Изобретение относится к оптике, а именно к технологии изготовления оптических деталеГ;, и может бьгп, использовано при изготовлении поляризационных призм и других деталей из кристаллов исландского шпата.
Исландский шпат, обладая большим двойным лучепреломлением, прозрачностью в области спектра от 0,22 до 2 мкм, и хорошей химической стойкостью, является одним из основных материалов для изготовления крис та..- лической поляризацис)нной он гики.
К качеству гюлирстанных noiu. iJX- ностей оптических цеталей из ис.:1пндс кого шпата предъявляются нысокие требования, так как наличие на танных поверхно тях различных дефектов (царапин, остаточной uiepoxoBa- тости, каких-либо ошибок или отступлений от плоскости) увеличивает iiciTe ри света и сн1тжает качество передаваемого оптическо деталью изображения ,
Абразивная обработка предусматривает сочетание опрелеленных технологических операций с применением специальных материалов, обеспечипаюших получение качественных полированных
поверхностей.
Известен способ абразивной обработки исландского шпата, вклгючаниций шлифование в несколько переходов абразивными суспензиями, состоящими из абразивных микропорошков уменьшакипей ся зернистости и воды в качестве смазочно-охлаждаюшей жидкости мл металлическом шпиф ояа. гьном инструменте И последующее г1лирование суспе чзие черной окиси железа или титана на инструменте из твердой голи- ровальной смолы, обрабатывающая поверхность KOTOpoi o размнт чается ; .о- ответствующим растворите..
Однако этот способ не обеспечивает получение качественных поверхностей на исландском шпате, располс жен- ных перпендикулярно оптической оси кристалла, так как па полировапнсчл поверхности происходит отслаивание частичек кристалла тетраидальной фог мы.
Наиболее б1птэким к изобретению по технической сущности яв.ляется способ абразивной обработки исландского шпата, включаюш,ий ШJП фoвaниe н несколько переходов абразивными суспензиями, состоящими из абразивных
JQ
15 - 20-
з- е, --г -
35
И)
45
50
55
52
микрогюрошков корунда (окиси алюминия) зер 1истостью 28-10 мкм и воды в качестве смазочно-охлаждающей жидкост1, на стеклянном ишифоваль- ном инструменте и последующее полиро- суспензией oiaicn xjioMa на инструменте из МЯГ КО ПО. ПфОВаЛЬНОЙ СМОЛЬ .
известный способ не обес- печи1мет получение качественных по- В рхностей на ислаплском шпате, рас- палоя;енных перпендикулярно оптической оси кристалла, так как на поли- poBa.-iHoii понерхлости происходит отслаивание частичек кристалла тетра- идал)Ной формы, что делает невозможным лальпейи1ую чистсм-ую обработку этих поверхносте). В результате ка- чс ство полированных поверхностей обычно не выше УП-УО кл. по ГОСТ 11 141-7fi.
Це-тью изобретения является повы- ineHiii качества поверхностей па ис- ллнл- ком шпате, рас положенных перпендикулярно И-ми niijt друг им любым уг- Л| )1 к оптической оси кристалла.
Поставленная пель достигается тем, чт;- согласно сггособу абразивной обработки исландского шпата, включающег у 111П11(}1пва}-;ие в ней колько переходов аб- р а 311 в Н1;1м; i i у с п е н з ия ми, с о с т оящими и;; абразивных микропорошков уменьша- К:иК йся зернистос гп и срязующей жидкости, с последующим полированием сусл, НзиеГ на ипптфовальном и поли- р вал1|Пом инструментах, в качестве матери;и1а шлифовального и полиро- иал .нсич HHCTpyNieHTOB берут воск п .Ч .линый, а nojnijioBaHne ведут суспензией при следующем соогношении ком- lonenTtiB ., вес . % :
(Синтетический алмазный мпкропорошок г размером зерен 0,5-0,1 мкм 9-11 1и-15%-ный водный раствор зтиленг.ииколя 89-91 11;1ед-1оженны11 способ поясняется табл . i .
Вс Сковой ш-чи|})овальный инструмент нре;и тавляет собой ячеистую стеклянную основу (размер ячеек 8x8 мм и :г , бииа кан.злов 1,5 мм), на поверх- H .ir i b кот1.1рой ал(н (н слой пчелиного носка (температура размягчения Т воска ) толщиной 50,2 мм.
