими частицами абразивной фракции суспензии и шламом, возникающим при обработке. Это также приводит к заклиниванию колец и создает проблемы с их извлечением из контейнеров. Использование винтовых или пневматических съемников для извлечения колец приводит к появлению на наружной (нередко тоже рабочей) поверхности колец и стенках контейнеров глубоких рисок от контакта с абразивными частицами. Это снижает качество поверхности и товарный вид обработанных деталей и приводит к интенсивному износу стенок контейнера. При выдавливании пакета колец съемниками с винтовым или пневматическим приводом возможна также деформация нежестких тонкостенных колец.
Техническим результатом заявляемого изобретения являются повышение производительности и удобства эксплуатации центробежного устройства.
Технический результат достигается тем, что в известном устройстве по авт. свид. №878522 контейнеры выполнены в виде двух шарнирно соединенных полуцилиндров с фиксирующими замками, при этом полуцилиндры в закрытом состоянии образуют на наружной поверхности два конуса и цилиндрический поясок, длина l которого в сопряжении контейнера с гильзой установочной планшайбы определяется в соответствии с неравенством

где L - длина контейнера;
k - длина конического участка контейнера;
d - диаметр цилиндрического пояска контейнера;
α - угол конуса;
fСП - коэффициент трения сопрягаемых поверхностей контейнера и гильзы установочной планшайбы.
При этом фиксирующий замок полуцилиндров выполнен пружинным в виде изогнутой пластины, жестко закрепленной на одном полуцилиндре, и гнезда под пластину, спрофилированного на поверхности второго полуцилиндра по спирали, например логарифмической или архимедовой, причем торцовые стенки полуцилиндров образуют в закрытом состоянии кольцевой поясок.
Применение разъемных контейнеров в виде шарнирно соединенных полуцилиндров позволяет существенно сократить вспомогательное время на установку обрабатываемых и смену обработанных деталей, а также предотвратить возникновение рисок на рабочих поверхностях деталей при их извлечении из контейнеров.
Конусы на наружной цилиндрической поверхности при их закрытом состоянии обеспечивают совмещение геометрических осей контейнеров с осями гильз установочной и зажимной планшайб устройства.
Определяемая по расчетному соотношению длина цилиндрического пояска, прилегающего к конусу контейнера, гарантирует фиксацию контейнера на гильзе установочной планшайбы, при установке и съеме контейнеров (при отведенной в правое положение зажимной планшайбе). Расчетное соотношение определено путем составления и решения уравнений статического равновесия контейнера для крайней точки контакта цилиндрического пояска контейнера с цилиндрическим участком гильзы установочной планшайбы. При меньшей длине цилиндрического пояска не обеспечивается устойчивое положение контейнеров в гильзах установочной планшайбы устройства при отведенной зажимной планшайбе, а это приводит к падению контейнеров на разделительную решетку сепарирующего устройства. Падение контейнеров сопровождается их соударениями и появлением забоин на рабочих поверхностях, а также может привести к деформации обрабатываемых деталей и появлению царапин на полированных поверхностях.
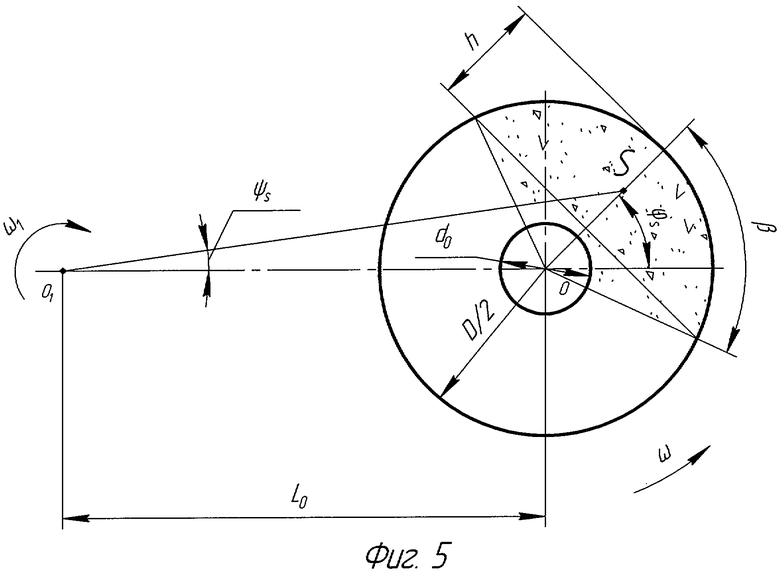
Фиксирующий замок, выполненный пружинным в виде изогнутой пластины, жестко закрепленной на одном полуцилиндре, и спрофилированного по спирали гнезда под пластину, изготовленного на втором полуцилиндре, позволяет надежно и быстро фиксировать разъемные части контейнеров в закрытом состоянии. Торцовые стенки полуцилиндров обеспечивают осевую фиксацию пакета обрабатываемых деталей (колец) при их установке по торцу и наружной цилиндрической поверхности. При этом важно регламентировать высоту h кольцевого пояска, который образуют торцовые стенки контейнера в закрытом состоянии. Высота h кольцевого пояска определяет массу абразивного сегмента в уплотненном состоянии, а следовательно, и величину контактного давления шлифовального материала при обработке колец различного диаметра и неизменных режимах планетарного вращения контейнеров. Она может быть определена по формуле

где D - внутренний диаметр обрабатываемой поверхности детали;
β - половина центрального угла абразивного сегмента в контейнере.
Предложенная расчетная зависимость позволяет для заданных конструктивных параметров устройства и технологических режимов обработки обеспечивать неизменное контактное давление при обработке колец различного диаметра. Например, внутренние диаметры колец прядильных и крутильных машин колеблются от 50 до 120 мм. Поэтому для сохранения неизменных условий обработки всего диапазона колец с использованием одного устройства и при неизменных технологических режимах достаточно иметь сменные комплекты контейнеров под различные диаметры колец, а высоту h кольцевого пояска контейнеров выполнять в соответствии с приведенным соотношением.
Средняя величина контактного давления рср уплотненного гидроабразивного слоя на обрабатываемые поверхности деталей при использовании центробежного устройства определяется по формуле
β - половина центрального угла абразивного сегмента;
ρж - плотность жидкости суспензии;
ρay - объемная плотность абразивного материала в уплотненном состоянии;
Пу - пористость абразивных частиц в уплотненном состоянии;
S - центр масс абразивного сегмента в смещенном положении, обусловленным вращением контейнера;
ϕs и ψs - угловые параметры, определяющие положение центра масс уплотненного сегмента абразивных частиц, относительно осей водила и контейнера соответственно;
KN - конструктивно-технологический параметр;
D - внутренний диаметр обрабатываемой поверхности;
ω1 - угловая скорость вращения водила;
ω2 - угловая скорость вращения контейнера вокруг собственной оси;
L0 - расстояние между осями вращения водила и контейнера;
f - коэффициент трения абразивных частиц и материала обрабатываемых деталей.
Среднюю величину контактного давления рср рекомендуется принимать для стальных термообработанных деталей 0,1...0,15 МПа, а для термически необработанных сталей и цветных металлов - 0,05...0,07 МПа. При оценке пористости уплотненного инерционными силами абразивного сегмента необходимо вместо справочных значений объемной плотности абразивных частиц ρа использовать расчетное значение в уплотненном состоянии ρау=Куρа (Ку - коэффициент уплотнения;  , где My - масса уплотненных центробежными силами частиц; Мо - масса частиц до уплотнения; fa - коэффициент внутреннего трения абразивных зернистых сред).
, где My - масса уплотненных центробежными силами частиц; Мо - масса частиц до уплотнения; fa - коэффициент внутреннего трения абразивных зернистых сред).
Величину угла β рекомендуется принимать в диапазоне β=80°...35° в зависимости от диаметра D внутренней поверхности обрабатываемых деталей. Причем большие значения углов β следует назначать для малых диаметров, а меньшие значения β - для больших диаметров.