Выбранная iiijn:(nHa слоя воска (.i, 2 мм и менее ifa шлифовальном инструменте объясняется тем, что при
, 13
такой толщине слоя легкоплавкого пчелиного воска на него оказывают вльяние физико-механические свойства стеклянной основы, на которую наносится слой воска. В результате тонки слой пчелиного воска сохраняет высокую мягкость и одновременно теряет свойство текучести, т.е. сохраняет форму основы. Нанесение слоя вое- ка: стеклянная основа, рабочая поверхность которой расшлифовывается до необходимой точности, нагревается до температуры плавления воска. Одновременно расплавленный пчелиный воск наливается на холодный латунный шли- фовальник, промазанный силиконовой жидкостью, и сверху без дав ления быстро накладывается нагретая стеклянная основа. После остывания слой воска на рабочей поверхности инструмента составляет 0,2 мм. Расшлифовка воскового шлифовального инструмента производится на латунном шлифовальни ке, поверхность которого обработана до точности, соответствующей окончательно обработанной полированной поверхности на исландском шпате. Расшлифовка осуществляется абразивной суспензией, твердой составляющей ко- орой является электрокорунд (окись алюминия) М 5, а жидкой составляющей - дистиллированная вода. Необходимым условием расшлифовки является насыщение поверхности воска абразивом.
Восковой полировальный инструмент представляет собой также ячеистую стеклянную основу, на поверхность которой нанесен слой пчелиного воска толщиной 0,2 мм. Изготовление инструмента аналогично шлифовальному.
Располировка воскового полировального инструмента осуществляется тем же латунным шлифовальником с примене- нием алмазной абразивной суспензии, твердой составляющей которой является алмазный мнкропорошок АСМ/1/0, а жидкой составляющей - дистиллированная вода. Поверхность воскового полировального инструмента при этом слабо насыщается абразивом.
Применение пчелиного воска в качестве материала шлифовального и полировального инструментов обусловлено ег о физико-химическими и упруго-пластическими свойствами.
Ооювными составными частями пчелиного воска являются сложные эфиры
4
Q 5 0 5 о
Q
„
5
0
5
ВЫСОКОМОЛС:Ку. 1ЯрН.1Х ЖИрНЬ .Ч I. l-r.OT я
различные спирты. Свободных кислот в воске содержится менее 13,. Пчелиный воск в своем составе содержит малое Konvr-iecTPo полярных ф нкциоиаль- ных групп. Поэтому он облалае значительно меньшей величиной адгезион- , ного сцепления по oTHooieFiUKj к исландскому шпату по сравН(нию с пеко- канифольными смол:1ми, применяемыми для полирования исландского шпата в извест ом способе. В результате пчелиный роск при ш.)( аСразивп М 5 и по лир ОБ о. и и ч иг ;гаь ;д| т,- iro nin-i тане локаль 1-).2 чаг гии:. на по- поверхь ос ти.
Кроме Toi Oj пчелиньп гчггт г- лада- ет значительно ML HL,i: efi и ста- би.пьной деформацией и И . нт.шим значением пластической дефнэрмаш и п температурном интерпало 2Ь-3 1 С по сравнению с пеково смолой ,