Таким образом, варьируя параметр h при принятом значении β и неизменных режимах обработки, можно создавать одинаковое контактное давление для различных диаметров D обрабатываемых поверхностей деталей (колец, гильз, втулок) при использовании одного центробежного устройства.
На фиг.1 изображено устройство для центробежной обработки деталей; на фиг.2 - конструкция разъемного цилиндрического контейнера; на фиг.3 - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.2 с уплотненным абразивным сегментом; на фиг.5 - расчетная схема для определения конструктивного параметра h при смещенном угловом положении абразивного сегмента.
Устройство состоит из рамы 1, основания 2, водила 3, контейнеров 4 с обрабатываемыми деталями 5 (кольцами с профильной внутренней поверхностью), привода 6 (фиг.1 и 2). Водило 3 состоит из установочной планшайбы 7 и подвижной в осевом направлении зажимной планшайбы 8. Контейнеры 4 закреплены посредством гильз 9 на установочной планшайбе и гильз 10 на зажимной планшайбе 8 между валами 11 и 12 установочной 7 и зажимной 8 планшайб водила 3. Гильзы 9 и 10 смонтированы на валах 11 и 12 посредством резьбового соединения и застопорены от самоотвинчивания винтами 13, обвязанными проволокой 14 (фиг.3). Установочная 7 и зажимная 8 планшайбы водила 3 установлены на центральном валу 15, смонтированном в опорах основания 2. В полости центрального вала 15 смонтирован шток 16, соединенный посредством втулки 17 с зажимной планшайбой 8 водила. Второй конец штока 16 посредством вращающейся пяты 18 соединен со штоком 19 пневмопривода 20.
Для передачи вращения контейнерам 4, закрепленным между планшайбами 7 и 8, в корпусе установочной планшайбы 7 смонтирован планетарный механизм, состоящий из центрального зубчатого колеса 21, жестко установленного на основании 2, промежуточных зубчатых колес 22, оси которых установлены в гнездах 23 установочной планшайбы 7 и зубчатых колес 24, жестко смонтированных на валах 11. Валы 12 подвижной в осевом направлении зажимной планшайбы 8, несущие гильзы 10, выполнены плавающими, что гарантирует одновременное закрепление всех контейнеров, установленных в гильзах 9 установочной планшайбы 7, гильзами 10 зажимной планшайбы 8 и позволяет компенсировать погрешности изготовления и сборки отдельных узлов устройства. Для закрепления контейнеров 4 между гильзами 9 и 10 установочной 7 и зажимной 8 планшайб зажимная планшайба 8 установлена с возможностью осевого перемещения в крайнее левое положение посредством пневмопривода 20. Для освобождения контейнеров при смене деталей на поршень 25 пневмопривода 20 воздействуют давлением сжатого воздуха. При этом сжимается пружина 26 пневмопривода и шток 16 позволяет отвести зажимную планшайбу 8 и освободить контейнеры 4 с деталями. Цилиндрические пояски контейнеров 4, контактирующие с цилиндрической поверхностью установочных гильз 9, предотвращают выпадение контейнеров 4 при отведенной в правое положение зажимной планшайбы 8.
Для облегчения установки и смены обрабатываемых деталей 5 (колец) контейнеры 4 выполнены в виде шарнирно соединенных полуцилиндров 27 и 28 (фиг.4), смонтированных с возможностью поворота на угол до 180°. Это обеспечивает свободный доступ к обрабатываемым деталям 5. В закрытом состоянии контейнера полуцилиндры 27 и 28 удерживаются фиксирующим замком, выполненным пружинным в виде изогнутой пластины 29, жестко закрепленной на полуцилиндре 27 и гнезда под пластину, спрофилированного на поверхности полуцилиндра 28 по спирали, например, логарифмической или архимедовой. Осевая фиксация пакета деталей 5 (колец) в контейнере 4 достигается торцовыми стенками 30 полуцилиндров, которые выполнены в виде кольцевых поясков, высота h которых находится по аналитической зависимости, приведенной выше.