Применение во/ ных раст-ворсв эти- ленгликоля в качестве жицк-- составляющей эбразииной суспензи ; при лоли- рорании исландского шпата обусловлено образованиеь аномальных слоев оп- релелонной толщины, явтпчклг.ихся амортизаторами при чег ;лачс: д ппония от инструмента на обр лОатьч аему|-, поиерх- HocT i-., а ц ;teKci . случаях прсмят- СТВУЮ1ЦИХ сопрпксс; H0 .iii;f3 абрази}-:ных зерен с порерхнос гью Hc.naiincKiiro шпата. Кроме того, эт иленг.аик-хаь препятствует образованин налетои на полированной поверхности исландского шпата,
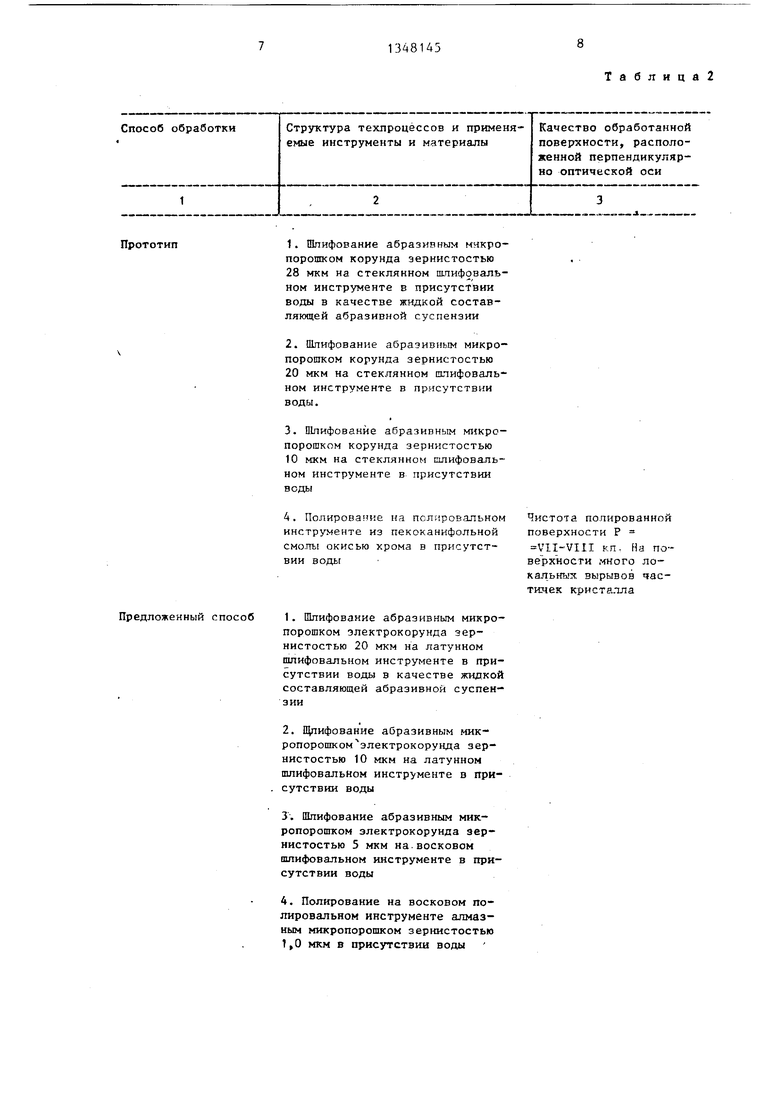
В табл. 2 приведены результаты испытаний протот 1па и пре;утоженного способа абразирной обработки исландского шпата.
; Применение синтетического алмазного микропорошка зернистостью ;, 1,0 мкм при полировании обусловлено требованием обеспечения шероховатос- ти на полированной поверхности ,05 мкм по ГОСТ 3-2439-74.
Применение алмазных микропорошков зернистостью 0,5-0,1 мкм в сочетании с раствором этиленгликоля при полировании позволяет получать более качественные поверхности на исландском шпате: R 0,05-0,025 мкм по ОСТ 3-2439-74. Ухудшение качест)за полированной поверхности при уменьшс){ии (менее 10%) и увеличении (более 15%) концентрации этиленгликоля происходит вследствие изменения толщины ано51348
мального слоя данной жидкости на обрабатываемой поверхности.
Использование предложенного способа позволяет получать высококачественные поверхности на исландском шпате, расположенные перпендикулярно или под любым другим углом к оптической оси кристалла, при этом чис-|0
Латунь
Электрокорунд Вода
зернистостью
20 мкм
Электрокорунд Вода
зернистостью
10 мкм
Воск пче- Электрокорунд Вода
линый зернистостью 5 мкм
- Воск пче- Алмазный мик- Вода линый ропорошок
зернистостью
1,О мкм
Воск пче- Алмазный мик- 10-15%-ный водлиный ропорошок ный раствор эти- зернистостью ленгликоля 0,1-0,5 мкм
А56
тота полированных поверхностей соответствует Ш-IV кл. по ГОСТ 11141- 76, шероховатость R 0,05-0,025, кроме того, внедрить оптическую обработку исландского шпата в серийное производство, так как предложенный способ обеспечивает получение качественных поверхностей без применения -. трудоемких.доводочных операций.
Таблица 1
Отношение твердой составляющей суспензии к жидкой Т:Ж 1:3
Отношение твёрдой составляющей суспензии к жидкой Т:Ж 1:10
Способ обработки
Структура техпроцессов и применяемые инструменты и материалы
Прототип
1.Шлифование абразивным микропорошком корунда зернистостью 28 мкм на стеклянном ш-пифоваль- ном инструменте в присутствии воды в качестве жидкой составляющей абразивной суспензии
2. Елифование абразивным микропорошком корунда зернистостью 20 мкм на стеклянном шлифовальном инструменте в присутствии воды.
3.Шлифование абразивным микро- порошком корунда зернистостью 10 мкм на стеклянном шлифовальном инструменте в присутствии воды
4.Полировапке на полировальном Чистота полированной
инструменте из пекоканифольной смо.пы окисью хрома в присутствии воды
редложенный способ
1.Шлифование абразивным микропорошком электрокорунда зернистостью 20 мкм на латунном шлифовальном инструменте в присутствии воды в качестве жидкой составляющей абразивной суспензии
2.Щпифование абразивным микропорошком электрокорунда зернистостью 10 мкм на латунном пшифовальном инструменте в присутствии воды
3.Шлифование абразивным микропорошком электрокорунда зернистостью 5 мкм на.восковом шлифовальном инструменте в присутствии воды
4.Полирование на восковом полировальном инструменте алмазным микропорошком зернистостью 1,0 мкм в присутствии воды
Таблица2
Качество обработанной поверхности, располо- хенной перпендикулярно оптической оси
поверхности Р V1I-VIII кп. На поверхности много ло- кальнь :к вырывов час- тин ек кристалла
1348145
г:
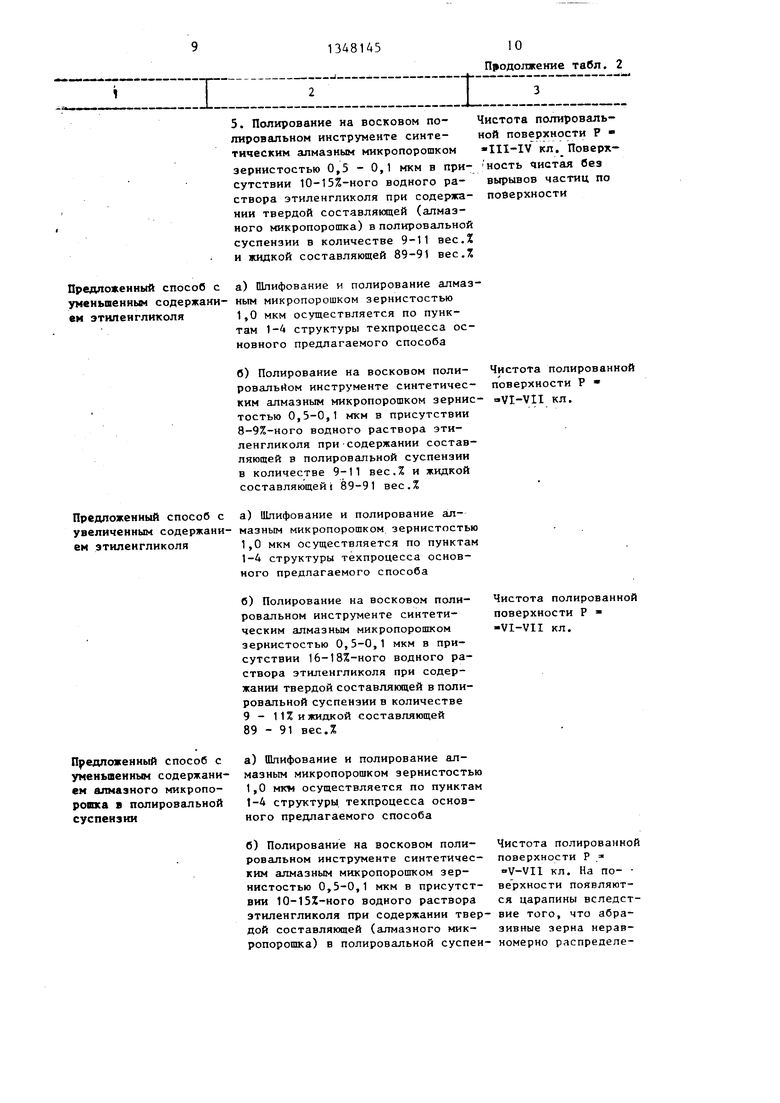
5. Полирование на восковом по- Чистота полировальлировальном инструменте синтетическим алмазным микропорошком зернистостью 0,5 - 0,1 мкм в присутствии 10-15%-ного водного раствора этиленгликоля при содержании твердой составляющей (алмазного микропорошка) в полировальной суспензии в количестве 9-11 вес.% и жидкой составляющей 89-91 вес.%
редложенный способ с а) Шлифование и полирование алмаз- меньшенным содержани- ным микропорошком зернистостью м этиленгликоля 1,0 мкм осуществляется по пунктам 1-4 структуры техпроцесса основного предлагаемого способа
б) Полирование на восковом поли- ровальйом инструменте синтетическим алмазным микропорошком зернистостью 0,5-0,1 мкм в присутствии 8-9%-ного водного раствора этиленгликоля при-содержании составляющей в полировальной суспензии в количестве 9-11 вес.% и жидкой составляющей 89-91 вес.%
редложенный способ с а) Шлифование и полирование ал- аеличенным содержани- мазным микропорошком зернистостью м этиленгликоля 1,0 мкм осуществляется по пунктам
1-4 структуры техпроцесса основного предлагаемого способа
б) Полирование на восковом полировальном инструменте синтетическим апмазньм микропорошком зернистостью 0,5-0,1 мкм в присутствии 16-18%-ного водного раствора этиленгликоля при содержании твердой составляющей в полировальной суспензии в количестве 9 - 11% и жидкой составляющей 89 - 91 вес.%
н
способ с одержанимикропо-овальной
а)Шлифование и полирование алмазным микропорошком зернистостью 1,0 мк« осуществляется по пунктам 1-4 структуры техпроцесса основного предлагаемого способа
б)Полирование на восковом полировальном инструменте синтетическим алмазным микропорошком зернистостью 0,5-0,1 мкм в присутствии 10-15%-ного водного раствора этиленгликоля при содержании твердой составляющей (алмазного микропорошка) в полировальной суспенг