Высота h кольцевых поясков определяет необходимую для эффективной обработки толщину уплотненного абразивного слоя. Меньшая высота кольцевых поясков не обеспечивает необходимой для обработки величины контактного давления, а большая высота приводит к снижению качественных показателей поверхности вследствие возникновения рисок на обрабатываемой поверхности, обусловленных глубоким врезанием вершин отдельных абразивных частиц в поверхность металла при неизменных технологических режимах. Это необходимо учитывать при обработке деталей с различными диаметрами D обрабатываемых поверхностей.
Для герметизации контейнера 4, необходимой для удержания жидкости в поровом пространстве уплотненного абразивного слоя, по поверхности разъема на полуцилиндре 28 выполнены продольные пазы, в которых установлены эластичные, например резиновые, уплотнения 31. Для герметизации места стыка разъемных частей контейнеров 4 путем дополнительной деформации уплотнений 31 и центрирования контейнеров 4 относительно подшипниковых опор, смонтированных в планшайбах 7 и 8 водила устройства, сопрягаемые участки наружных поверхностей полуцилиндров 27 и 28 и внутренних поверхностей гильз 9 и 10 выполнены коническими.
Погрешности изготовления конусов контейнеров и сопрягаемых конических отверстий гильз при зажиме контейнеров 4 компенсируются резиновыми кольцами 32, установленными во внутренних полостях гильз 9 и 10.
Для удаления избытка гидроабразивной суспензии в бак 33 (см. фиг.1) в корпусах гильз 9 установочной планшайбы 7 выполнены окна 34. Вращающиеся части устройства закрыты корпусом 35, что предотвращает разбрызгивание суспензии и обеспечивает безопасность обслуживания центробежной установки. Для свободного доступа к контейнерам с деталями в корпус устройства вмонтирована откидная крышка (конструкция крышки на фиг.1 не показана).
Для загрузки контейнеров 4 обрабатывающей гидроабразивной средой устройство снабжено бункером 36 и распределительным резервуаром 37, жестко установленным на втулке 17 зажимной планшайбы 8.
Расчетная схема для определения конструктивного параметра h кольцевого пояска контейнера приведена на фиг.5. Рекомендуется принимать диаметр отверстия do на торце контейнера 4 не менее 5 мм, так как через это отверстие в контейнеры 4 подается суспензия шлифовального материала из распределительного резервуара 37 (см. фиг.1). При меньшем диаметре do отверстия не исключается возможность заращивания подводящего патрубка распределительного резервуара 37 абразивными частицами.
Устройство работает следующим образом. Обрабатываемые детали 5 устанавливают в полуцилиндр 28 контейнера 4 (см. фиг.2 и 4). Поворачивают на шарнирах полуцилиндр 27, при этом пружина фиксирующего замка удерживает полуцилиндры 27 и 28 в закрытом состоянии. Собранные контейнеры с деталями устанавливают в гильзы 9 установочной планшайбы 7 (см. фиг.1). Цилиндрические пояски контейнеров 4 длиной l входят в контакт с цилиндрической поверхностью гильзы 9 установочной планшайбы 7 и удерживают контейнеры 4 от выпадания при установке. Зажимная планшайба 8 при установке контейнеров отводится в крайнее правое положение пневмоприводом 20. Для этого в пневмоцилиндр подается сжатый воздух, и поршень 25 перемещается вправо, сжимает пружину 26 и отводит посредством штока 16 планшайбу 8 в крайнее правое положение.
После установки всех контейнеров 4 в гильзу 9 установочной планшайбы 7 прекращают подачу сжатого воздуха в пневмопривод 20. Под действием усилия сжатой пружины 26 происходит плавное перемещение поршня 25 и связанных с ним посредством штоков 19, 16 и вращающейся пяты 18 зажимной планшайбы 8 с гильзами 10 в левое (рабочее) положение. Конические сопряжения контейнеров 4 с гильзой 9 и 10 обеспечивают центрирование контейнеров относительно осей гильз, а также дополнительную герметизацию контейнеров по плоскостям разъема за счет деформации эластичных уплотнений 31 при осевом перемещении зажимной планшайбы 8. Таким образом, производится закрепление контейнеров 4 между планшайбами 7 и 8 водила 3. После этого закрывается откидная крышка (на фиг.1 крышка не показана) на корпусе 35 устройства, включается привод 6 и вращение от вала двигателя посредством цепной передачи сообщается центральному валу 15 и установленным на нем планшайбам 7 и 8. В корпусе установочной планшайбы 7 смонтированы оси зубчатых колес 22 и 24 планетарного механизма привода контейнеров. Участвуя в переносном вращении с планшайбой 7, зубчатые колеса 22 и 24 будут обкатываться по неподвижному относительно водила 3 центральному зубчатому колесу 21. Таким образом, контейнерам 4 через валы 11 и гильзы 9 посредством конического сопряжения сообщается вращение вокруг собственной оси. Применение промежуточных зубчатых колес 22 позволяет сообщать контейнерам 4, совершающим планетарное движение, вращение вокруг собственных осей в направлении, противоположном вращению водила 3, что является важным условием эффективной центробежно-планетарной обработки поверхностей деталей.
В бункер 36 загружается шлифовальный материал, обычно абразивные зерна, и одновременно с пуском приводного двигателя 6 включается по команде от реле времени подача охлаждающей жидкости, например воды. Струя жидкости захватывает абразивные частицы и в виде суспензии поступает через распределительный резервуар 37 и отверстия в валах 12 в контейнеры 4. Под действием инерционных сил, возникающих при планетарном вращении контейнеров 4, твердая фракция суспензии трансформируется в плотный абразивный слой, пронизанный жидкостью и копирующий форму профиля обрабатываемых деталей 5. Толщина уплотненного слоя во всех контейнерах определяется высотой h кольцевого пояска торцовой стенки (фиг.4). Избыток суспензии сбрасывается через окна 34 и ограждающий корпус 35 в бак 33, что обеспечивает формирование уплотненного слоя одинаковой толщины во всех контейнерах 4. Обработка производится при непрерывной подаче технологической жидкости (воды) в контейнеры 4, что обеспечивает интенсивный отвод тепла из зоны резания.
По окончании цикла обработки, длительность которого устанавливается при помощи реле времени, приводной двигатель 6 устройства отключается, зажимная планшайба 8 отводится пневмоприводом 20 в крайнее правое положение и производится смена контейнеров 4 с деталями 5.
Обработанные детали 5 и шлифовальный материал из разъемных контейнеров 4 выгружаются на решетку вибросита, где производится сепарация деталей и шлифовального материала. Отработанный абразив повторно загружается в бункер 36 устройства и многократно используется при обработке.
Сменные комплекты контейнеров 4, а также гильз 9 и 10 установочной 7 и зажимной 8 планшайб позволяют производить быструю переналадку центробежного устройства для обработки деталей различных диаметров.
ПРИМЕР
Обрабатывались кольца прядильных и крутильных машин с внутренним диаметром от Dmin=51 мм до Dmax=120 мм. Материал колец сталь 45 (нитроцементация поверхностного слоя и закалка до твердости HRCэ 61...63). Исходная шероховатость сложнопрофильной внутренней поверхности колец Ra=3,2...2,5 мкм. После обработки необходимо обеспечить шероховатость Ra=0,16...0,1 мкм.
Обработка производилась на центробежно-планетарной установке ЦПУ-1 с цилиндрическими контейнерами и на модернизированном варианте ЦПУ-1М с разъемными контейнерами.
Конструктивные параметры установок и угловые скорости планетарного вращения контейнеров (см. фиг.5): L0=150 мм; ω1=110 рад/с; ω2=190 рад/с.
Проверим выполнение условия удержания контейнеров в гильзах установочной планшайбы при отведенной зажимной планшайбе. Для контейнера длиной L=100 мм с наружным диаметром цилиндрического пояска d=80 мм (см. фиг.2) при длине конического участка k=20 мм, угле конуса α=20° и коэффициенте трения сопрягаемых поверхностей контейнера и гильзы fСП=0,16 найдем допустимую длину цилиндрического пояска l≥20 мм.