10 П11одолжение табл. 2
ной поверхности Р II1-IV кл, Поверх- ность чистая без
вырывов частиц по
поверхности
Чистота полированной поверхности Р -V1-V1I кл.
Чистота полированной поверхности Р - -V1-V1I кл.
Чистота полированной поверхности Р « °V-VI1 кл. На по- верхности появляются царапины вследствие того, что абразивные зерна неравномерно распределеТ
1
эии в количестве 5-8 вес.% и жид- Ны по обрабатываемой кой составляющей 92-95 вес %поверхности
способ с а) Шлифование и полирование ал- держани- мазным микропорошком зернистостью микропо- 1,0 мкм осуществляется по пунктам овальной 1-4 структуры техпроцесса основ- ного предлагаемого способа
б) Полирование на восковом полировальном инструменте сАтетичес- ким алмазным микропорошком зернистостью 0,5-0,1 в присутствии 10-15%-ного водного раствора этиленгликоля при содержании твердой составляющей в полировальной суспензии в количестве 12-15 вес,% и жидкой составляющей 85-88 вес,1
Редактор М. Бандура Заказ 5153/14
Техредл.Олийнык Корректор
Тираж 714Подписное
ВНИИПИ Государствениого комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Произродственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
13481А5
12 Продолжение табл. 2
Чистота полированной поверхности Р VI - VII кл. На поверхности появляются царапины и точки, так как при избытке абразивные зерна комку- ются в зоне обработки, мешая друг другу в работе
Составитель А. Козлова
Техредл.Олийнык Корректор Л.Пилипенко

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки оптических деталей из кварцевого и силикатных стекол и кристаллического кварца | 1985 |
|
SU1219325A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕПАРАТОВ ЗУБОВ ДЛЯ МОРФОЛОГИЧЕСКИХ ИССЛЕДОВАНИЙ ЭМАЛЕВЫХ ПРИЗМ ЭМАЛЕВО-ДЕНТИННОГО СЛОЯ В АТОМНО-СИЛОВОМ (АСМ) И ИНВЕРТИРОВАННОМ МИКРОСКОПАХ | 2019 |
|
RU2729195C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Способ изготовления препаратов зубов для морфологических исследований эмалевых призм поверхностного слоя в атомно-силовом (АСМ) и инвертированном микроскопах | 2018 |
|
RU2702903C2 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2336984C2 |
| Способ обработки медной поверхности | 1980 |
|
SU906675A1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| Способ подготовки препаратов зубов для морфологических исследований эмали в атомно-силовом микроскопе | 2022 |
|
RU2786307C1 |
| R.N, Sniartt | |||
| ProdMClinn .High Quality Optical Surracos on Calcite.- I, of Scieitifi.c liintru- ments | |||
| Судно | 1925 |
|
SU1961A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| , Винокуров B.M | |||
| и др | |||
| Технология изготовления нек тгорых оггг иш; -rx деталей из криг т-у.ч.пон, Л., OlTj ii roi 1960, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