Для контейнера длиной L=130 мм, при прочих равных условиях, длина цилиндрического пояска должна быть не менее l≥36 мм.
В качестве шлифовального материала использовался электрокорунд нормальный марки 14А200 с размерами абразивных частиц до 2 мм. Плотность абразивного сегмента при воздействии инерционных сил найдем по соотношению ρау=ρаКy (ρa - табличное значение объемной плотности; Ку - коэффициент уплотнения зернистой абразивной среды). Для электрокорунда нормального ρа=2200 кг/м3 и fa=0,6371...0,8243 (при углах трения (ϕа=32,5...39,5°). Тогда получим: Ку=1+0,2fa=1+0,2·0,8243=1,165;
ρау=2200·10165=2,563 кг/м3.
Монолитный электрокорунд имеет плотность ρМ=3900 кг/м3.
Принимая для минимального диаметра обрабатываемой поверхности Dmin=51 мм угол β=80°, а значение коэффициента трения абразивных частиц по металлу f=0,25, найдем среднюю величину контактного давления абразивного сегмента на поверхность детали ρср=0,12 МПа, что достаточно для эффективной обработки закаленных колец. Высота кольцевого пояска на торце контейнера в соответствии с расчетным соотношением при этом составит h=21 мм.
Для создания одинаковых условий обработки деталей с максимальным диаметром Dmax=120 мм, принимаем угол β=35° и по расчетному соотношению также получим ρср=0,12 МПа. Высота пояска на торце контейнера при этом составит h=11 мм.
Таким образом, устойчивое положение контейнеров в гильзах установочной планшайбы определяется длиной l цилиндрического пояска наружной поверхности контейнера, которая зависит от длины L контейнера. Для создания одинаковой величины среднего контактного давления абразивного сегмента на поверхности обрабатываемых деталей, различных размеров, при прочих равных условиях, необходимо изменять высоту кольцевого пояска h на торце контейнера в соответствии с приведенным расчетным соотношением.
Диаметральный съем металла при обработке в течение 8...9 мин составляет 40...50 мкм при устойчивом снижении шероховатости поверхности до Ra=0,16...0,1 мкм.
Обработка на модернизированной установке ЦПУ-1М с разъемными контейнерами позволила в три раза уменьшить вспомогательное время на установку и смену обрабатываемых колец в контейнерах, существенно повысить производительность центробежной установки, а также обеспечить стабильное качество полированной поверхности при различных размерах внутренних поверхностей обрабатываемых деталей.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Авт. свид. №541655 (СССР), МПК2 В24В 31/08. Способ обработки изделий / А.Н.Мартынов, В.З.Зверовщиков, В.М.Романов. Опубл. 05.01.77. Бюл. №1.
2. Авт. свид. №814683 (СССР), МПК3 В24В 31/08. Способ обработки изделий / А.Н.Мартынов, М.М.Свирский, А.В.Тарнопольский, В.З.Зверовщиков, П.В.Нечаев, А.С.Долуда. Опубл. 23.03.81. Бюл. №11.
3. Авт. свид. №878522, МПК3 В24В 31/08. Устройство для центробежной обработки поверхности деталей / А.Н.Мартынов, В.З.Зверовщиков, А.В.Тарнопольский, В.З.Зверовщиков. Опубл. 07.11.81. Бюл. №41.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| Устройство для центробежной обработки поверхности деталей | 1980 |
|
SU878522A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2401730C1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |
| Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей | 2016 |
|
RU2639398C1 |

Изобретение относится к области машиностроения и может быть использовано при шлифовании и полировании внутренних сложнопрофильных поверхностей деталей типа колец и втулок. Водило устройства состоит из зажимной и установочной планшайб. Контейнеры с отверстиями в торцовых крышках размещены на опорах в гнездах планшайб и связаны с приводом планетарного вращения. Зажимная планшайба водила смонтирована с возможностью перемещения вдоль оси вращения водила. Установочная планшайба снабжена поддерживающими элементами в виде гильз с цилиндрическими поясками. Контейнеры выполнены в виде двух шарнирно соединенных полуцилиндров с фиксирующими замками, образующих в закрытом состоянии на наружной поверхности два конических участка и цилиндрический поясок, находящийся в сопряжении с гильзой установочной планшайбы. Приведена расчетная зависимость для определения длины цилиндрического пояска, обеспечивающей устойчивое положение контейнера при отводе зажимной планшайбы водила. В результате уменьшается время на установку и смену обрабатываемых деталей с предотвращением рисок на их поверхности, что повышает производительность и качество обработки и улучшает удобства эксплуатации устройства. 1 з.п. ф-лы, 5 ил.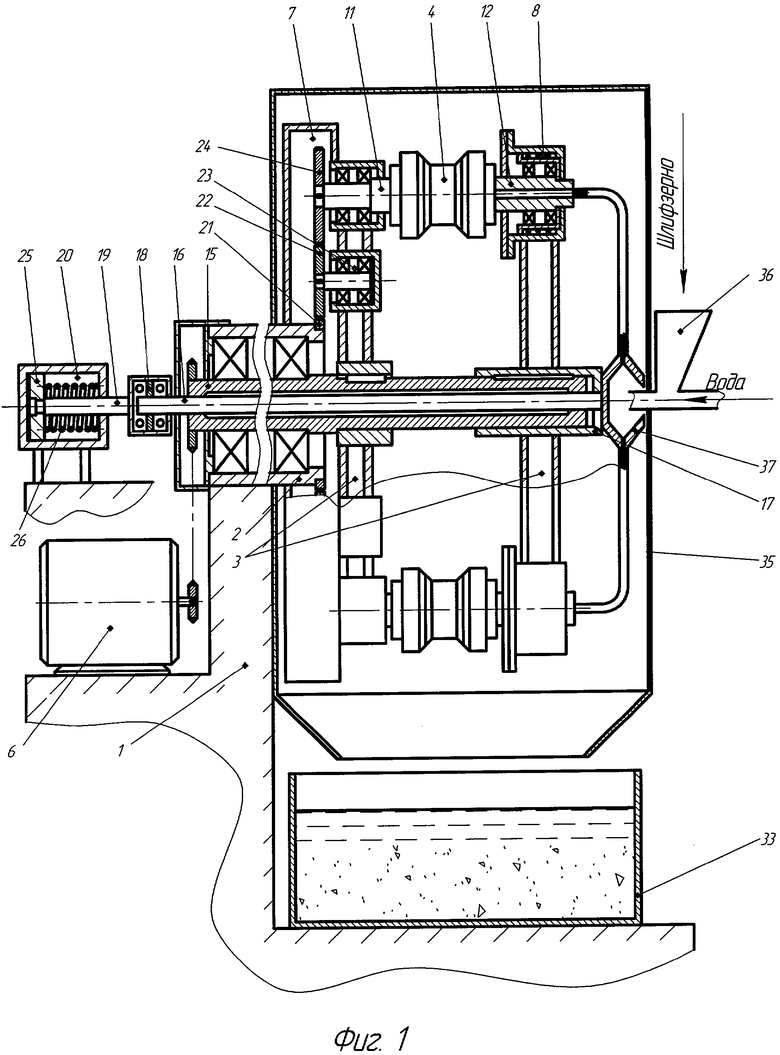

где L - длина контейнера;
k - длина конического участка контейнера;
d - диаметр цилиндрического пояска контейнера;
α - угол конуса конического участка;
fСП - коэффициент трения сопрягаемых поверхностей контейнера и гильзы установочной планшайбы.
| Устройство для центробежной обработки поверхности деталей | 1980 |
|
SU878522A1 |
| 0 |
|
SU153671A1 | |
| Способ центробежно-планетарной обработки колец | 1990 |
|
SU1771927A1 |
| US 5454749 A, 03.10.1995. | |||

